
高速线材精整收集设备设计和工艺选型分析
2014-08-16 09:23程知松徐言东苏俭华
冶金设备 2014年1期
程知松 徐言东 苏俭华
(1:北京科技大学高效轧制国家工程研究中心 北京100083; 2:太重煤机有限公司设计院 山西太原030000)
高速线材精整收集设备设计和工艺选型分析
程知松①1徐言东1苏俭华2
(1:北京科技大学高效轧制国家工程研究中心 北京100083; 2:太重煤机有限公司设计院 山西太原030000)
对高速线材精整区四大类型的设备(摩根型、西马克型、达涅利型及森德斯型)进行了详细的描述,指出了每类设备的优缺点,提出了“在新设计生产线时,可考虑采用不同的组合方式”这一观点,使用户以较少的投资获得最佳的线材精整收集效率和收集质量。
高速线材 收集设备 设计 选型
1 概述
高速线材生产线在吐丝机出口处一般设散冷辊道风冷线(辊道下面配大功率轴流风机,辊道上面配保温罩),含特殊钢的生产线设在线淬火水箱或者保温集卷桶,和吐丝机出口处的散冷辊道及冷却风机做在一个框架上,通过横向移动框架切换冷却工艺。经过冷却后的线卷进入集卷站,将散落在辊道上的线圈收集成卷,然后送往打捆机进行压紧打捆,最后称重,卸卷,由天车吊至成品堆放场。目前,国外的高线成套设备典型代表是三家,即意大利达涅利公司、美国摩根公司(现归属SIEMENS-VIA)及德国西马克公司,收集设备还有瑞典森德斯公司。我国高线设备基本是转化这些国外公司的技术进行国内制造或者直接引进的。
2 几种设备工艺特点分析
上述四家公司的线卷收集设备在国内都有使用,各自特点分析如下。
2.1 摩根型
此类型的设备在国内应用最多,工艺流程如下:
集卷—双芯棒收集—运卷小车上PF线—修剪—卧式打捆—称重—卸卷收集典型的年产60万t高速线材精整区设备平面布置如图1所示。

图1 摩根型高线精整设备布置
1-散冷辊道; 2-集卷站; 3-运卷小车; 4-PF线; 5-打捆机; 6-称重装置; 7-成品卸卷站
摩根型集卷筒带布料器,其设计目的是将从散冷辊道上抛下的线圈在鼻锥周围均匀分布,布料器是一截带舌头的筒,随筒旋转。线圈布置均匀,可以降低线卷高度200mm~300mm,美观线卷外形,提高打捆质量。由于布料器和鼻锥之间缝隙较小,经常出现卡钢,尤其是线材尾部不整齐或者轧制大规格产品辊道给力不够时卡钢事故突出,因此,许多厂家均将此布料器拆除。
