
TRIBONM3装配计划模块的焊接计算二次开发
2014-09-09 02:17:39郑灿平
江苏船舶 2014年5期
孙 良,郑灿平
(江苏新时代造船有限公司,江苏 靖江 214500)
TRIBONM3装配计划模块的焊接计算二次开发
孙 良,郑灿平
(江苏新时代造船有限公司,江苏 靖江 214500)
针对船舶焊接建造技术精细化管理的要求,围绕现代造船模式生产实际状况,通过焊接信息定义、TRIBON M3装配计划和焊接程序二次开发及应用,实现一整套焊接智能设计技术系统。研究各类船型焊接工艺标准及规范,总结相对应的焊接规格表,建立设计编码标准和坡口标准以及标准焊接数据库;应用TRIBON M3装配计划模块,模拟分析船体分段的装配操作流程,设置合理、先进的零件流向编码体系;通过与TRIBON软件的二次开发接口,开发三维可视化焊接信息管理系统,提取三维几何模型相关信息,按照分段实际焊接制造过程,应用并统计出精确的焊缝长度、焊材消耗和焊接工时,生成焊接派工单等相关统计报表。
TRIBON M3;装配计划模块;焊接计算;设计编码;焊接长度
0 引言
TRIBON M3作为船舶生产设计的平台,近年来已被国内外船厂和设计单位广泛应用。其中M3船体装配计划模块能很好地模拟船体分段装配序列,分析分段装配操作流程,但对实现焊接智能设计技术和焊接物量智能统计技术还存在差距。
本文从建造实际产品出发,通过程序二次开发,根据船厂焊接工艺标准和规范、焊接规格表等为数据源,研究针对不同的焊接阶段,精确统计焊接工时、物量等基础数据,满足计划、生产准备、成本预算等需求,达到高效建造船舶,缩短建造周期,减少焊材消耗,合理均衡焊接工时的目的。
1 焊接基本信息的定义
要完成船舶焊接工艺设计与管理系统的开发,必须建立在TRIBON系统标准化定义基础上,才能智能完成焊接工艺基础数据和焊接物量等信息的抽取。通过近几年各类船型焊接工艺标准及规范的研究,总结出对应不同结构件的焊接规格表,在利用TRIBON M3进行生产设计建模过程中,固化设计编码命名标准,使焊接工艺基础数据得到统一的数据库表达形式,为焊接工艺智能设计和精细化管理提供基础数据。设计编码命名标准见表1。
