大螺距圆弧螺纹的拟合法加工
2014-08-16 09:16:22严帅王伶俐
机械制造与自动化 2014年3期
严帅,王伶俐
(1.南通航运职业技术学院 机电系,江苏 南通 226010;2.南通福乐达汽车配件有限公司,江苏 南通 226300)
0 前言
在螺旋传动机构中,常采用大螺距的圆弧螺纹来传递运动,选择一种高效的圆弧螺纹加工方法很有必要。目前螺纹加工方法有多种,其中螺纹数控车削加工是一种自动化程度较高的螺纹加工方法,在现代制造业中广泛使用,在数控车削系统中有规则螺纹的切削指令,这些指令对应的切削方式和编程方法虽有所不同,但都属于仿形法加工,这些指令较适合加工螺距较小、牙深较浅的螺纹,大螺距圆弧螺纹由于深度大,利用数控系统自带的标准螺纹切削指令进行仿形加工时,易产生扎刀现象,从而会影响圆弧螺纹的加工品质[3]。为此,在加工大螺距圆弧螺纹时可采用拟合法加工,拟合法是建立在宏程序的基础上,依靠编程来解决螺纹加工中切削力过大的问题,采用拟合法数控车削加工大螺距圆弧螺纹,可减轻刀具制造难度,降低劳动强度,提高加工效率和螺纹加工精度。
1 圆弧螺纹拟合加工基础
1.1 拟合加工原理
拟合加工是通过不断改变刀具起点位置对螺纹进行赶刀加工,逐点逼近实际螺纹轮廓的一种加工方法[1]。

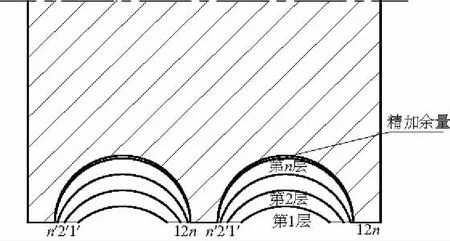
图1 分层切削示意图
切削每层圆弧时采用拟合法,通过不断改变刀具起点位置对螺纹进行赶刀加工,逐点逼近实际螺纹轮廓,如图2所示。
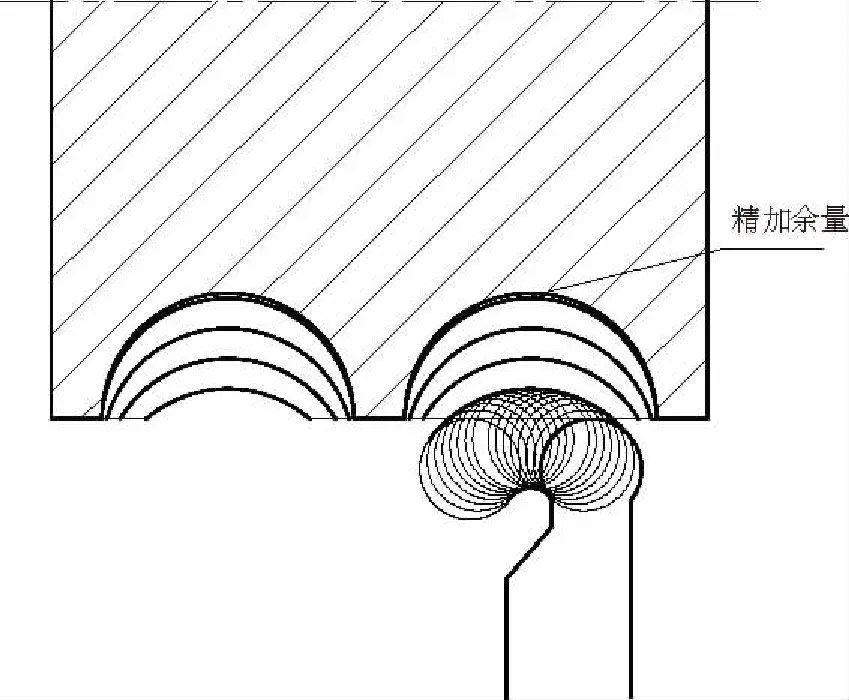
图2 分层拟合示意图
1.2 刀具选择
a) 刀具选择原则[2]
拟合加工中,刀具的选择不受螺纹牙型的限制,因此,大螺距圆弧螺纹拟合加工中刀具选择的原则是:
1) 确保刀具具有足够的强度;
2) 刀具不与螺纹牙型发生干涉。
b) 刀具形状
根据刀具选择原则,在采用拟合法加工半圆及大于半圆的圆弧螺纹时,常选用圆弧形车刀,车刀圆弧半径要小于等于螺纹的圆弧半径,以避免发生干涉,同时,为保证足够的强度,车刀圆弧半径不宜过小。
c) 刀具材料
圆弧螺纹拟合加工中,常选用硬质合金刀具或涂层刀具,以适应高速拟合切削,提高加工效率。
1.3 刀具中心轨迹数学模型

