
电液自由锻锤锤头开裂失效分析
2014-09-05 09:30:54陈立云王德祥
机械设计与制造工程 2014年8期
陈立云,王德祥,徐 林,王 磊
(江苏省盐城市产品质量监督检验所,江苏 盐城 224056)
电液自由锻锤锤头开裂失效分析
陈立云,王德祥,徐 林,王 磊
(江苏省盐城市产品质量监督检验所,江苏 盐城 224056)
应用金相显微镜、扫描电镜、拉力试验机、冲击试验机、硬度计、光谱测试仪等通过宏观检查、尺寸检查、断口形貌分析、化学成分分析、机械性能试验、非金属夹杂物评级、金相组织分析等方法对某电液自由锻锤锤头开裂现象进行分析。分析结果表明锤头发生开裂的裂纹起始于燕尾槽槽底的R角处,开裂初始部位断口形貌显示有应力集中现象存在,锤头的开裂主要呈脆性断裂特征,裂纹扩展存在休止迹象。
失效分析;非金属夹杂物;金相组织;扫描电镜
1 电液自由锻锤锤头开裂的基本情况
电液自由锻锤属于冲击式机器。锻锤工作过程中,锤头所积蓄的动能在打击工件时瞬间释放,锤头的速度由原来的下行速度突然停止并产生一定的向上反弹的速度,使锤头的动量突然改变[1]。某厂使用的C66-120型电液自由锻锤锤头服役3年后发生开裂,在开裂位置附近取样,如图1所示。该锤头图纸规定材质为45#钢锻件,粗加工后调质处理,硬度为227~285HBW。失效分析常见的检验方法有:断口形貌分析、扫面电镜分析、机械性能试验、金相组织观察、断裂韧性试验等[2]。