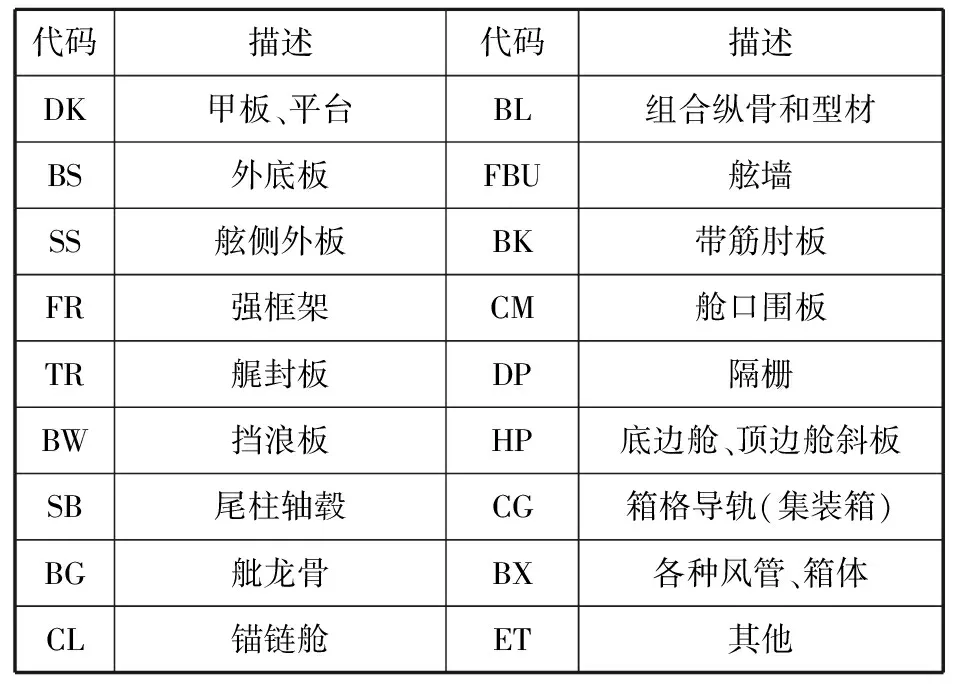
表1 设计编码命名标准
(1)编制1套《坡口代码定义标准》。在TRIBON三维设计建模过程中,对焊缝分别定义坡口代码和坡口文本,为下阶段焊接材料的选用及焊接工时的定义做准备。坡口标准包含了对接焊、角焊接百余种坡口形式,每种坡口形式都有坡口角度和间隙定义,以数字代码的形式表示。例如:坡口代码“220”表示二氧化碳气体保护焊对接坡口,根部间隙为“0”,坡口角度为“20°”,其中任何一个参数变化,将重新定义坡口代码[1]。
(2)建立《焊材数据库》。根据焊材实际使用情况,统计出分段各个作业流程阶段,不同的焊接形式所选用焊材及辅材的范围。
(3)统计标准焊接工时。焊接工时基础数据的统计,直接影响到焊接成本的计算和焊接工作计划的安排。精确统计出不同焊材牌号的焊丝,在分段焊缝不同位置、状态下所消耗的标准焊接工时,为全面开发焊接统计程序奠定基础。
2 M3装配计划模块的流程分析
通过TRIBON M3船体装配计划模块,对分段结构模型进行模拟装配,设置合理、先进的零件流向编码体系,达到设计施工要求。设计模块时,应充分考虑装配计划模块中分段建造方案,利用装配计划完成分段零件拼板、流水线、小组立、中组立、大组立、总段组以及船台的装配。通过树状结构图显示装配顺序,并对结构树中的各组立定义正确的装配流向代码,如图1所示。图1中, P代表总组,G代表大组立,H代表大中组立,M代表中组立,C、S和T代表小组立。
3 焊接程序二次开发及应用
运用TRIBON系统的基础数据,通过TRIBON系统后处理二次开发,研究焊接工艺智能设计方法与流程、焊接物量和工时的智能统计技术,实现焊接工艺智能设计与管理。
3.1提取分段三维几何模型信息
