热压工艺参数对三聚氰胺饰面刨花板甲醛释放量的影响
2014-08-23 02:55万才超李正伟
森林工程 2014年2期
万才超,刘 玉,焦 月,李正伟
(东北林业大学 材料科学与工程学院,哈尔滨 150040)
近年来,由人造板甲醛释放造成的空气污染问题引起了科研、生产、环保等领域的广泛关注,解决人造板甲醛释放超标问题已成为国内外学者研究的重点[1-3]。国内针对通过人造板后期处理、对胶黏剂改性、掺入非木质材料改性等方法减少人造板甲醛释放的研究较多。刘军海等人采用六种甲醛捕获剂,比较了不同的甲醛捕获剂降低人造板中游离甲醛含量的效果,试验表明,尿素对人造板中游离甲醛的捕获作用最大,最高可达73.68%[4]。井学伟等人利用甲醛清除触媒喷涂在多种人造板表面,发现甲醛清除触媒对不同种类人造板释放出的甲醛清除效果相同,E3级胶合板喷涂甲醛清除触媒后的甲醛释放量小于0.12 mg/L,清除率大于99.08%[5]。
在木材加工中,三聚氰胺树脂(MF)因其具有较高的胶接强度、较高的耐沸水能力、低温固化能力强、耐磨性优异等优点,而广泛的应用于人造板表层纸、饰面纸的浸渍及塑料贴面板装饰纸的制造。通过将带有不同颜色或纹理的纸放入三聚氰胺树脂中浸泡,然后干燥到一定的固化程度,将其贴在人造板上,经过热压形成饰面板。曾钦志、张淑军等人先后针对热压工艺参数的调整分析了低压短周期热压工艺对浸渍胶膜纸饰面人造板质量的影响,得出较优的热压工艺参数,并且发现该工艺方法可有效地避免表面预固化、翘曲变形、裂纹龟裂等缺陷,得到质量性能较好的板材[6-7]。浸渍装饰纸的应用除了可以提高人造板的物理力学性能和表面美观性外,其对刨花板、中密度纤维板等基材中的污染物释放具有一定的封闭作用,是减少污染释放的有效途径之一[8-10]。2009年,卢志刚等人采用小型释放舱法测定饰面人造板中释放的挥发性有机物(VOCs),试验表明,样品适当的高温处理后,VOCs的释放率显著降低[11]。张文超利用杨木单板对刨花板进行贴面处理发现,通过调整胶粘剂配比、涂胶量、热压工艺参数,可有效降低薄木贴面刨花板中总挥发性有机化合物(TVOC)的释放量,且随着暴露时间的延长,薄木贴面刨花板中的TVOC浓度下降趋势明显[12]。
人造板在加工过程中存在不同程度的甲醛及VOCs的释放,对生产环境及室内环境都会造成严重的污染问题。尽管采用饰面材料对人造板进行装饰可以一定程度的降低污染物释放,但由于污染物释放周期较长,产品在使用过程中会由于室内环境温湿度的影响而形成甲醛富集现象,造成室内甲醛含量超标引发癌症等疾病,对人体危害极大。本研究从人造板饰面工艺入手,考察饰面工艺参数的改变对三聚氰胺浸渍纸饰面的人造板其甲醛释放的影响[13-17]。研究以刨花板和三聚氰胺浸渍树脂为原料制备三聚氰胺饰面刨花板,通过设计正交试验,考察热压温度、热压时间和热压压力3种工艺参数对三聚氰胺板甲醛释放的影响,探索最优的生产工艺,利用饰面工艺参数的优化,来降低产品在使用过程中的甲醛释放,最大程度发挥饰面材料对污染物释放的封闭作用,有效地减少人造板产品引起的室内环境污染问题,降低甲醛等有害气体对人体的危害。
