
焊接热输入对核岛设备用碳钢埋弧焊熔敷金属性能的影响
2014-08-29 01:16四川大西洋焊接材料股份有限公司贾兴旺兰志刚蒋勇佘应堂
金属加工(热加工) 2014年12期
四川大西洋焊接材料股份有限公司 贾兴旺 兰志刚 蒋勇 佘应堂
中广核工程有限公司 匡艳军 黄腾飞 邱振生
苏州热工研究院有限公司 王淦刚 赵建仓 朱平
1.概述
埋弧焊是压力容器等重要钢结构制作的主要焊接方法,但由于焊接热输入量较大,易造成熔敷金属组织劣化、韧性较低,因此在埋弧焊焊丝、焊剂研究开发过程中需要研究不同焊接热输入条件下的熔敷金属组织、性能状态及变化趋势,从而确定埋弧焊焊丝、焊剂适用的焊接参数范围,以保证核电工程应用条件下采用该焊材所得到的埋弧焊接头的性能。
本文研究了4种焊接热输入条件下的埋弧焊焊丝、焊剂熔敷金属的组织及性能状态,分析了其变化趋势,给出了合理的焊接热输入区间,为焊材的工程应用提供支撑。该项目得到广东省产学研结合项目(20110905)专项资金资助。
2.试验条件
(1)试验材料 焊剂CHF701HR1粒度为10~60目(0.28~2.00mm),主要化学成分如表1所示。根据国际焊接学会推荐的碱度公式计算得出试验中使用的焊剂碱度≈3.0。焊接前焊剂应在350℃下烘焙2h。焊丝牌号为CHW—S2MoHR1,φ4.0mm,化学成分如表2所示。母材选用P295GH钢,板厚30mm。
(2)试件制备条件 试板尺寸如图1所示,焊道布置如图2所示,焊接参数如表3所示。
3.试验结果
(1)熔敷金属拉伸性能 4种焊接热输入条件下的熔敷金属室温和高温拉伸试验结果如表4所示,根据试验结果绘制的焊接热输入与强度的曲线如图3所示。由表4中数据可以看出,室温和高温抗拉强度、屈服强度以及伸长率均能满足设计要求,从图3曲线可看出,抗拉强度及屈服强度变化趋势不明显。
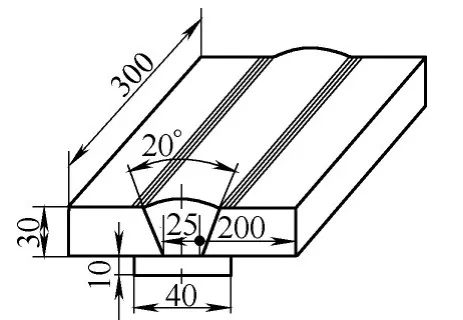
图1 试板尺寸
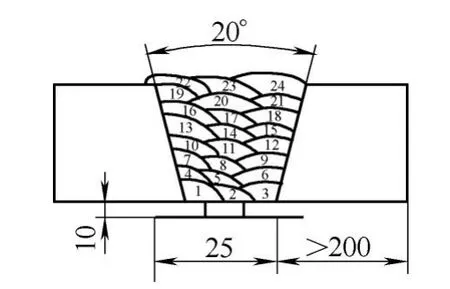
图2 焊道布置

表1 焊剂的主要化学成分(质量分数) (%)

表2 焊丝的化学成分(质量分数) (%)

表3 焊接参数
(2)熔敷金属冲击试验 熔敷金属0℃和-20℃下的冲击试验结果如表5所示,根据试验结果绘制焊接热输入-冲击吸收能量曲线如图4所示。由表5数据可以看出,两种温度下的冲击吸收能量均能满足设计要求。从图4可看出,焊接热输入量由21.6kJ/cm增加到29.95kJ/cm时,0℃和-20℃冲击吸收能量均呈下降趋势。当焊接热输入量从21.6kJ/cm增加到25.92kJ/cm时,下降趋势相对平缓,当焊接热输入量增加到29.95kJ/cm时,0℃冲击吸收能量下降趋势平缓,-20℃冲击吸收能量则出现陡降现象,降幅超过40%。
(3)熔敷金属金相组织 4种焊接热输入量的熔敷金属金相组织如图5~图8所示。熔敷金属组织为片状、块状先共析铁素体沿柱状晶晶界分布,晶内为针状铁素体与珠光体。从图5~图8可以,随着焊接热输入量的增大,晶粒尺寸有所增大,但增大不明显。

表4 不同焊接热输入下熔敷金属拉伸试验结果

表5 不同焊接热输入下熔敷金属冲击试验结果
4.结果分析
从金相组织图中可以看出,熔敷金属组织为片状、块状先共析铁素体沿柱晶晶界分布,晶内组织为铁素体与珠光体。

图3 焊接热输入-强度曲线

图4 焊接热输入量-冲击吸收能量曲线

图5 焊接热输入量(21.6kJ/cm)