本文通过宏观检查、尺寸检查、断口形貌分析、化学成分分析、机械性能试验、非金属夹杂物评级、金相组织分析方法对该电液自由锻锤锤头开裂现象进行分析。

图1 自由锻锤锤头(开裂部分)
2 实验研究
2.1宏观检查
宏观检查发现,开裂发生在自由锻锤锤头燕尾槽槽底与侧面的R角(图1中的右侧),在另一侧R角处未发现有裂纹存在,燕尾槽的侧面存在较明显的伤痕(如图2~3所示),从端面上观察,开裂裂纹从R角开始扩展(如图4所示),将裂纹打开后发现裂纹沿不同的面扩展(如图6~7所示)。

图2 锤头槽底R角(开裂部位)实物照
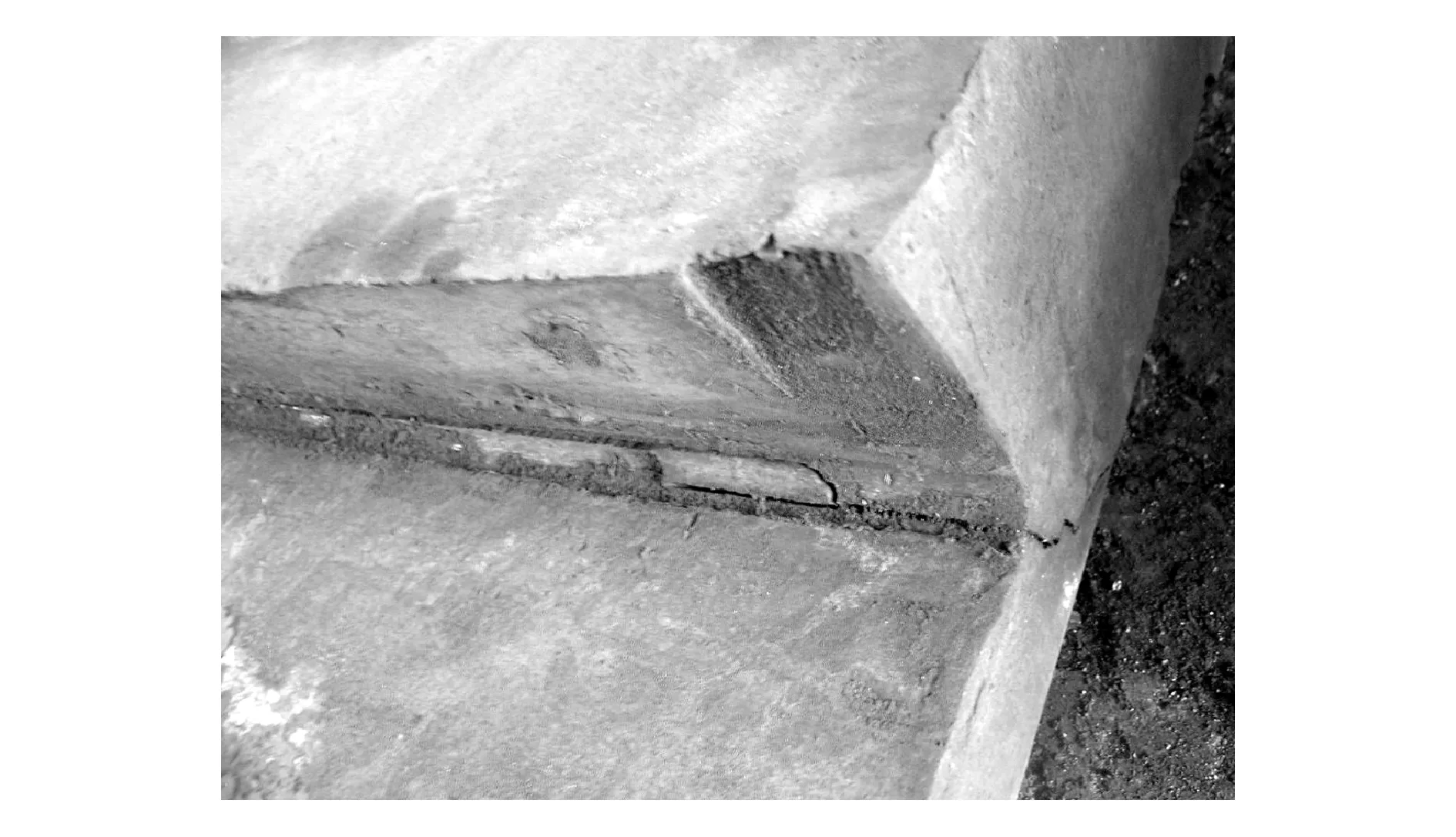
图3 锤头燕尾槽槽底R角开裂形貌
锤头的设计图纸要求燕尾槽槽底的宽度为280mm,槽深为90 mm,燕尾槽侧面的斜度为6°,槽底与侧面的R角半径为10 mm,在开裂失效的锤头上燕尾槽左侧面的斜度大于7°,右侧面的斜度在8°左右,燕尾槽槽底与侧面各部位的R角半径大小不一,大部分位置的R角半径小于10mm(见表1)。
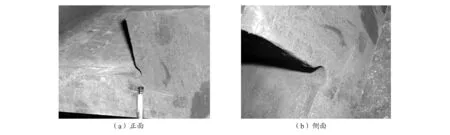
图4 锤头燕尾槽槽底截面上裂纹宏观形貌4和5

图5 开裂面宏观形貌
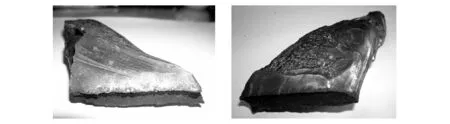