1 试验材料和方法
1.1 试验材料
市售刨花板(尺寸为15×5×1.25(cm),含水率为8.5%~10.5%),市售三聚氰胺浸渍纸(厚度为0.75 mm),体积百分浓度为0.4%的乙酰丙酮,质量百分浓度为20%的乙酸铵溶液,铝胶带。
1.2 主要仪器设备
50t人造板预压机(哈尔滨东大人造板机械制造有限公司),100 t人造板热压机(哈尔滨东大人造板机械制造有限公司),紫外分光光度计(UV 1550,日本岛津公司),40 l的干燥器,水浴锅,10 ml的移液管,裁纸刀。
1.3 试验方法
1.3.1 热压工艺参数与试验设计
本研究采用L9(34)正交试验,主要考察热压温度、热压时间、热压压力3个热压工艺参数对三聚氰胺饰面刨花板中甲醛释放量的影响,表1为试验因素水平表。本研究每组实试重复3次。
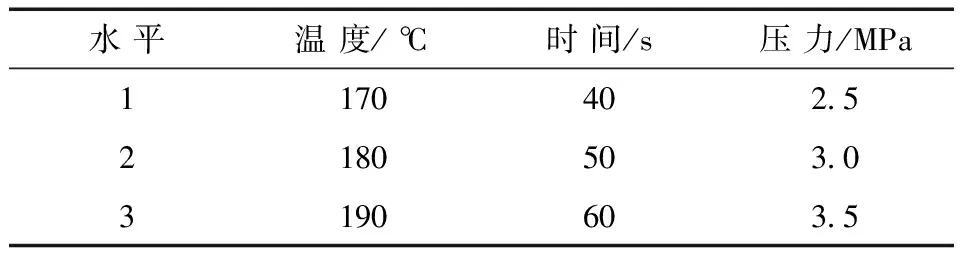
表1 因素水平表
1.3.2 饰面刨花板甲醛释放的测定
本研究采用国家标准(GB/T 17657-1999)《人造板及饰面人造板理化性能试验方法》中的干燥器法对三聚氰胺饰面刨花板中甲醛的释放量进行测量[18-19]。实验中的27块板经过热压之后,平衡24 h后内对板材进行封边,4个边边缘用铝胶带封边,双面暴露面积为450 cm2。本研究是通过检测三聚氰胺饰面刨花板热压后前期甲醛的释放量从而对刨花板后期存放及使用过程中甲醛的释放能力做出预估,因此试件在热压、封边后要在其理化性质趋于一致之前(大约需要28 d)进行连续测量。处理后的试件根据干燥器法,放置在封闭的含有300 ml蒸馏水的干燥器中24 h,用凡士林密封,使释放的甲醛被蒸馏水充分吸收。利用10 ml移液管各取10 ml蒸馏水、乙酰丙酮(体积百分浓度0.4%)、乙酸铵溶液(质量百分浓度20%)于锥形瓶中混合均匀,在40℃水浴中加热15 min,冷却至室温后采用分光光度计测量。
2 试验结果讨论与分析
采用L9(34)正交表考察热压温度、热压时间、热压压力3个因素对三聚氰胺饰面刨花板中甲醛释放量的影响,利用分光光度计对9组27块试样进行测量,试验结果见表2。

表2 试验计划表及试验结果表
2.1 低甲醛释放三聚氰胺饰面刨花板热压工艺的确定
表3为正交试验极差分析结果,通过确定各热压工艺参数对甲醛释放量影响的大小次序和显著性,选取最优的低甲醛释放三聚氰胺饰面刨花板热压生产工艺。