图6 焊接热输入量(23.76kJ/cm)
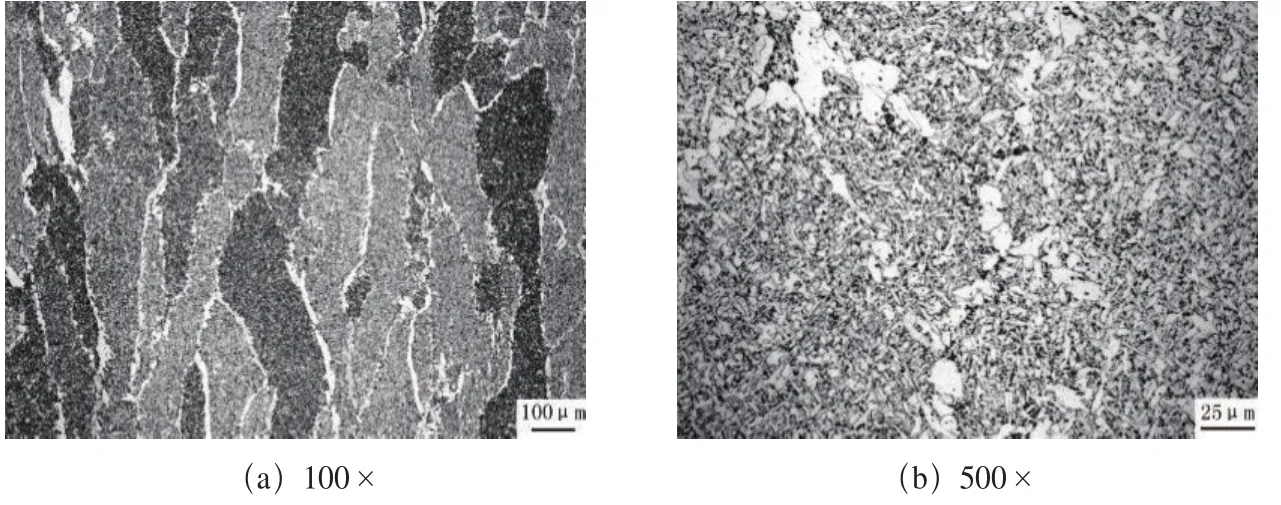
图7 焊接热输入量(25.92kJ/cm)
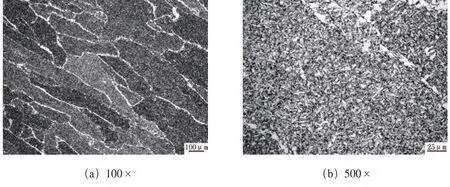
图8 焊接热输入量(29.95kJ/cm)
当焊接热输入量为21.6kJ/cm时,熔敷金属力学性能很好;当焊接热输入量从21.6kJ/cm增大到25.92kJ/cm时,晶粒长度、宽度略有增大,晶内铁素体由条状变化为较宽的铁素体,局部地方出现等轴晶,抗拉强度、屈服强度变化不明显,冲击韧性略有降低;当焊接热输入量继续增大到29.95kJ/cm时,晶粒尺寸进一步增大,抗拉强度、屈服强度变化不明显,而-20℃冲击吸收能量比0℃降低的更快,说明低温冲击韧性对晶粒尺寸的敏感性更大。
对于P295GH钢的埋弧焊,焊接热输入量应控制在合理范围内,如果热输入量过大,会使焊接接头的组织晶粒粗化,对力学性能不利;如果焊接热输入量过小,效率明显低下,增加生产成本。
适当的焊接热输入量,可以避免熔敷金属因晶粒尺寸进一步增大引起的力学性能劣化。另外,适当的焊接热输入量、每一道焊缝金属填充量适中,以及多层多道焊接后焊道对前焊道的回火热处理作用,都有利于提高焊接接头的冲击韧性。
对于同一种焊接方法来说,焊接热输入量越大,高温停留时间越长,晶粒越粗大,得到的熔敷金属的冲击韧性就越低。
5.结语
(1)在4种焊接热输入量条件下得到的熔敷金属力学性能,均能满足设计要求。
(2)当焊接热输入量为21.6kJ/cm时,力学性能最好,但焊接效率低下,焊接成本较高,工程应用中不推荐采用。
(3)当焊接热输入量为29.95kJ/cm时,熔敷金属组织晶粒粗化,抗拉强度、屈服强度变化不明显,-20℃冲击韧性下降,冲击吸收能量余量不大,工程应用中也不推荐使用。
(4)当焊接热输入在25.92kJ/cm时,熔敷金属组织晶粒粗化不严重,抗拉强度、屈服强度以及低温冲击吸收能量均有较大余量,在工程应用中推荐使用,能够有效提高焊接效率。
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
商品与质量(2020年38期)2020-11-06
中国保健营养(2019年1期)2019-10-21
中国特种设备安全(2019年2期)2019-04-22
焊接(2016年10期)2016-02-27
焊接(2015年7期)2015-07-18
计算机工程与应用(2014年21期)2014-09-12
机械制造文摘(焊接分册)(2014年2期)2014-08-22
机械制造文摘(焊接分册)(2014年5期)2014-03-20
机械制造文摘(焊接分册)(2014年1期)2014-03-20
