
锦屏二级水电站600 MW机组定子绕组安装施工过程工艺质量控制
2014-08-29 07:38周阔
四川水力发电 2014年3期
周 阔
(中国水利水电第五工程局有限公司 机电制造安装分局,四川 成都 610225)
1 概 述
锦屏二级水电站位于四川省凉山州木里、盐源、冕宁三县交界处的雅砻江干流锦屏大河湾上,其地下厂房内共安装8台、单机容量为600 MW的立轴混流式水轮发电机组,总装机容量为4 800 MW,最大水头为318.8 m。
定子是整台水力发电机组的核心部位,主要由定子铁芯、定子绕组组成,而定子绕组的安装质量对整个定子及机组都有着至关重要的影响,故对定子绕组安装的工艺质量应严格控制,对其施工过程应严格要求,确保安装质量达到相关要求。
2 定子的主要技术参数
发电机额定容量:667 MVA
发电机额定电压:20 kV
定子机座总高度:5 995 mm
定子内径:10 870 mm
定子铁芯高度:3 330 mm
定子绕组槽数:432
连接方式:星形并联6支路
线棒单根重量:约70 kg
线棒单根长度:4 968 mm
3 施工技术的重点与难点
(1)因铜环引线支架螺杆为金属螺杆,对地接定子机座,虽然其外面有绝缘套管保护,但仍不宜离铜环引线接头处过近。为防止整体耐压试验近距离放电,在现场安装督导的见证及指导下,对支架位置进行了修改,并保证其与铜环端部距离大于90 mm。
(2)铜环焊接完成后一定要检查其合格后再包绝缘。法国进口云母带一定要包扎紧,不能出现松垮或鼓包情况,包扎绝缘要求必须不能小于1/2叠绕,以达到绝缘等级要求,每包一层刷EP139绝缘漆一遍,要求上、下全部刷到位,漆膜均匀。包扎过程中必须保证干净、清洁,层数达到绝缘等级。在发电机电气设备中,绝缘材料是最为薄弱的环节,尤其容易受到高温的影响而加速老化并损坏,所以,绝缘材料的缠绕至关重要,如果绝缘等级不够,容易造成端部放电。
(3)端部垫块的绑扎。玻璃丝带的绑扎层数为横竖方向各三层,绑扎位置要平整,不允许有交叉、打拧及超过端部垫块宽度,绑扎接头不允许接在线棒的外表面,绑扎完成后清除所有毛刺,先刷EP139绝缘漆、加温干燥后再喷LL16高阻漆,此项要求关系到线棒端部电晕和电腐蚀的技术要求,应严格按照工艺要求进行绑扎,不能忽视。
(4)喷LL16高阻漆时不能用刷子刷,否则漆膜厚度不均匀且偏厚,将影响极化指数,应加10%丙酮稀释后用喷枪喷涂。喷漆时尤其要注意的问题是高阻漆和低阻漆应按要求分开喷涂,交界处必须明确,不能混合;若高阻漆粘上低阻漆或低阻漆粘上高阻漆都是绝对不可以的,此项技术要求关系到定子整体耐压试验、起晕电压是否满足要求。
(5)由于地处地下厂房,温度与湿度相对于室外有较大区别,施工过程中的配胶等不容易干燥、固化,所以,自下端绝缘盒安装完成后,在铜环引线安装时,开始在定子外侧布加热板,将空气温度保证在28 ℃以上,这对于配胶的固化等后续工作将起到重要作用,并对以后的定子整体耐压试验前的整体加温、干燥提供了方便。