由极差分析结果可知,温度、时间、压力的极差大小分别为 0.766 0 > 0.303 3> 0.190 1,由此可看出,热压温度对三聚氰胺饰面刨花板甲醛的释放量影响最大、热压时间其次、热压压力对甲醛释放影响最小。不同饰面工艺人造板在热压结束后,初期污染物释放量低、释放速率较慢的板材,在后期使用过程中污染物的释放量也相对较低,但释放周期相对较长,反之,初期甲醛释放量较大、释放速度较快的板材,在短期内容易产生污染物富集,导致室内污染物含量超标,对人体产生危害。从低甲醛释放人造板的生产角度出发,在正交试验中热压温度选取1水平170℃,热压时间选取1水平40 S,热压压力选取2水平3.0 MPa 时,k值最小,分别为0.218 6、0.541 0、0.562 2。因此初步确定低甲醛释放的三聚氰胺饰面板热压工艺为A1B1C2,即饰面热压温度170℃、热压时间40 s、热压压力3.0 MPa。
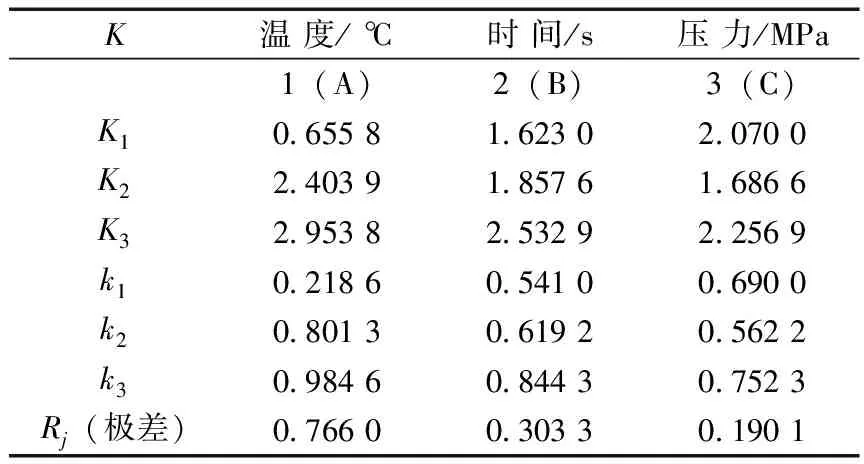
表3 正交试验极差分析
通过对其进行方差分析发现,热压温度对三聚氰胺饰面刨花板甲醛的释放量有显著影响,而热压时间和热压压力对甲醛释放量的影响并不显著。在实际生产中,在保证前期甲醛释放量较低的条件下,为了降低生产成本、提高生产效率,热压温度、热压时间可以依照最优化方案中所得的分别选取170℃和40 s;由于热压压力对三聚氰胺饰面刨花板甲醛释放量的影响不显著,因此可以选取较低的压力2.5 MPa。综上,最终确定的低甲醛释放三聚氰胺饰面刨花板的最优饰面热压工艺参数为热压温度170℃、热压时间40 s和热压压力2.5 MPa。
2.2 三聚氰胺饰面板热压温度对甲醛释放量的影响
通过上述方差分析可知,热压温度对三聚氰胺饰面刨花板甲醛的释放影响较为显著,而热压压力和热压时间并无显著影响。图1为饰面板热压温度对甲醛释放量的影响趋势图。由图可知,随着饰面热压温度的升高,三聚氰胺饰面刨花板甲醛的释放量呈逐步上升的趋势。当热压温度为170℃时,饰面板甲醛平均浓度为0.285 5mg·l-1,当温度提高至190℃时,甲醛释放量上升了244.87%至0.984 6mg·l-1。甲醛的释放主要来自于基材刨花板和三聚氰胺树脂中的游离甲醛,木材自身中含有的甲醛也会受热发生分解,同时在热压过程中刨花板中的脲醛树脂(UF)的—CH—O—CH—键发生裂解,和—CHOH基团缩聚交联成—CH2—,也会释放出甲醛。随着温度、压力、热压时间的升高,板坯的内部会产生较大的含水率梯度和压力差,使板坯内部水分向表面迁移,在此过程中内部游离的、树脂分解释放的、木材组分本身的甲醛随着水分子的移动向表面扩散,在试件表面聚集,与空气形成鲜明的浓度差,从而迅速向空气中释放。此外,热压温度升高加速了装饰纸表面胶黏剂的固化,在压力的作用下装饰纸与基材紧密结合,一定程度上增加了封闭甲醛的能力,因此,随着温度上升,甲醛释放的速率有所下降。
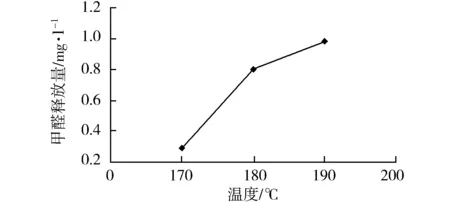
图1 温度对甲醛释放量的影响
2.3 饰面板热压时间及热压压力对甲醛释放量的影响