图6 燕尾槽槽底R角与开裂面的宏观形貌
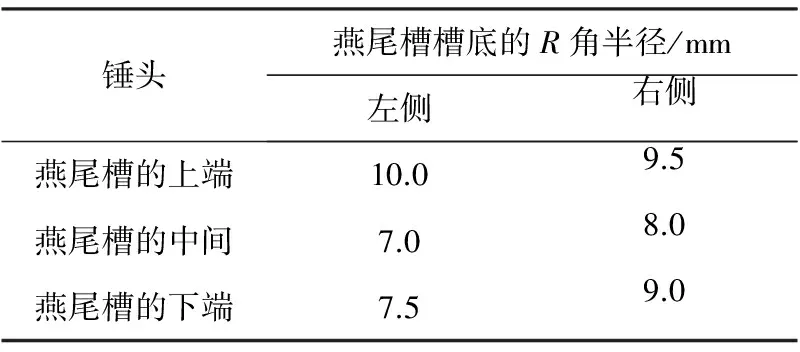
表1 开裂失效锤头燕尾槽各部位的R角半径
2.2断口宏观观察
宏观观察裂面的形貌发现,裂纹从锤头燕尾槽的R角开始扩展,R角附近的断口宏观形貌显示裂纹扩展台阶特征(如图6所示),开裂面上存在裂纹扩展休止线和放射弧线(如图7,8所示)。
2.3断口微观形貌
扫描电镜观察发现,开裂起始于锤头燕尾槽槽底的R角处,该处的断口形貌存在裂纹扩展台阶,开裂面的断口形貌已遭损坏,呈现氧化腐蚀和磨损痕迹,部分区域有放射弧线存在(如图9~14所示)。
2.4化学成分分析
采用直读光谱仪对锤头样本进行成分分析,结果表明锤头的材质与国产牌号40#钢、45#钢的成分标准相符合,数据见表2。
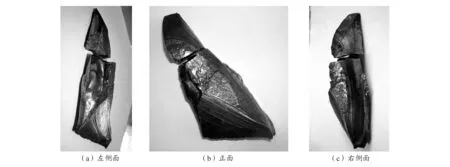
图7 开裂面Ⅰ的宏观形貌
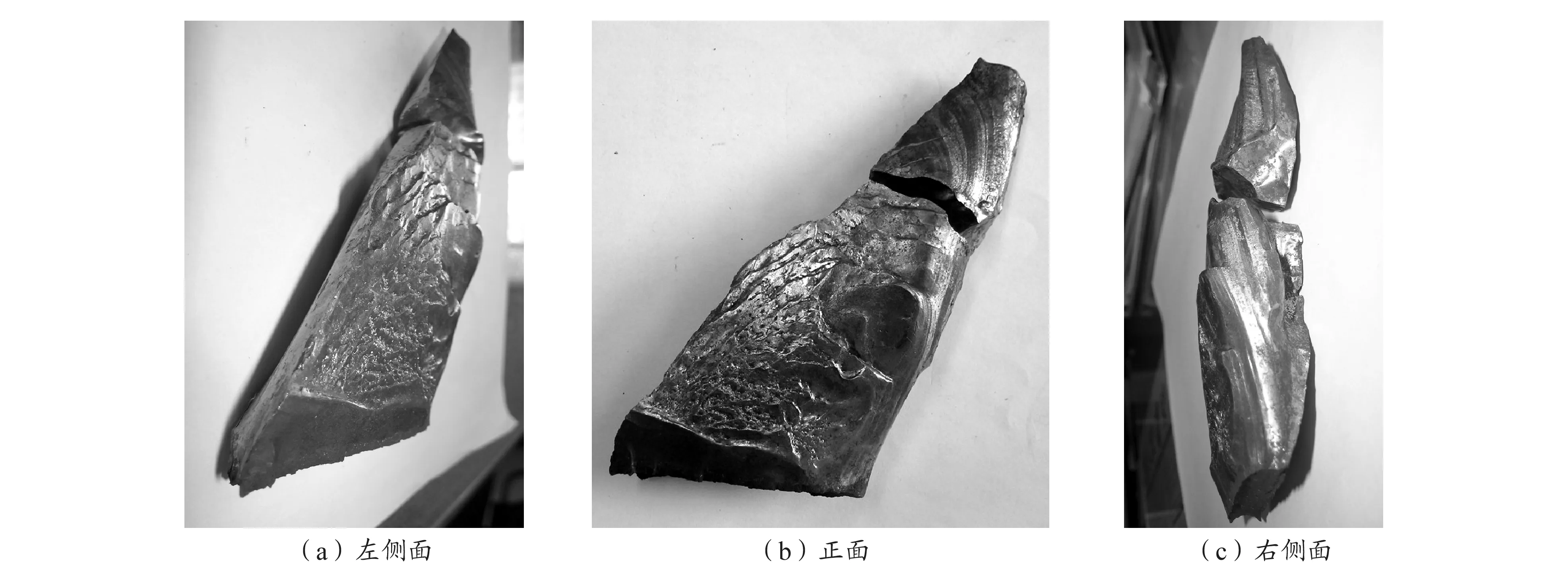
图8 开裂面Ⅱ的宏观形貌
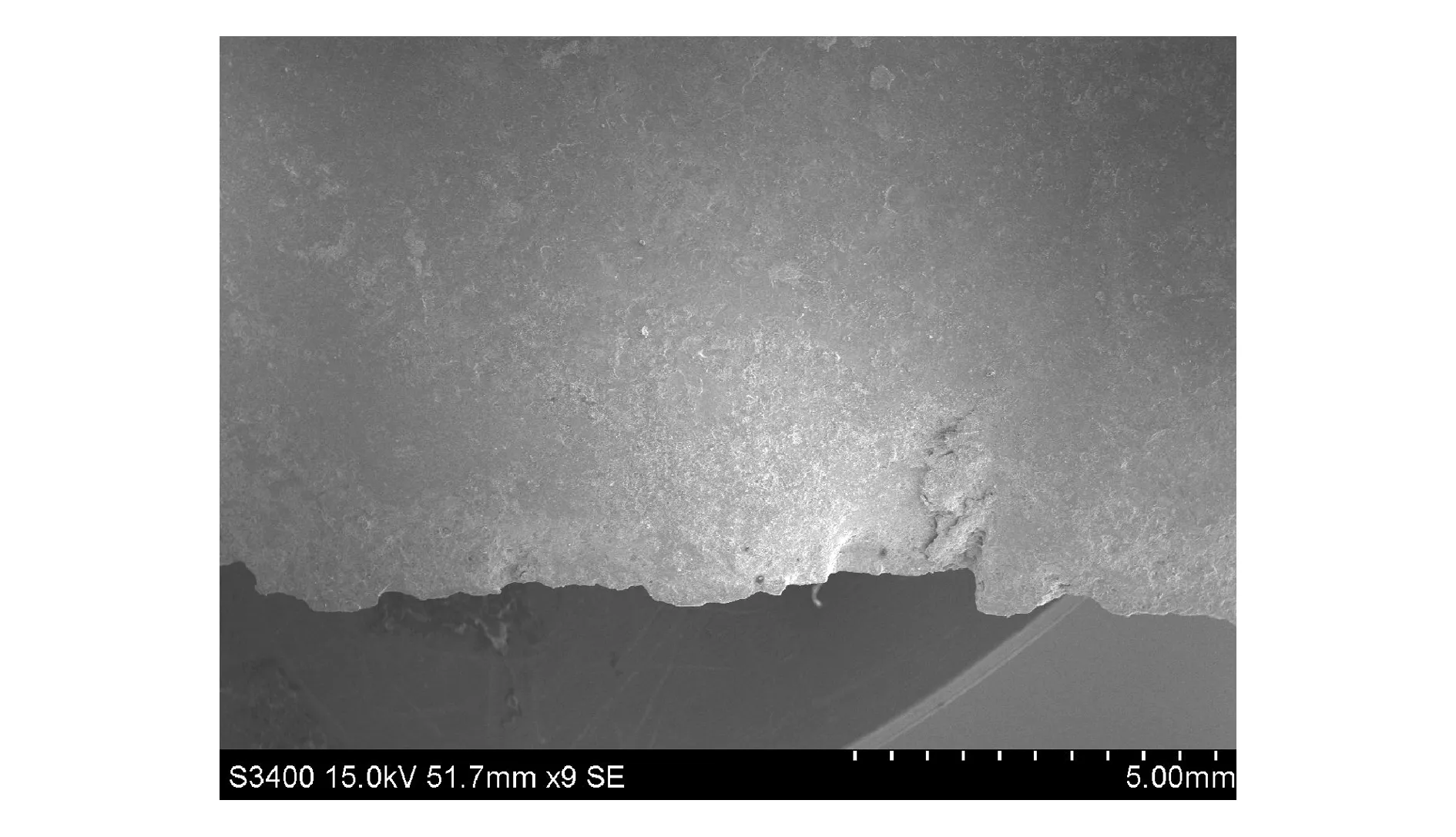
图9 槽底R角附近断口低倍形貌
图11 裂纹扩展区低倍形貌
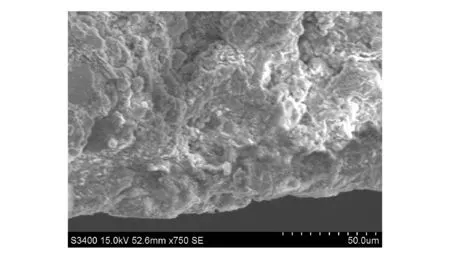
图10 R角附近断口高倍形貌
