多功能聚脲喷涂填缝机的研究
2014-08-23 02:55李大钊
森林工程 2014年2期
李 滨,李大钊
(东北林业大学 机电工程学院,哈尔滨 150040)
喷涂弹性体(包括聚氨酯、聚氨酯/聚脲、聚脲)技术最早起源于20世纪70年代,它是在聚氨酯反应注射成型(reaction injection molding,缩写RIM)技术的基础上发展起来的[1]。在综合国内外相关研究的基础上,总结各时期的特性可以发现其发展经历了三个阶段,即聚氨酯体系、聚氨酯/聚脲体系和最新的聚脲体系,见表1。
聚脲是由异氰酸酯组份(简称A组份)与氨基化合物(简称B组份)反应生成的一种弹性体物质[2]。聚脲弹性体材料具有优异的防渗、抗磨损及防腐蚀性能,主要特性有:良好的综合力学性能;抗湿滑性好,潮湿状态下的摩擦系数不降低;良好的不透水性;在-30℃下对折不产生裂纹,低温柔性好;具有良好的热稳定性;可加入各种颜料;反应速度快,能够实现快速固化,大大提高了施工效率;对环境友好,无毒性[3]。到目前为止,聚脲弹性体材料已经应用到众多领域,如高铁、水坝、船舶、桥梁等大型设备以及住房、仓库等民用设施。但是,在应用前景如此广阔的形势下,国内相关喷涂设备的研发显得有些滞后。目前喷涂设备的主导品牌以Graco/Gusmer公司设计和开发的为主,国内比较好的有北京金科聚氨酯技术有限公司、北京京华派克聚合机械有限公司、河田防水科技(上海)有限公司[4]。Graco/GuSmer公司于2007推出Reactor H-XP3主机,2008年Graco/Gusmer公司推出具有全新设计理念的FusionCS喷枪,此类喷涂设备采用液压驱动,输出量大(达10.8kg/min),工作压力高(达24.1MPa),适用大型工程的喷涂施工。针对上述情况,Elastomer Specialties公司开发了Condor低压混合设备来施工聚脲弹性体材料,该设备省去了主机加热管和管道加热器,体积也大大减小,可在室温下小面积喷涂。在国内,北京京华派克聚合机械设备有限公司全新推出双组份、高性能JHPK-H系列液压驱动喷涂系统,该设备使用于工厂内和中型施工工程。其中JHPK-A9000喷涂专用设备,与其他相比,配置更先进,加热功率更大,重量更轻,移动更灵活。新型的JHPK-A9000系统适用范围非常广泛,可以广泛应用在冷库保温、建筑外墙、屋顶防水、运动场馆、汽车舰艇、空调绝热、太阳能热水器等领域上,但总体造价较高。小型喷涂机是河田防水科技公司研发的,该机机身小巧,轻便结构简单,性能优越,移动灵活方便。