摩根集卷采用由电机驱动旋转的互成90°的双芯棒,集卷筒中的鼻锥升降由芯棒内部液压缸推杆实现,鼻锥容易对中。当集完一根坯料的线卷时,芯棒由垂直状态旋转至水平状态,由运卷小车将线卷从芯棒上托起,送至PF线的C型钩上。在运卷小车上面有线卷端部压板,避免线卷头部乱卷现象的发生。摩根型运卷小车线卷托盘升降行程小,运卷过程平稳,基础坑浅,小车必须在等待位置上等芯棒旋转到位后,再运行至芯棒下面,避免旋转时碰到小车,因此,PF线的中心线距离集卷站中心较远,约12.2m。芯棒旋转电机位于地面上,便于维护。集卷站立面图如图2所示。线圈进入集卷筒的操作面较高,为+8.521m。
线卷由运卷小车送到PF线的C型钩上,继续下一步工序。PF线是一种链条牵引的由PLC控制的集散型运输线,在各工序均有信号通讯实现启停及运行路线控制。摩根型C型钩为中心单点悬挂,支架结构简单,但对线卷对中要求较高,经常出现中心偏离造成C型钩倾斜甚至脱钩现象发生。线卷在PF线上边运行,边冷却。在修剪处暂停,由人工剪切线卷头尾,在C型钩外侧切头,方便取出,在内侧切尾,若剪2~3圈,则不方便取出,剪1圈可能切不完尺寸超差部分,这是摩根型布置的缺点。
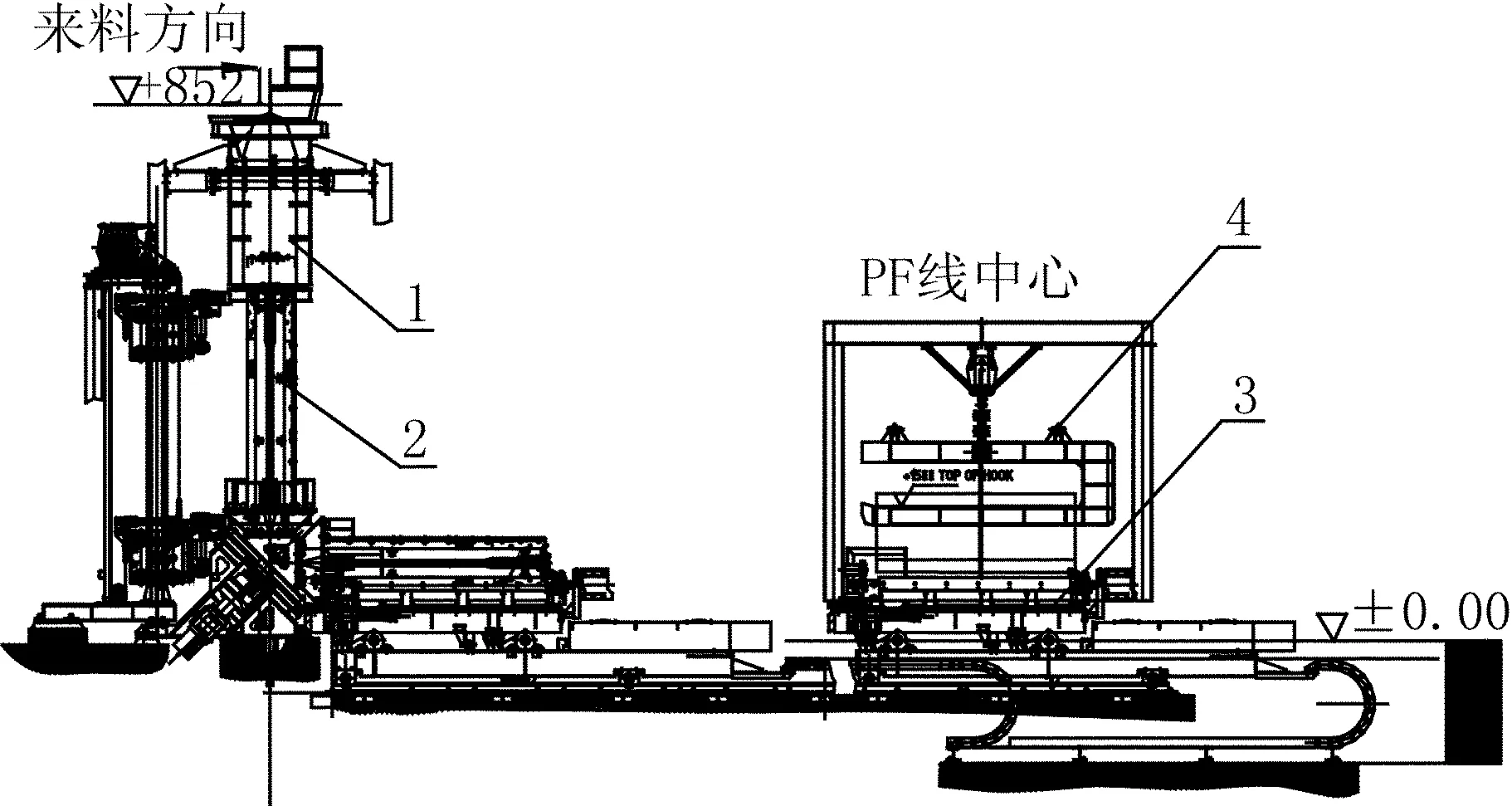
图2 摩根型集卷站立面图
1-集卷筒; 2-旋转双芯棒; 3-运卷小车; 4-PF线上的C型钩
线卷经过修剪工序后,进入打捆机进行四道次捆扎。年产60万t高线,一台全自动卧式打捆机即可满足要求,通常备用一台半自动机械式打捆机或者全自动打捆机。打捆过程如下:
C型钩停止—线卷压紧—四槽穿线—打捆头扭结—剪线—打捆头退回—压卷液压缸退回—C型钩运行
摩根型打捆机穿线系统不是很合理,经常出现故障,目前市场已逐步被森德斯和西马克取代。
线卷经过打捆后到达称重工位,称重装置为独立的液压缸升降装置,托盘下面安装压力传感器,线卷停止运行,在静态下完成称量工序,精度高。线卷继续运行至成品卸卷站。年产60万t高线,设一个四工位的卸卷站即可满足要求,采用电磁吊车一次吊运四卷成品,也有设两个双工位的卸卷站,采用C型钩吊具,一次吊运两卷成品。成品卸卷小车有一个液压缸驱动升降,横移运行采用电机或者液压马达。
2.2 西马克型
西马克的精整收集工艺布置和摩根非常相似。设备上的区别分述如下:
集卷筒上部取消了布料器,总高度略低,操作面标高+8.00m。筒内的鼻锥是由筒外侧的3个液压缸托起的,由于3个液压缸的同步性较难控制,因此,容易造成鼻锥不稳出现乱卷现象。
旋转双芯棒的驱动由一个液压缸完成,液压缸安装在地下,不好维护。西马克运卷小车升降由一个液压缸驱动,升降行程1.20m,在芯棒下面不影响芯棒旋转,取消了摩根的等待位,因此,PF线中心和集卷站中心距离可以缩短至7.20m,这是它的优点,但是,由于线卷在运卷小车上重心高,运行过程不如摩根的稳定。