由方差分析可知,热压时间和热压压力对三聚氰胺饰面刨花板中甲醛的释放量影响并不显著。图2、图3分别为饰面板热压时间、热压压力对甲醛释放量的影响趋势图。从图2中可以看出,随着热压时间的延长,甲醛释放量逐渐升高。当热压时间为40 s时,饰面板甲醛平均浓度为0.540 8 mg·l-1,当时间延长至50 s时,释放量提升了14.50%达到0.619 2 mg·l-1。当热压时间为60 s时,甲醛平均释放量升至0.844 3 mg·l-1,较40 s时提高54.08%。图3为热压压力对甲醛释放量的影响曲线。随着热压压力的上升,甲醛释放量呈现出先下降后上升的趋势。当热压压力为2.5 MPa时,甲醛平均释放量为0.690 0 mg·l-1,当压力上升至2.5 MPa时,甲醛释放量下降18.52%至0.562 2 mg·l-1,压力继续升高,甲醛释放量又有所回升,达到0.752 3 mg·l-1。饰面板在热压过程中,随着热压时间的延长,热压温度和热压压力升高,在板材内形成的含水率梯度也逐渐升高,树脂的交联度也进一步升高,则促使甲醛释放的速率变快。同时,随着时间的延长,基材中少量的纤维素、半纤维素、木素、木材提取物等发生分解,也能释放出一定量的甲醛。热压压力的升高,使含水率梯度的升高和表芯层的压力差仍然对甲醛的释放量产生较大的影响。同时,压力升高,木材的塑性增大,热量传递的速率加快,则使树脂固化的速度和水分汽化的速度加快,甲醛的释放量也随之增加。此外,压力升高,使得表层装饰纸与基材紧密结合,甲醛的封闭效应在一定时间范围内上升,因此,在压力上升的初期,甲醛的释放量反而下降;随着时间的延长,在温度和压力的协同作用下,基材和装饰纸中胶黏剂的受热分解速率大幅度提升,超过了单位时间内装饰纸的甲醛封闭速率,使得甲醛释放量又呈现上升趋势。

图2 时间对甲醛释放量的影响

图3 压力对甲醛释放量的影响
3 结 论
对刨花板进行三聚氰胺装饰纸饰面处理,在增加板材的力学性能和装饰性的同时,还可降低板材甲醛的释放,提高其环保生态性能。本研究通过调整三聚氰胺饰面刨花板饰面热压工艺参数,分析不同热压参数对饰面板甲醛释放量的影响,探讨三聚氰胺饰面材料对板坯内部甲醛释放的封闭作用,确定了低甲醛释放三聚氰胺饰面板最优饰面热压工艺
通过L9(34)正交试验结果分析得到,饰面板热压工艺参数对甲醛释放量影响的先后次序为:热压温度>热压时间>热压压力,热压温度影响最大、热压时间其次、热压压力影响最小,确定的低甲醛释放刨花板最优饰面工艺参数为热压温度170℃,热压时间40 s,热压压力3.0 MPa。其中,热压温度对甲醛释放量影响最为显著,而热压时间和热压压力对释放量影响并不显著,随着饰面板热压温度的上升,甲醛释放量呈上升的趋势,具有统计学意义。同时也对板材后期使用过程中甲醛的释放情况作了预估,即前期释放量较大的板材,释放速度较快,容易引起甲醛短期内富集现象,使甲醛含量超标。确定了使三聚氰胺饰面刨花板在后期使用过程中甲醛释放量最少且生产成本较低的最优化生产工艺,即热压温度170℃、热压时间40 s、热压压力2.5 MPa。
【参 考 文 献】
[1] 陈宏刚,孙 刚,张树东.人造板中甲醛的危害及降醛措施[J].木材工业,2006,20(5):36-38.