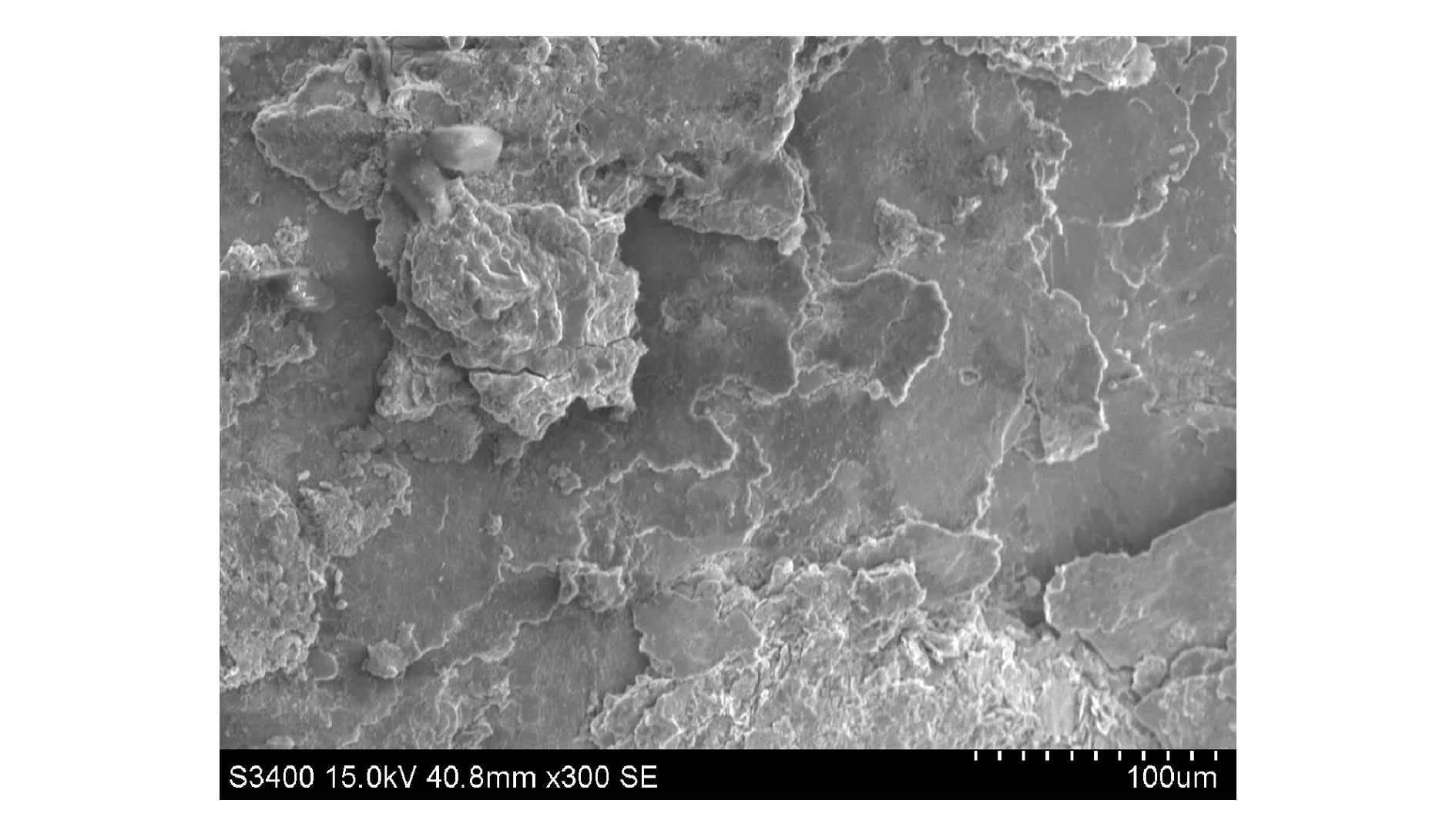
图12 裂纹扩展区高倍形貌
图13 裂面前端低倍形貌
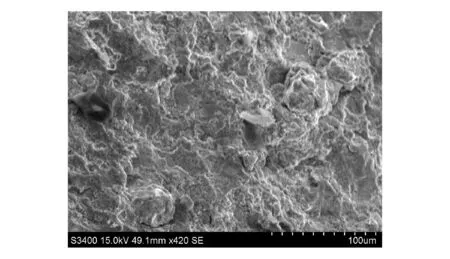
图14 裂面前端高倍形貌

表2 锤头成分分析结果及40#钢、45#钢的成分标准 %
2.5非金属夹杂物评级
按照GB/T10561-2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》[3],对锤头进行非金属夹杂物评级,结果见表3。
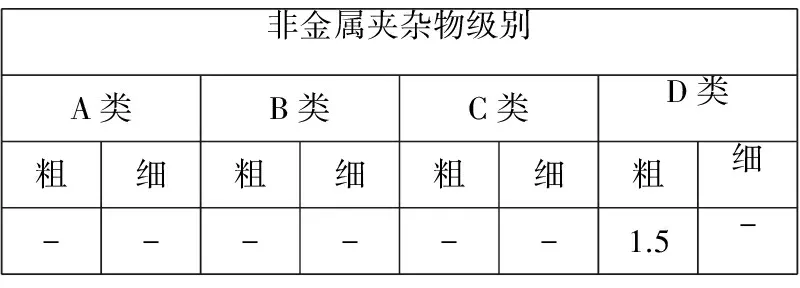
表3 锤头非金属夹杂物评级结果
2.6金相组织检验
在锤头燕尾槽槽底R角部位取样,经抛光处理后发现在R角上存在微裂纹(如图15所示),腐蚀处理后发现锤头的金相组织为铁素体+细珠光体(如图16~18所示)。
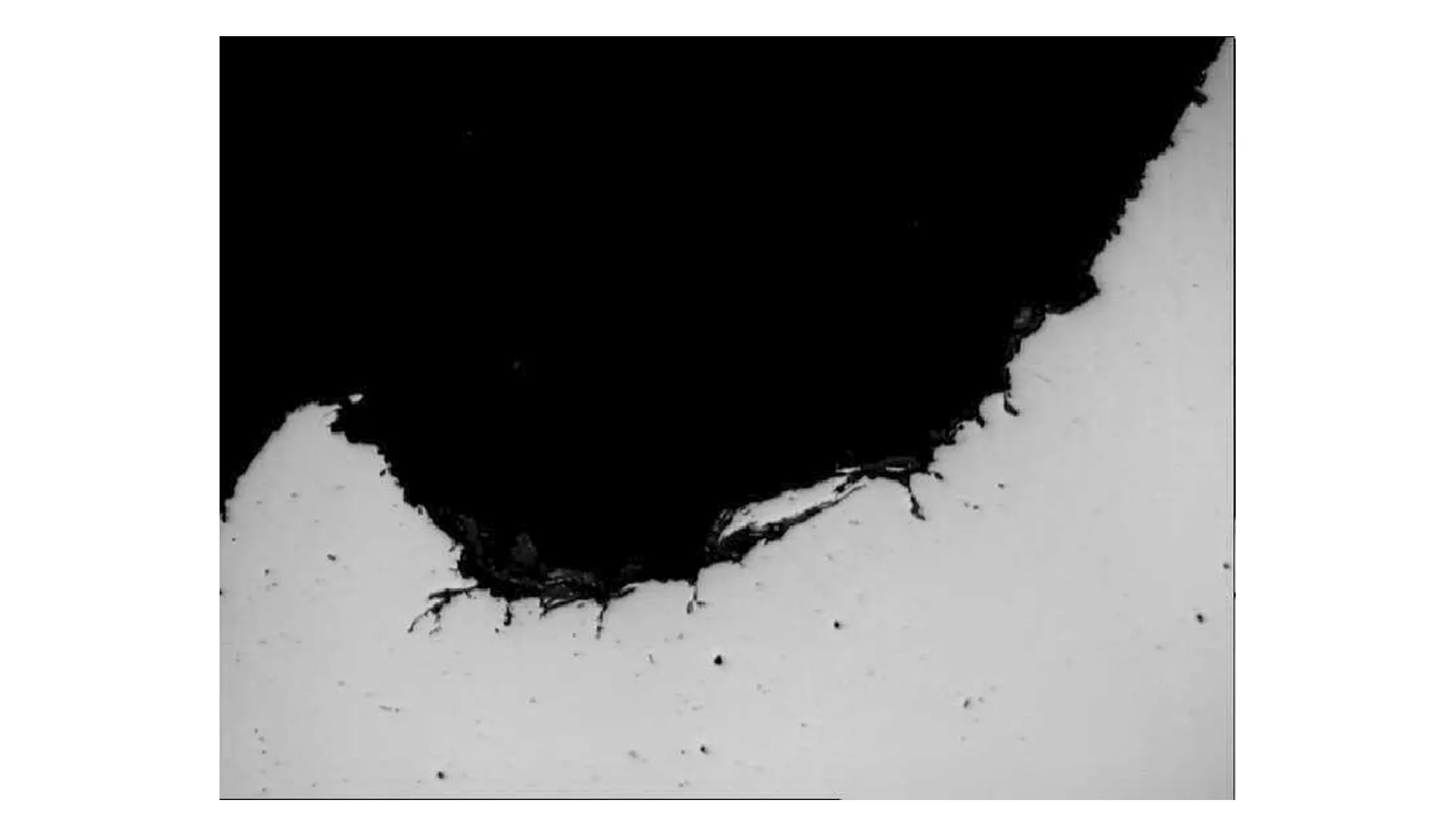
图15 R角微裂纹(50×)
2.7硬度检测
对锤头基体进行硬度检测,结果表明锤头基体的硬度实测值为163~171HBW(见表4),未达到设计图纸要求。
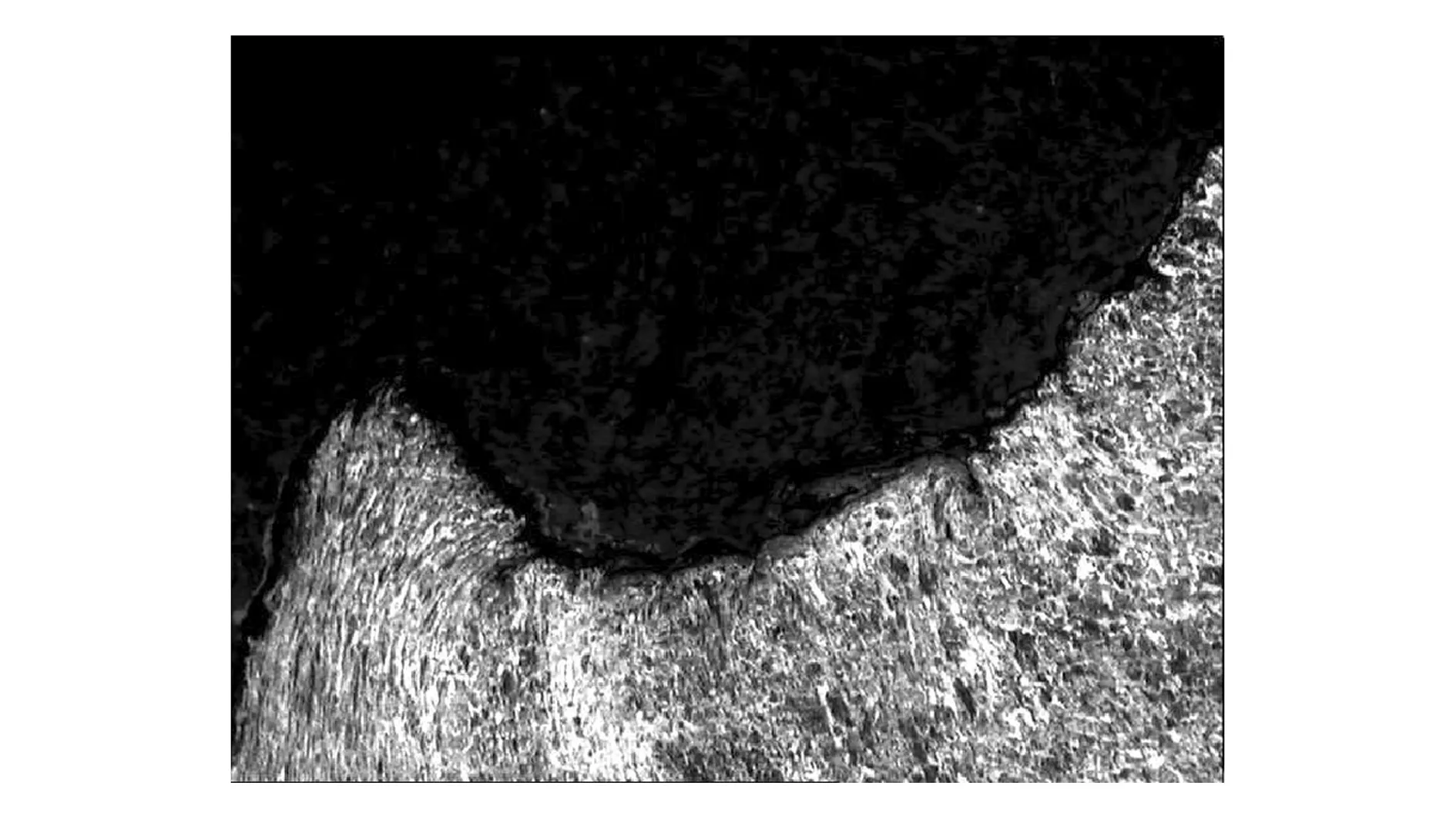
图16 纵向R角部位组织(50×)