西马克打捆机吸收了森德斯穿线技术,故障率较低,近几年得到较多应用。
2.3 森德斯型
此类型的设备近几年在国内应用较多,工艺流程如下:
集卷—卷芯架收集—滚床运输—翻卷切尾—滚床运输—翻卷运卷小车上PF线—切头—卧式打捆—称重—卸卷收集
典型的森德斯型精整区设备平面布置如图3所示。

图3 森德斯型精整区平面布置
1-散冷辊道; 2-集卷站; 3-滚床; 4-翻卷切尾; 5-翻卷卸卷上PF线; 6-PF线切头; 7-打捆机; 8-称重装置; 9-四工位成品卸卷站
森德斯集卷站包括布料器、集卷筒,配合卷芯架对线圈进行收集。其布料器由于设计的现状合理及材质耐磨性能好,得到较好应用,比不使用布料器时的线卷高度低200mm~500mm,尤其对螺纹钢盘卷,可以获得较小的成品捆高度,便于汽车运输。集卷筒内的鼻锥是由卷芯架托起的,容易对中,稳定,在卷芯架下面是一个液压缸机构,提供鼻锥升降动力。森德斯的集卷站立面图如图4所示。最高处操作面标高为6.227m,较摩根和西马克型集卷站低,适合较大卷重如3t的线材生产,特别适合老车间改造由于厂房高度不够的情况,这是它的优点。
集完线材的卷芯架在辊床上移动,滚床结构分三轴、四轴和六轴,根据需要进行不同组合,每个滚床由一台交流变频电机驱动两侧的导辊,中间有导向槽。不同位置的滚床具有不同功能,如集卷站下面的滚床可以升降,拐弯处滚床可以平面旋转90°,翻卷机处滚床被向下翻转90°,卷芯架在滚床上的位置及动作全部由PLC控制。卷芯架在升降或者翻转时需由液压缸锁紧。

图4 森德斯集卷站立面图
如果需要对线材进行切头尾,可在滚床上设计一个切尾工位,安装一个翻卷机即可。翻卷动作由一个液压缸完成,翻卷机的结构如图5所示。
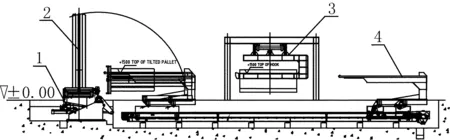
图5 线卷翻转上PF线示意图
1-翻卷机; 2-卷芯架; 3-PF线的C型钩; 4-运卷小车
森德斯的精整后部工序还是将线卷送至PF线进行卧式打捆,如图5。线材切头可以在PF线的C型钩上操作。线卷上PF线动作过程类似于摩根和西马克型,首先由翻卷机将卸卷翻转成水平状态,由运卷小车托臂伸进线卷内部举起线卷横移上C型钩,再下降退出C型钩位置,比西马克型多了一个等待位。森德斯的运卷小车托臂较单薄,导致卷芯架底部的几圈线材经常脱钩,不如摩根型运卷小车端部带压板的结构好,这是它的缺点。但是森德斯的PF线C型钩吊挂方式比摩根好,其巧妙地将滚床结构反向朝下,两个挂点使得C型钩即使在线卷不对中情况下也不至于倾斜,这是它的优点,但结构复杂一些,拐弯处均为直角旋转,不像摩根型的弧形弯道,投资稍高。