[2] Kim S.The reduction of formaldehyde and VOCs emission from wood-based flooring by green adhesive using cashew nut shell liquid[J].Journal of Hazards Materials,2010,182(1):919-922.
[3] 赵 君,王向明,常建民,等.木质-橡胶多功能环保复合材料的研究现状和应用前景[J].西北林学院学报,2007,22(1):136-140.
[4] 刘军海,杨海涛,刁宇清,等.甲醛捕获剂捕获性能的研究[J].林业科技,2008,33(4):49-53.
[5] 井学伟,罗文圣.甲醛清除触媒在清除人造板中游离甲醛的试验研究[J].林业机械与木工设备,2009,37(10):28-30.
[6] 曾钦志,饶久平,吴纯初.油棕丝中密度纤维板浸渍纸饰面热压工艺研究[J].福建林学院学报,1999,19(1):41-43.
[7] 张淑军,李亚凤.影响浸渍胶膜纸饰面人造板质量的因素分析[J].中国人造板,2006,(2):24-26.
[8] Kim K,Oh J,Lee B.Influence of surface finishing material types to formaldehyde and volatile organic compounds emission from plywood[J].Mokchac Konghak,2011,36(2):39-45.
[9] Makowski M,Ohlmeyer M.Influences of hot pressing temperature and surface structure on VOC emission from OSB made of Scots pine[J].Holzforschung,2006,60(5):533-538.
[10] 张一帆.几种环保型人造板表面装饰产品及工艺技术[J].林产工业,2002,29(4):26-28.
[11] 卢志刚,李建军,黄河浪,等.饰面人造板中挥发性有机化合物的测试[J].林产工业,2009,36(4):31-34.
[12] 张文超.室内装饰用饰面刨花板Voc释放特性的研究[D].哈尔滨:东北林业大学,2011.
[13] 黄河浪,周晓芸,薛丽丹,等.热压工艺参数对竹地板甲醛释放量的影响[J].中国人造板,2006(12):6-7.
[14] 沈 隽,刘 玉,朱晓冬.热压工艺对刨花板甲醛及其他有机挥发物释放总量的影响[J].林业科学,2009,45(10):130-133.
[15] 刘 玉,沈 隽,朱晓冬,等.基于主成分分析的刨花板环保性能综合评价模型构建[J].西北林学院学报,2012,27(5):207-211.
[16] 贾 翀,张洋吴,逸 雨,等.多层杨木豆胶胶合板工艺及性能[J].西北林学院学报,2013,28(3):190-193.
[17] 黄晓舟,朱良宽,曹 军.基于自适应遗传算法整定的刨花板热压系统PID控制[J].森林工程,2013,29(2):54-57.
[18] GB/T17657-1999.人造板及饰面人造板理化性能试验方法[S].北京:中国标准出版社,1999
[19] 贺 磊,王 伟,张 彰,等.荻草的基本性质及制备人造板可行性研究[J].江西林业科技,2012(6):35-37.
猜你喜欢
建材发展导向(2021年6期)2021-06-09
石材(2020年7期)2020-01-01
建筑与装饰(2018年15期)2018-02-18
国际木业(2016年8期)2017-01-15
国际木业(2016年7期)2017-01-15
国际木业(2016年12期)2016-12-21
国际木业(2016年12期)2016-12-21
国际木业(2016年3期)2016-12-01
国际木业(2016年3期)2016-12-01
国际木业(2016年1期)2016-12-01