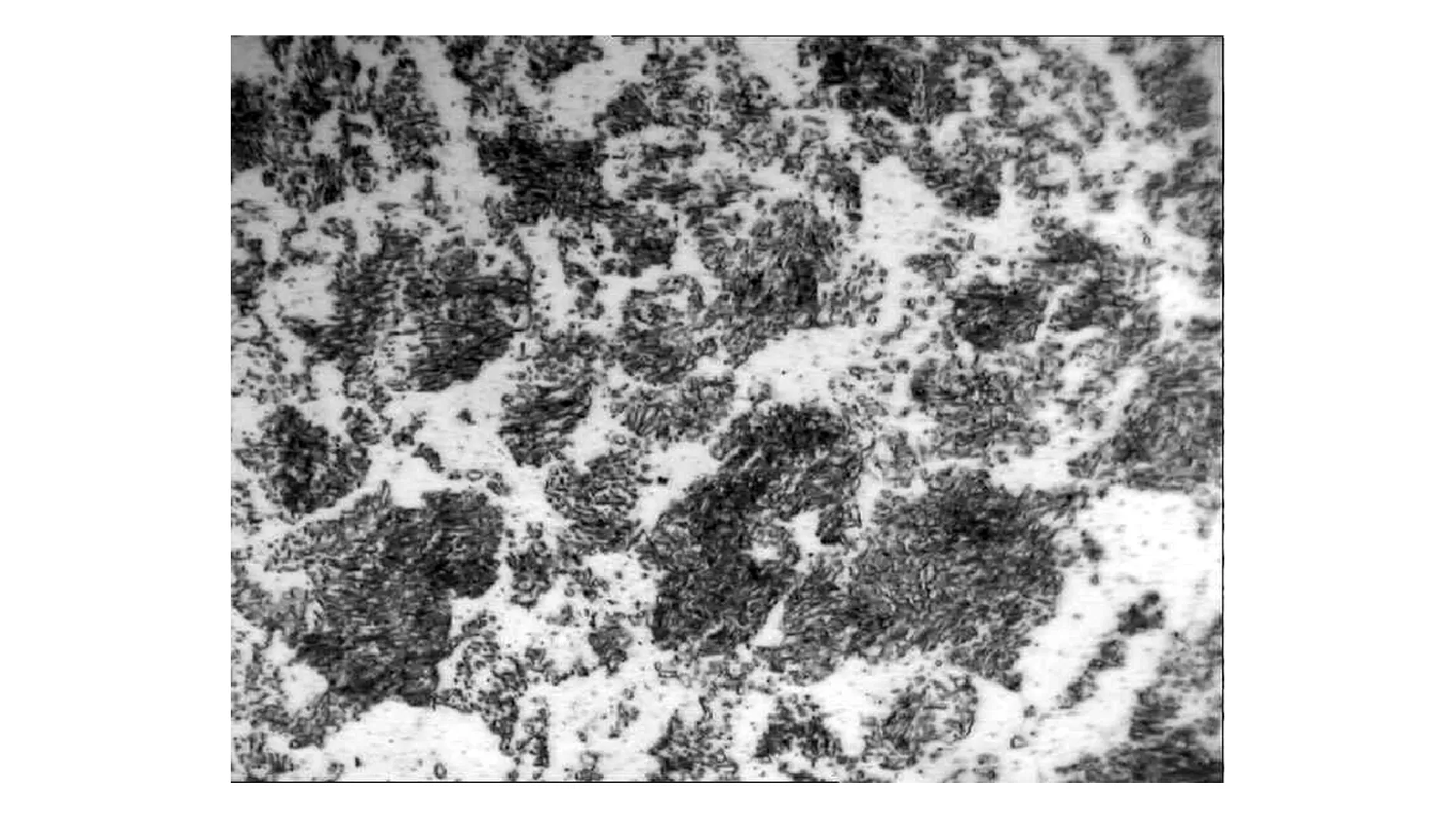
图17 纵向组织(500×)
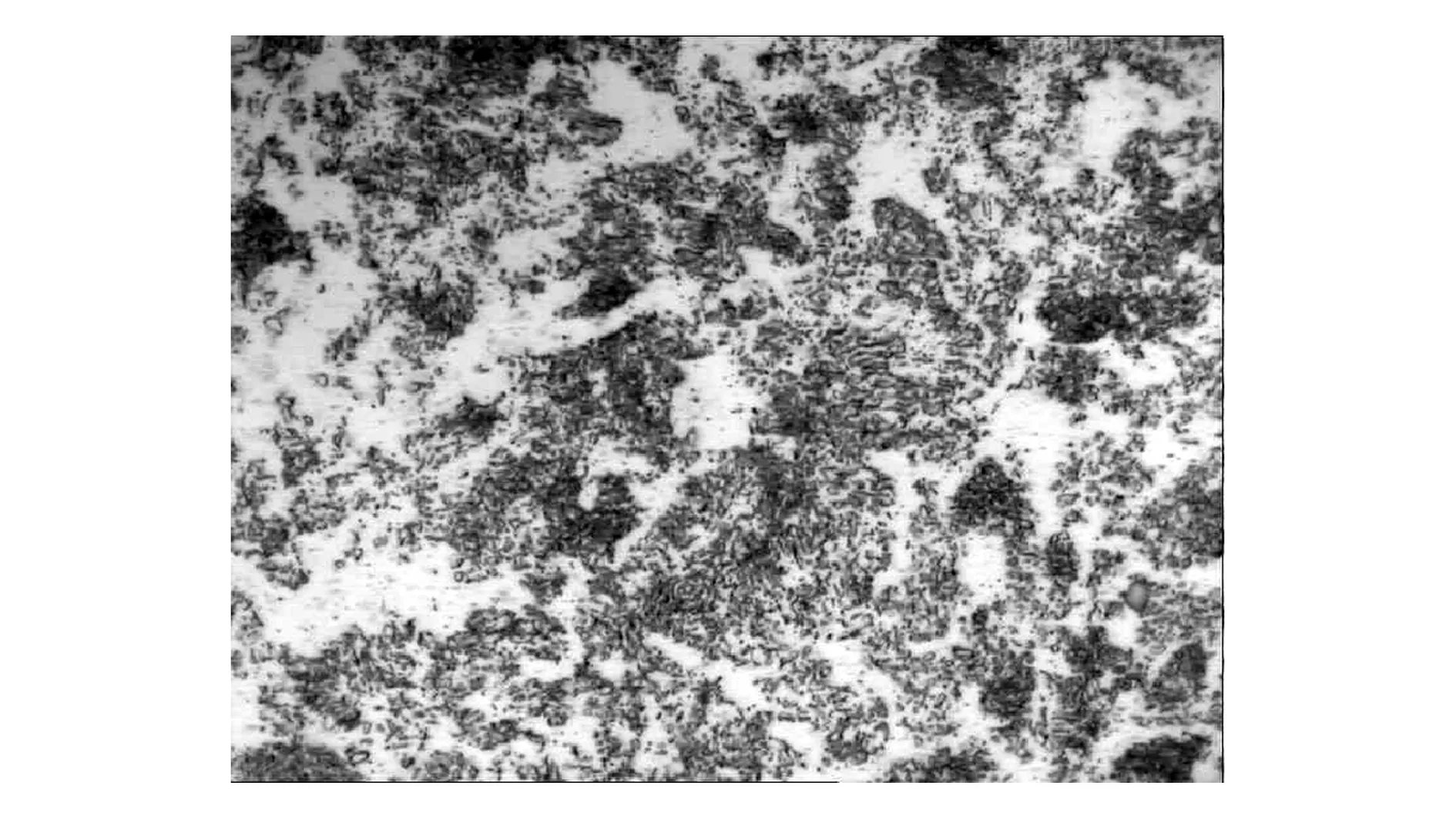
图18 横向组织(500×)
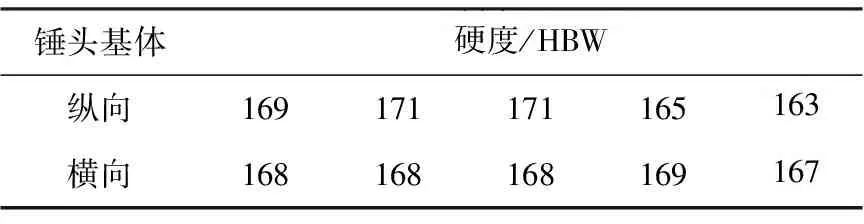
表4 锤头基体硬度实测值
2.8机械性能试验
在锤头上取样进行拉伸试验和冲击试验,结果见表5。
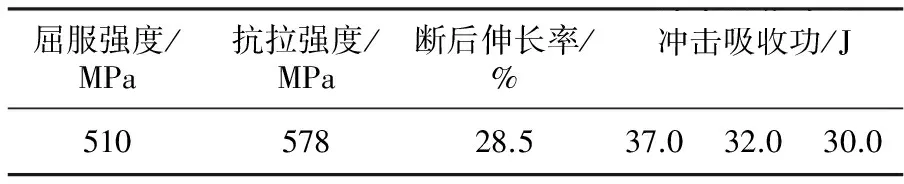
表5 锤头机械性能试验结果
3 分析讨论
实验结果表明,锤头的成分与国产牌号40#钢、45#钢的成分标准相符合;锤头基体硬度实测值为163~171HBW,与设计图纸要求不符;锤头非金属夹杂物级别评为为D类粗系1.5级;锤头基体的金相组织为铁素体+细珠光体。
锤头发生开裂的裂纹起始于燕尾槽槽底的R角处,开裂初始部位断口形貌显示有应力集中现象存在,锤头的开裂主要呈脆性断裂特征,裂纹扩展存在休止迹象。
开裂失效锤头的燕尾槽槽底R角小于设计图纸要求,承载时容易在R角部位形成应力集中。锤头的燕尾槽侧面的斜度大于设计图纸要求,可能会产生与配套构件的装配尺寸问题,造成燕尾槽两侧面受到额外载荷,增加R角部位所受的应力。另外,锤头材料的硬度小于设计图纸要求,降低了锤头的承载能力。