森德斯打捆机是目前世界上最好的打捆机,结构设计合理,打捆质量好。应用较多的是卧式打捆机配合PF线使用,也有立式打捆机产品,配合卷芯架和滚床使用,应用较少。
线卷打捆后,沿PF线分别进入称重工位和卸卷工位,和摩根型相同。
2.4 达涅利型
达涅利早期产品为全部卷芯架收集,配套立式打捆机,其典型的精整收集设备布置如图6所示。

图6 达涅利卷芯架收集布置图
1-散冷辊道; 2-集卷站; 3-滚床; 4-运卷小车; 5-翻卷机; 6-立式打捆机; 7-成品卸卷站
达涅利的集卷站和森德斯类似,线材收集在卷芯架上,卷芯架在滚床上运行。滚床中间没有导向槽,结构比森德斯的简单。线卷切头尾需要通过四个翻卷机及一个运卷小车实现。如图6中修剪区,线卷首先在第一个翻卷机处翻转成水平状态,人工切尾,然后返回移至第二个翻卷机处翻转成水平状态,同时有一液压升降的运卷小车将线卷托上对面空的卷芯架上,相当于对线卷调头,然后将第三个翻卷机转成立式状态,移至第四个翻卷机处,进行线材切头操作。翻卷机结构和森德斯类似。完成切头尾的线卷随着卷芯架进入立式打捆机,进行压紧,四道次打捆,再移出打捆机,由滚床送至成品卸卷站,此处设第五个翻卷机将线卷翻转成水平状态,由液压升降的卸卷小车将线卷移至成品台架上。卸卷小车上安装了压力传感器对线卷进行称重。
此种工艺布置占地面积小,适合改造项目场地不够的情况,由于翻卷机数量多,操作节奏慢,不适合产量高的生产线。近期的达涅利工艺布置也大多引进了森德斯的设备。
2.5 特点比较
综合前面描述,总结四家公司高线收集设备特点列于表1。
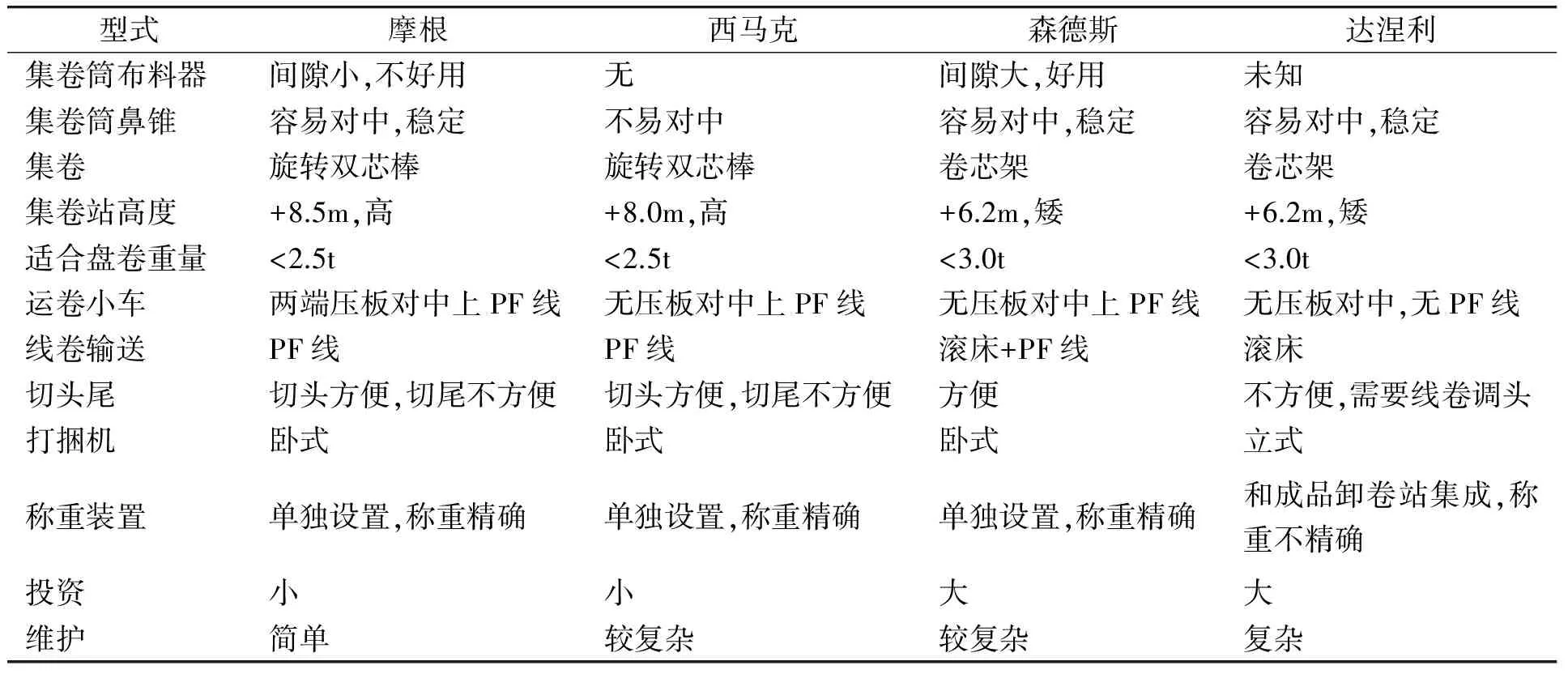
表1 四家公司高线收集设备特点比较
3 结束语
1)高速线材精整收集设备四大类型,各有特点,设计时应根据现场情况进行合理布置,同时,应从投资、维护、生产能力及成品收集外观质量四个方面综合考虑。
2)针对四大类型的优缺点,设计时可考虑扬长避短,采取不同的组合,如将西马克的运卷小车经过加固后和摩根集卷站组合,缩短PF线中心线与集卷站中心的距离。再如将摩根的运卷小车与森德斯卷芯架结合,避免上PF线时线卷端部几圈易发生的脱钩现象。目前将摩根的PF线和森德斯的集卷站及卷芯架结合的生产线较多。
[1]《高速轧机线材生产》编写组.高速轧机线材生产.北京:冶金工业出版社,1995.
Design and Technological Selection of High-speed Wire Rod Finishing and Collecting Equipment
Cheng Zhisong1Xu Yandong1Su Jianhua2