通过与TRIBON软件的二次开发接口,按分段提取三维几何模型信息,以及分段零件的焊接坡口及文本等相关信息。另外,从TRIBON M3装配计划模块中,抽取分段装配结构树及其对应的组立流向属性等,如图2所示。
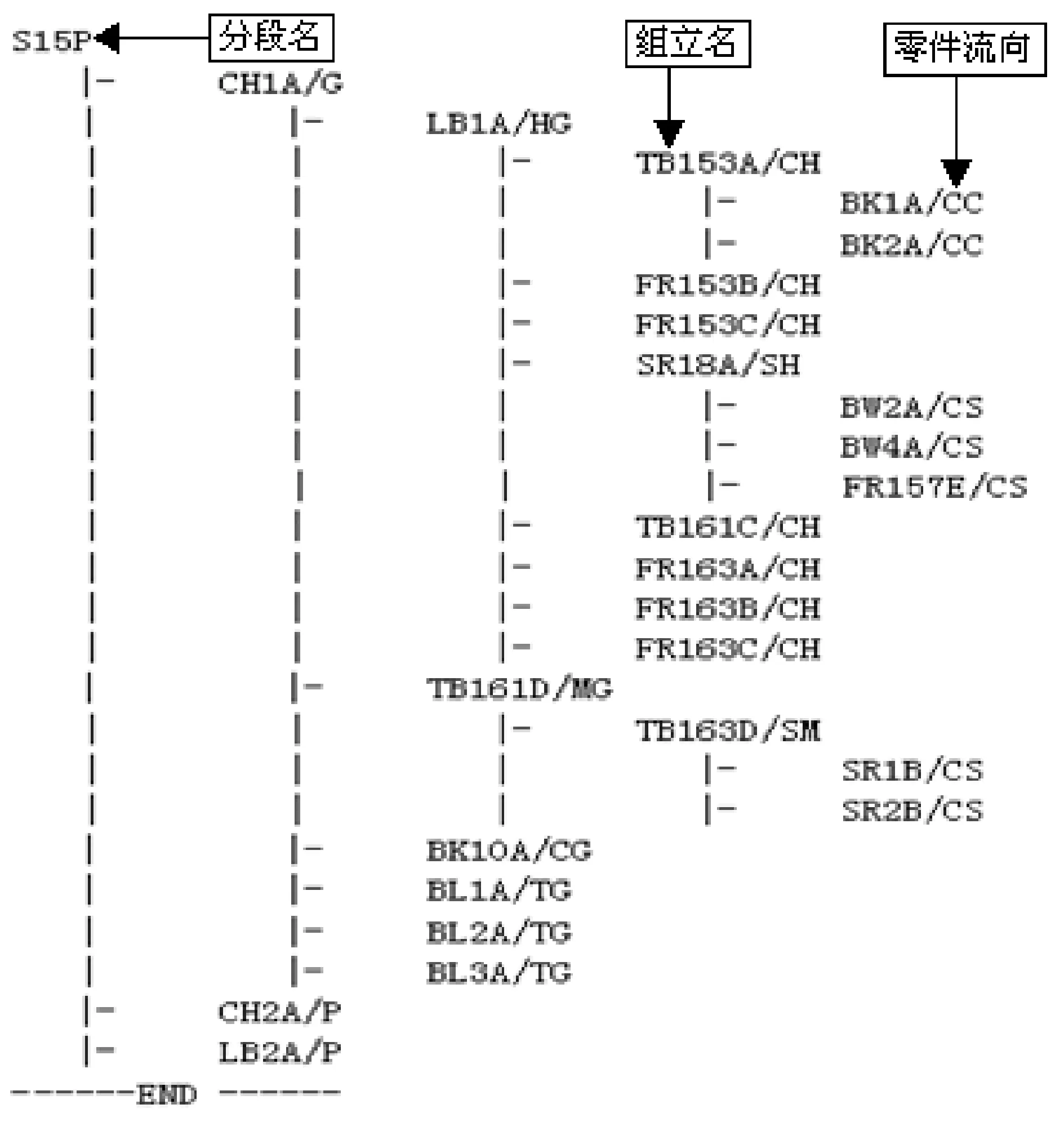
图1 装配树型目录及组立属性
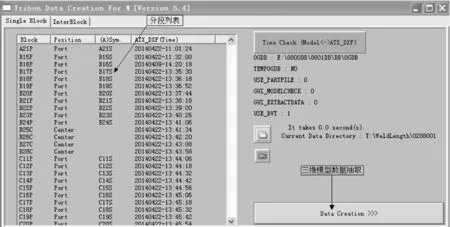
图2 分段模型及相关信息抽取
3.2焊缝可视化设计
开发的焊接信息管理系统支持多种方式编辑、统计焊缝长度数据,准确率95%以上,节约焊接物资10%以上,有利于精确统计焊材消耗量。
在该管理系统中,三维可视化定义分段制作焊接的计算基面,分段内部小组立是由系统自动定义基面,分段内部所有组立可同时展开,运用基面设置菜单浏览所有组立,并检查是否准确。
同时根据分段的实际焊接工艺要求,在系统中智能提取焊接工艺信息,三维可视化计算分段焊接信息。结合三维模型与焊缝的关系,对于生成的可视化焊缝,可以完成对焊缝信息查询,提取每条焊缝的详细信息:节点、焊缝名、零件、板厚、材质、焊接长度、坡口形式、焊接类型等,如图3所示,并进行相关焊接信息的确认与修改工作,确保焊缝信息的准确无误。
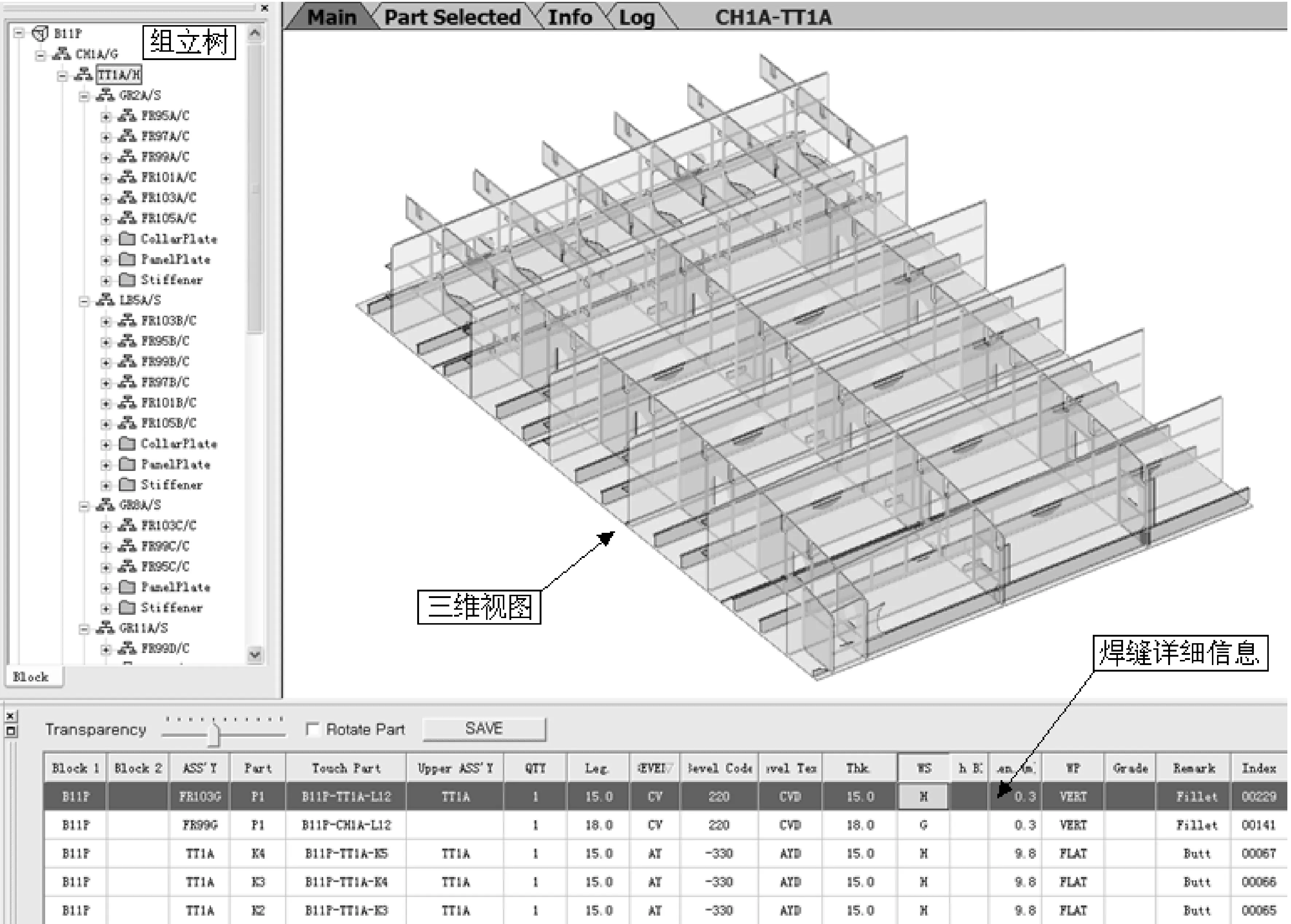
图3 抽取、编辑焊缝信息
3.3焊接信息的统计
焊接信息的统计,主要以船体三维几何模型及组立树为背景,焊缝三维模型为载体,通过解析焊接规格表、焊材数据库等焊接工艺信息,分类抽取焊接管理系统中相关信息,实现焊缝的智能设计和数据输出。
3.3.1焊缝长度信息
对于统计的焊缝长度信息,分为角焊缝和对接缝2大类。以分段为导向进行统计,统计出不同装配阶段相对应的各种焊接方法、坡口形式、焊接类型、焊接位置所对应的焊接长度,并进行分类汇总。
3.3.2焊接耗材和工时信息
焊接耗材和工时信息主要研究焊丝、焊剂、衬垫、CO2气体用量以及焊接工时的消耗。以分段为单元,按结构装配阶段进行物量统计;同时也可按任意选择对象,如部件、组件、分段、总段、整船结构等物量的统计。