锤头在服役过程中由于燕尾槽R角较小、侧面的斜度较大,R角部位所承受的应力作用增加,而材料本身的硬度低于设计要求,结果导致R角部位发生开裂,锤头失效。
4 结束语
电液自由锻锤锤头开裂失效的主要原因是由于消应力槽曲率半径偏小和锤头材料本身的硬度偏低。因此,在生产加工前要严把材料质量关,对原材料的性能要复验,并在制造过程中要严格按照设计文件规范进行。
[1] 杨云.电液自由锻锤的一种砧座隔振方法[J].锻压装备与制造技术,2012(4):31-34.
[2] 李鹏志.浅谈金属构件失效分析方法[J].石家庄职业技术学院学报,2013(4):33-35.
[3] 冶金工业信息标准研究院冶金标准化研究所.金属材料金相热处理检验方法标准汇编[M].北京:中国标准出版社,2006.
TheFractureFailureAnalysisontheElectro-hydraulicFreeForgingHammer
CHEN Liyun, WANG Dexiang, XU Lin, WANG Lei
(Yancheng City Product Quality Supervision Institute, Jiangsu Yancheng, 224056, China)
Appling metallographic microscopy, scanning electron microscopy(SEM), tensile testing machine, impact testing machine, hardness tester and spectrometer, it analyzes the reasons of fracture of electro-hydraulic free forging hammer in dimension, fracture morphology, chemical composition, mechanical property, nonmetallic inclusions, and microstructure. The results show that hammer cracks starting at the R corner of bottom of the dovetail slot, and the initial parts of the fracture surface cracking in the presence of stress concentration. The hammer cracks characteristic illustrates the brittle fracture, and there are signs of rest in cracks.
Failure Analysis; Nonmetallic Inclusions; Microstructure; Scanning Electron Microscopy(SEM)
10.3969/j.issn.2095-509X.2014.08.020
2014-07-04
陈立云(1984—),男,江苏盐城人,江苏省盐城市产品质量监督检验所工程师,主要研究方向为机械产品失效分析。
TG141;TG151
A
2095-509X(2014)08-0081-05
猜你喜欢
作文小学中年级(2021年6期)2021-12-26 01:15:00
中学生数理化·七年级数学人教版(2021年9期)2021-11-20 06:11:50
天涯(2021年4期)2021-09-14 07:59:16
冶金设备(2021年1期)2021-06-09 09:35:10
锻压装备与制造技术(2020年6期)2021-01-25 07:42:06
北京航空航天大学学报(2020年10期)2020-11-14 09:26:04
中华民居(2020年4期)2020-09-21 06:31:26
制造技术与机床(2017年3期)2017-06-23 08:11:25
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12
工程建设与设计(2016年3期)2016-02-27 10:50:47