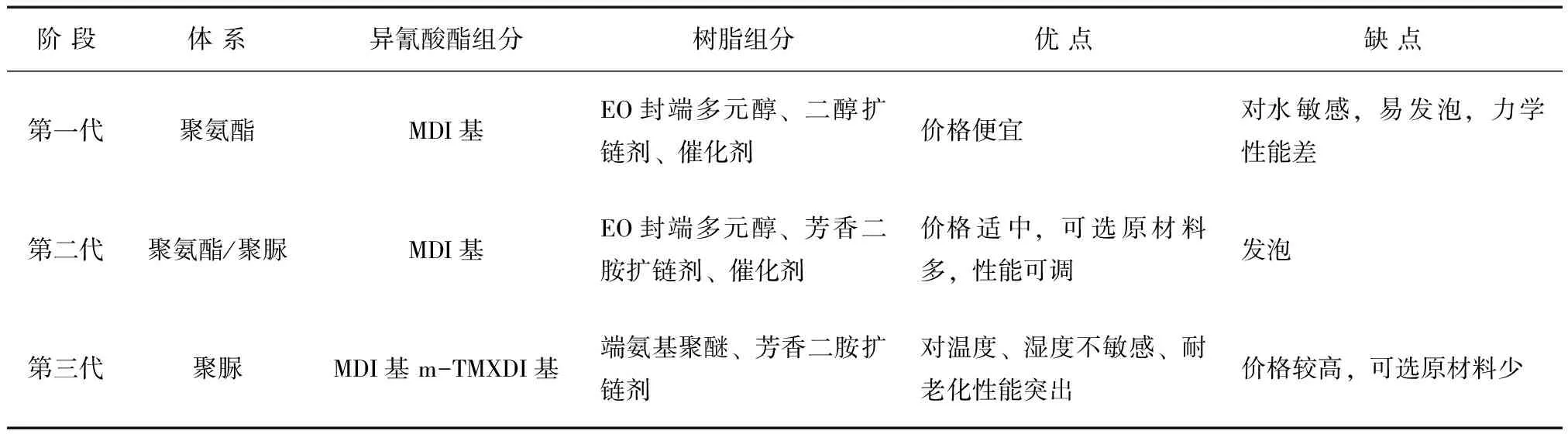
表1 喷涂聚氨酯/聚脲弹性体技术的发展简史
总体上来说,聚脲设备的价格较高,并且适用于小规模作业的设备较少,而对于多功能喷涂、填缝、喷水和自清洗一体机的研制也是市场上没有见到过的,研发多功能的喷涂设备十分必要。鉴于此,在文献[4]基础上进行谨慎科学的改进与创新,丰富与优化其功能[4]。
1 整机结构组成及参数设定
1.1 结构组成分析
与其他的喷涂设备一样,聚脲弹性体技术的喷涂设备也是非常专业化的一套设备。其中包括平稳的物料输送系统、精确的物料计量系统、均匀的物料混合系统、良好的物料雾化系统及方便的清洗系统[5]。
1.1.1 物料输送系统
从目前来看,抽料泵是物料输送系统经常选用的,目的是能够持续地为喷涂设备供料,在使用抽料泵的同时,一般都会附加物料计量泵,这种使用方法事实上是不太经济的。往复泵也是现在比较流行的选择,直接利用高压往复泵进行抽料,并对涂料进行加压,直接泵给喷枪设备。鉴于此,此套设备的物料输送系统选用往复泵。
1.1.2 物料计量系统
物料计量系统的作用是对从抽料泵输送过来的涂料进行加热、计量和加压。最大物料加热温度一般在75~90℃,物料在低温时年度比较大,会在输送过程中产生很大的沿程损失,造成不必要的功率损失,粘度过大对混合的效果影响也是非常大的,最大加热温度越高,即加热器的加热能力越强,对物料的粘度要求也越宽,可以使粘度相对较大的物料也能达到很好的混合效果[5-6],为了保证涂料喷射出呈现雾状,必须将涂料进行加压,在喷枪混合后喷出,由于压力的迅速降低,会使液体打碎变成雾状。
1.1.3 物料混合、雾化系统
喷枪是撞击混合喷涂技术的关键设备之一[7],在聚脲弹性体喷涂设备领域,撞击混合型的喷枪是最为常见的混合设备。聚脲涂料对喷枪的要求就是使物料能够尽可能快地在混合室内混合、喷出,无论是哪种类型的喷枪,物料在枪内的流动受到绝对的控制,不允许自由流动,这样才能保证压力、配比的稳定和喷枪的有效清洁。此套设备将要在不同的压力条件下实现喷涂、填缝功能,为了保证压力的最优控制,将会在以后的研究中运用Fluent软件进行仿真分析。
1.1.4 清洗系统