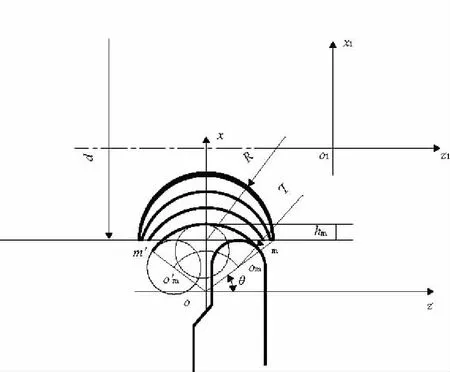
图3 刀具中心轨迹坐标系
在直角坐标系xoz中,刀具中心轨迹为圆,半径为R-r,若设刀具中心的方位角为θ,则刀具中心的轨迹方程为:

(1)
数控车削加工中,为了编程方便常取工件右端面中心o1为编程原点,在编程坐标系x1o1z1中,刀具中心起始坐标为(x为直径编程,z向考虑空行程导入量):
(2)

x=(R-r)sinθm=R-hm-r
设终止角为θm',由图3可知θm'=π-θm。
2 圆弧螺纹拟合加工程序编制
2.1 拟合加工程序流程图
拟合法是建立在宏程序的基础上,图4是圆弧螺纹加工的宏程序流程图。

图4 宏程序流程图
从图4中可知,圆弧螺纹拟合加工由两重循环组成:第一重循环实现同层圆弧螺纹加工,刀具从初始角θm开始,通过改变方位角,按方程组(1)所示的轨迹运动不断改变刀具起始位置,实现同层圆弧螺旋槽的加工,加工中,每刀方位角与终止角进行比较,当方位角大于终止角,开始第二重循环;第二重循环实现x向的分层切削,完成圆弧螺纹的粗加工,保留精加工余量。
2.2 拟合加工程序变量
为了便于编程,对宏程序中的变量进行如下定义:
#1:层切削深度h;
#2:螺纹圆弧半径R;
#3:刀具半径r;
#4:初始角θm;
#5:终止角θm';
#6:方位角θ;
#7:刀具中心x坐标;
#8:刀具中心z坐标;
#9:精加工余量 。
2.3 加工程序
编制图5所示零件的圆弧螺纹加工程序,已知螺纹的螺距为10mm,圆弧半径为3.5mm,公称直径为80mm。

图5 圆弧螺纹
图5所示零件拟合加工宏程序如下:
T0101;
M3 S300;
F0.2;
G00x85z20;
#1=0.4; 第一次进刀深度h
#2=3.5; 圆弧半径
#3=2; 刀具半径
#9=0.2; 精加工余量
WHILE [#1 LT [#2-#9]] DO1 ;
#4=arcsin(#2-#3-#1)/(#2-#3);
#5=π-#4;
#6=#4;
G00 X85;
WHILE [#6LT#5] DO2;
#7=80+2*(#2-#1+(#2-#3)*sin(#6)); 起刀点x向坐标
#8=(#2-#3)*cos (#6)+20 ; 起刀点z向坐标
G01x#7z#8 ;
G32 Z-70 F10;
G01x82;
G00z20;
#6=#6+1;
END 2;
#1=#1+0.4;
END 1;
G00 X85;
#1=3.5;
WHILE [#6LT#5] DO3;
#7=80+2*(#2-#1+(#2-#3)*sin(#6));
#8=(#2-#3)*cos (#6)+20;
G01x#7z#8;
G32z-70 F10;
G01x82;
G00z20;
#6=#6+1;
END 3;
M30;
3 结语
以上介绍了圆弧螺纹的拟合加工方法,建立了拟合加工中圆弧刀具中心的数学模型,并利用宏程序进行了拟合加工程序的编制,采用拟合法数控车削加工大螺距圆弧螺纹,减轻了刀具制造难度,降低劳动强度,提高加工效率和螺纹加工精度。
[1] 郝继红、甄雪松,等.数控车削加工技术[M].北京:北京航空航天大学出版社,2008:252-254;.
[2] 严帅.数控车加工技术[M].上海:上海科学技术出版社,2011:12-14;.
[3] 夏静文,穆丽沙.数控车床上圆弧螺纹的宏程序编制与加工[J],机械工程与自动化,2012,172(3):68-70.
猜你喜欢
内江科技(2022年3期)2022-03-30 10:24:50
智能制造(2021年4期)2021-11-04 08:54:44
卷宗(2021年2期)2021-03-09 07:57:24
空间科学学报(2020年4期)2020-04-22 01:17:04
机械工程师(2018年7期)2018-07-30 09:05:26
中国卫生标准管理(2015年4期)2016-01-14 05:43:52
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
河南科技(2015年18期)2015-11-25 08:50:14
焊接(2015年9期)2015-07-18 11:03:53
机械工程师(2015年10期)2015-02-02 01:14:01