未来的发展目标,以计划为导向进行统计。在装配结构树中,给每个节点赋予计划信息,包括计划开始焊接时间、计划结束焊接时间、实际开始焊接时间、实际结束焊接时间等,真正实现设计、生产与管理的一体化。
3.3.3焊接派工单生成
要真正实现船舶建造的高效焊接、缩短造船周期,必须对每个结构装配组立实现焊接派工单的生成,并与生产计划任务包紧密结合。它包含着船体结构组立装配的所有信息,与相对应的组立图相结合,便于指导现场管理。
4 结语
本文以船体分段装配焊接为研究对象,分析在TRIBON系统中进行船体分段的建模、装配操作过程,开发了符合现代造船模式的焊接信息管理系统。通过实船测试,完成了焊缝的智能设计,准确率超过95%,为成本控制、焊接材料的发放及订货提供了科学依据,同时为实现数字造船、信息化造船提供了有力保障。
[1]王淑梅,王新奇.Tribon M3 焊接计划应用与开发[J].船舶工程,2008,30(5):76-78.
2014-05-14
孙良(1970-),男,工程师,主要从事船舶设计工作;郑灿平(1976-),男,工程师,主要从事船体生产设计工作。
U662.9
A
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
节能与环保(2022年3期)2022-04-26 14:32:36
昆钢科技(2021年4期)2021-11-06 05:31:06
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
甘肃科技(2020年20期)2020-04-13 00:30:02
模具制造(2019年3期)2019-06-06 02:11:02
制造技术与机床(2017年11期)2017-12-18 06:47:29
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
西安建筑科技大学学报(自然科学版)(2014年5期)2014-11-10 02:34:24