清洗系统分为两个,一个是喷枪的自清洗系统,另一个是喷涂表面的清洗系统。抽料泵和主机一般不需要清洗,只需清洗混合雾化系统即可。双组份在喷枪内进行混合后才喷射出,然后在喷射过程中以及附着物上反应发泡最后凝胶,当停止工作时,少量残留在喷枪内的涂料应及时清除,否则会发泡凝胶,并将喷枪堵塞,此时再进行清理就非常的麻烦了,因此方便的物料清洗系统是必不可少的。此套设备运用有机溶剂在适当压力下进行喷枪内部的清洗工作。对于喷涂表面的清洗系统,与一般的压送式喷水清洁设备原理相同。
1.2 工艺路线图及系统原理图
多功能聚脲喷涂填缝机的工艺路线图如图1所示。
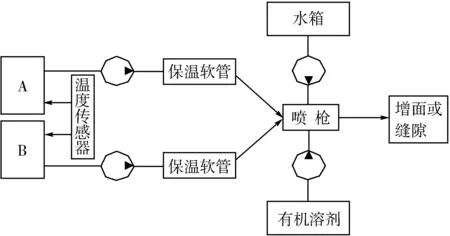
图1 多功能聚脲喷涂填缝机的工艺路线图
多功能聚脲喷涂填缝机系统原理图如图2所示,喷涂聚脲弹性体材料双组份涂料A、B组份分别装载于两个料桶,由两个高压泵直接从桶中将料抽出,并在泵内完成加压,达到所设定压力后,泵出送至与喷枪的连接管,并在此保温,如果喷枪进行喷涂作业,则涂料可经由喷枪喷涂到目标表面完成作业,如果喷枪开关暂时关闭,在还在连接管内的涂料会被缠绕在保温管外的伴热导线进行保温。双组份的升温过程主要是在前期,安装在A、B料桶内的加热丝对其进行加热,温度控制则有数显温度控制仪进行控制,调温范围事先设置好。若需喷涂的物体表面存在污垢要清洗,则打开喷水开关,使喷枪接通水箱,达到设定压力后即可进行喷涂表面的清洗工作。在每次喷涂聚脲弹性体材料工作结束后,需要对喷枪内的混合室进行清洗,此时接通自清洗开关,使喷枪接通有机溶剂箱,对混合室进行清洗。

1.电机;2.往复泵;3.水箱;4.有机溶剂箱;5.小带轮;6.大带轮;7.链轮;8.链轮;9.往复泵;10.调压器;11.料筒;12.喷枪;13.输料管;14.数显温度控制仪;15.加热电阻丝;16.小车;17.吸料管
1.3 参数设定
根据同类产品对整机的参数进行确定,最大工作压力22 MPa;普通高压喷涂机的喷涂作业压力为20 MPa左右,因此定义喷涂压力为21 MPa,普通低压填缝机填缝作业的压力一般在5 MPa,确定低压填缝时的压力为5 MPa;标准原料混料比(A∶B)1∶1;最大输出流量5.5 L/min;最大加热温度80℃;普通锥形喷嘴的射流清洗工作压力范围在15~30 MPa,确定清洗喷涂表面的压力为20 MPa[8]。喷枪清洗时的压力确定为5 MPa。
2 液压系统设计
多功能聚脲喷涂填缝机液压系统原理图如图3所示。

1.电动机M1;2.高压泵(聚脲涂料);3、13、17.球阀;4、14、18.过滤器;5、9.二位三通换向阀;6.低压溢流阀;7.高压溢流阀;8.二位二通换向阀;10.溢流阀(有机溶剂);11.高压泵(有机溶剂);12.电动机M2;15.电动机M3;16.高压泵(水);19.溢流阀(水)