(1:NERCAR of Beijing University of Science and Technology, Beijing 100083; 2:Design Institute of Taiyan Heavy Coal Mine Machinery Co., Ltd, Taiyuan 030000)
This paper has given out a detailed description on four type of equipment (Morgan type, and SMS type, and Danieli type and the Sund Birsta type) in high-speed wire rod product line finishing area, meanwhile pointed out their advantages and disadvantages of each type equipment, and put forward a view that during the design of new product line, the different type equipment combination should be considered, to make user to obtain the best wire rod collection efficiency and products quality by less investment.
High-speed wire rod Collecting equipment Design Selection
程知松,男,1967年出生,毕业于北京科技大学,硕士,副研究员,从事防线轧钢新工艺新技术方面的研究
TG333.62
B
10.3969/j.issn.1001-1269.2014.01.017
2013-07-15)
猜你喜欢
江西农业(2022年12期)2022-11-24
江苏钢铁(2022年7期)2022-06-30
现代畜牧科技(2021年4期)2021-07-21
小天使·四年级语数英综合(2021年3期)2021-05-10
家庭影院技术(2020年11期)2020-12-28
冶金设备(2020年2期)2020-12-28
家庭影院技术(2020年4期)2020-05-21
新教育论坛(2019年31期)2019-09-10
装备制造技术(2018年5期)2018-07-11
营销界(2015年23期)2015-02-28