(6)线棒连接线、线棒引出线、汇流环对接处的焊接尤为重要,此项工作如血液循环,血管血流量小,影响身体机能;同理,如焊缝搭接量不够将会影响绕组的整体性能。要求不能假焊,搭接面一定要清扫、打磨干净,银焊片表面不能夹渣,必须保证焊接质量。只有焊缝饱满,搭接量足够,导电性才会优良。
4 定子绕组工艺过程控制
4.1 定子槽内的喷漆
用工业压缩空气、吸尘器等工具全面彻底清理干净定子机座、铁芯及铁芯的每个槽。在定子铁芯外侧、压板喷一层GK128(环氧型常温干燥底漆)。
4.2 定子下层线棒的嵌入
开箱抽检5%线棒,按规范要求进行Un工频交流电压试验,历时1 min并作记录,如高压试验全部通过可不再进行试验。对当天需要嵌装的线棒接头进行清理,用钢丝轮、抛光片、砂纸等工具打磨光亮露出铜金属光泽且表面没有损伤,无任何油污。目测检查线棒是否存在损伤,用清洁干燥的干净软布清理线棒表面灰尘等导物。按发电机厂家给出的绕组组装说明书绕包线棒直线段槽衬。绕包线棒槽衬后,应立即吊入机坑下线,防止时间过长硅橡胶固化。对当天需嵌装的线棒的线槽逐槽进行检查,需无任何损伤及灰尘。以定子铁芯中心线和线棒中心线为基准,参考线棒上下端伸出长度嵌入线棒。在线棒直线段上、中、下位置垫上线棒垫板。用橡皮锤同时轻轻敲打线棒垫板,将线棒敲打入槽底。
4.3 下层斜边垫块及下层线棒端箍的绑扎
浸渍的毛毡在固化过程中,用φ0.4×20 mm的玻璃丝带绑扎斜边垫块。对斜边垫块绑扎带刷EP139胶,涂刷固化胶后,按发电机定子绕组组装说明书处理玻璃丝绑扎带,防止绑扎带尖端放电。涂刷胶固化后刷防晕漆LL16,按发电机定子绕组组装说明书安装端箍,用玻璃丝带将线棒与端箍以等距绑固。端箍装到最后,接头连接处采用阶梯连接,外皮重叠套装。使用环氧树脂浸渍玻璃丝钎维带。绑后将端箍与绑带一起用EP139绝缘漆刷一遍,在表层漆干之前,不要用环氧树脂浸渍,固化后再刷LL16高阻漆。在下层线棒槽口垫块、下层线棒端箍注胶固化,下层线棒端部及端箍喷电晕漆后进行下层线棒交流耐压试验。试验完成后,按照下层线棒嵌入方法及工艺对上层线棒进行嵌入。
4.4 弹性波纹板结构槽楔的装配
上层线棒嵌入调整后,线棒直线段紧贴在槽内层间垫条上,在上层线棒直线段槽内依次放置保护条、滑动条、反槽楔、弹性波纹板、槽楔,用测量工具测出填充的厚度,用垫条填充后打紧槽楔。每槽放置一组检测槽楔,每组4个,分别安装在第2、7、10、15块的位置,线棒必须在硅胶固化期间(大约1 h)完全楔紧。必须用尼龙锤、打槽楔工具打紧槽楔,操作者必须戴防护眼镜。
4.5 上、下层线棒连接块的焊接