系统的动力来源为两个高压往复泵,泵本身是由电机带动,传动的介质为双组份A、B料;执行装置为喷枪,A、B组份被高压往复泵经由输送管道泵送至喷枪混合室,在喷枪混合室撞击混合后喷出,期间高压喷雾时,是由21 MPa溢流阀作为系统稳压阀,保证液压系统内的压力稳定在21 MPa,当需要低压时,换向阀转换至5 MPa溢流阀回路,此时系统的稳压阀为5 MPa溢流阀,保证系统的压力稳定在5 MPa。清洗喷涂表面和清洗喷枪自身的液压原理与之相似。
3 电气系统设计
多功能聚脲喷涂填缝机电气系统原理图如图4所示,控制电路主要分为喷涂、填缝、喷水、清洗4个部分,现对其中的喷水和自清洗部分电路进行分析。

图4 多功能聚脲喷涂填缝机电气系统原理图
3.1 喷 水
从安全的角度考虑,系统的辅助按钮均为36V安全电压。进行喷水工作时,接通外部电源,按下SB7按钮,线圈KM3得电,主触点KM3闭合,电动机起动运转,此时液压系统接通20 MPa溢流阀,系统为喷水状态,同时辅助触点闭合,实现KM3线圈自锁并且喷水指示灯L3亮;按下SB6按钮,KM3线圈断电,主触点KM3断开,主电动机停止工作,喷水指示灯L3灭。
3.2 自清洗
一次喷涂作业完成后,需进行自清洗工作,此时按下SB8,KM4线圈得电,主触电KM4闭合,自清洗指示灯L4亮,电动机起动运转,此时液压系统接通5 MPa溢流阀,系统为自清洗状态。喷涂和填缝控制电路与之相似,在此不做详细叙述。
对于电气系统和之前论述的液压系统,在具体的设计中,都会从安全人机学的理论出发,尽可能做到人、机、环境的合理组合,达到安全人机系统设计目的[9]。
4 喷枪出口流量推导(以喷水时为例)
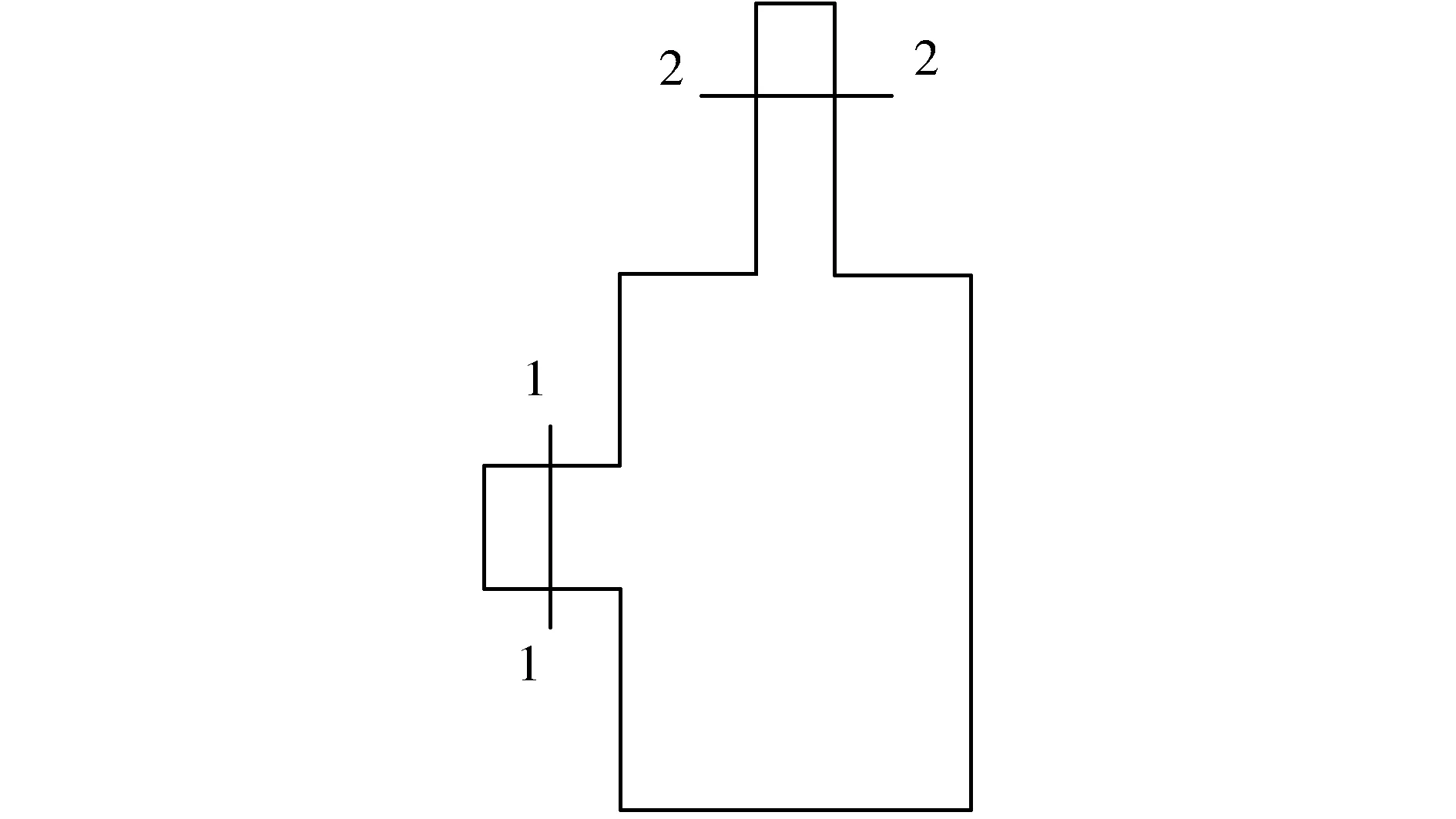
图5 喷枪喷水示意图
喷枪喷水示意图如图5所示,不考虑热交换,运用流动液体能量守恒形式-伯努利方程[10]推导出口流量表达式。在该流体系统中,水经1-1口进入,在2-2喷口喷出,根据伯努利方程,得:
(1)
由连续性方程可知,对不可压缩流体有:
(2)
忽略势能项,由(1)、(2)式,可得
(3)
由此可以求得通过喷枪出口的流量:
(4)
式中:P1为水进入喷枪的压力;P2为水由喷口喷出的压力;ρ水为水的密度;d1为喷枪进水口的管径;d2为喷枪出水口的管径。
同理能够得出喷涂工作时喷枪出口流量的公式,喷枪喷涂示意图如图6所示。

图6 喷枪喷涂示意图
(5)