按发电机定子绕组组装说明书进行铜焊操作。使用调整工具调整上、下层线棒的接头,切向和轴向的最大偏差为上、下层线棒引线接头的10%。切向最大偏差不超过3 mm,轴向最大偏差不超过4 mm,焊接表面必须大于理论截面的80%。焊接前一定要做好线棒绝缘的保护冷却工作。在每个铜焊接头缝内插入银焊片,用弹簧夹紧装置压紧铜焊接缝处,用中频铜焊机加热,直到银焊片熔化,必要时加银焊条以增加焊料,铜焊间隙要完全焊满,加热和铜焊的时间必须少于2 min。铜焊后,清洁铜焊接缝,焊接头的尖点要清除以免划伤手或产生局部放电。用放大镜检查焊缝是否有裂纹,必要时重焊接头。焊接清扫干净后,安装上、下端头绝缘盒。
4.6 铜环引线的安装、焊接及包扎
在定子机座环板上,按图纸要求放置铜环支架,把第一层、第二层铜环放在支撑夹板上,确定铜环夹板的径向位置。按图纸将铜环、线棒引线预装在铜环支架夹板上,划出超出的部分后,对多余的部分进行切除。在铜环焊缝对接处进行角度调整,使铜环焊接牢固可靠。焊接前一定要做好线棒的保护、冷却工作。对当天需安装的铜环、线棒引线接头进行清理,使用钢丝轮、抛光片、砂纸等工具打磨光亮露出铜金属光泽且其表面没有损伤、无任何油污即可。
在极间连线接线处先安装绝缘盒,再银焊线棒引出线。清理焊接处,对铜环和铜环引线进行绝缘包扎,按照发电机定子绕组组装说明书要求1/2叠包绝缘带12层,边包边刷EP139胶,最后1/2叠包玻璃丝带一层,边包边刷EP139胶。绝缘固化后刷一遍高阻漆LL16。清除绝缘包扎处的尖点,以防止尖点放电。
4.7 工艺控制结果
工艺控制结果见表1。
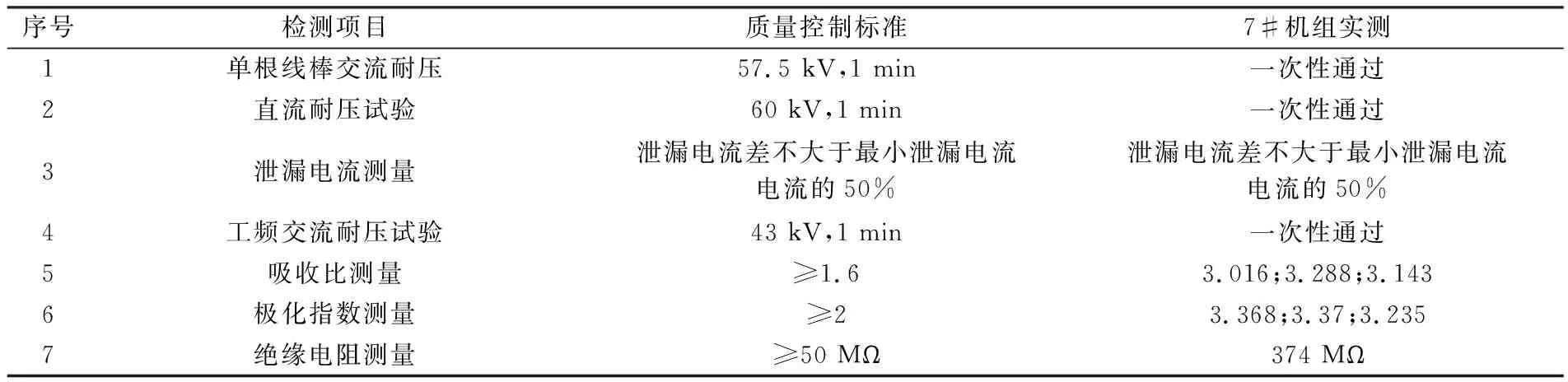
表1 7#机定子绕组嵌装质量控制成果表
5 结 语
定子下线是一项细致、整洁的工作。定子下线的好坏,主要取决于最后的试验数据。数据好说明整个定子绝缘性能好,将对机组长期运行提供 强有力的支持。若要保证质量,必须做到清扫好、喷漆好、绝缘好、焊头好、干燥好五大重要步骤。以上是锦屏二级水电站发电机定子绕组安装施工过程控制及其工艺要求的方法。锦屏二级水电站7#机组的发电机定子在绕组安装施工过程中采用了上述控制方法并取得了显著效果,在定子整体交流、直流耐压试验中,其吸收比、极化指数、起晕电压及耐压后的各项数据均在优良范围内,满足机组安装要求,得到了监理、厂家及业主的接受与认可。
猜你喜欢
水电与抽水蓄能(2022年3期)2022-07-17
科学家(2022年3期)2022-04-11
鞍钢技术(2019年5期)2019-10-17
承德石油高等专科学校学报(2018年5期)2018-11-06
少年文艺·开心阅读作文(2017年1期)2017-02-24
考古与文物(2016年5期)2016-12-21
中华骨与关节外科杂志(2016年5期)2016-05-17
河南科技(2015年15期)2015-03-11
大电机技术(2015年5期)2015-02-27
小天使·四年级语数英综合(2014年3期)2014-03-21