式中:P1为A组份进入混合室的压力;P3为混合涂料喷出的压力;ρ1为A组份的密度;ρ2为B组份的密度;ρ3为混合涂料的密度;d3为混合涂料喷出时的管径。
5 结束语
通过以上研究分析和论述,设计出了一款集喷涂、填缝、清洗等功能于一体的多功能设备,原理上可行,加工制造也较为容易。此套设备不但能够解决现阶段喷涂与填缝设备相分离的问题,并且可以实现一次作业后的喷枪及时清洗,从根本上杜绝了涂料凝结堵塞枪口的可能。能够为聚脲涂料的广泛应用提供技术支撑。对于此设备中各零部件的设计、计算、选用、仿真分析将会在后续的研究中完成。
【参 考 文 献】
[1] 王玉杰.高铁专用喷涂聚脲弹性体防水材料研发及应用[D].广州:华南理工大学,2011.
[2] Anonymous.New developments in aliphatic polyurea coatings[J].EN,2012,28(5):72-74.
[3] 杨 洁.高拱坝坝踵喷涂聚脲防渗层的性能与应用研究[D].大连:大连理工大学,2013.
[4] 李 滨,赵 健.一种聚氨酯喷涂填缝机[P].中国专利,ZL 201120307106.8,2012.
[5] 黄微波.喷涂聚脲弹性体技术-喷涂设备[J].上海涂料,2006,44(2):38-41.
[6] 黄微波.喷涂聚脲弹性体技术在我国的发展和展望[J].聚氨酯工业,2002,17(3):6-9.
[7] 杜乐清.聚氨酯喷涂设备的研制和应用[J].煤炭科学技术,1998,26(9):42-46.
[8] 辛承梁,张齐庄.高压水射流技术在清洗行业中的应用[J].化学清洗,1998,14(2):21-24.
[9] 张 建,吴 超.安全人机系统原理理论研究[J].中国安全科学学报,2013,23(6):14-19.
[10] 左建民.液压与气压传动[M].北京:机械工业出版社,2011.
猜你喜欢
传染病信息(2022年6期)2023-01-12
建材发展导向(2021年13期)2021-07-28
能源工程(2021年1期)2021-04-13
城市建设理论研究(电子版)(2019年17期)2019-04-01
中国测试(2018年10期)2018-11-17
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
成长·读写月刊(2017年8期)2017-08-12
中国学术期刊文摘(2016年2期)2016-02-13
中国水利(2015年10期)2015-02-28