油井热洗温度监测仪的应用
2014-08-13 08:02:48习文伟大庆油田有限责任公司第一采油厂
石油石化节能 2014年9期
习文伟(大庆油田有限责任公司第一采油厂)
油井采出液中析出的石蜡附着在抽油杆和油管表面,造成抽油杆载荷增加,容易造成杆断。油管内壁结蜡造成液流通道减小,影响油井产量。热洗是清除杆管结蜡的最有效和普遍使用的措施,并且热洗温度和时间是保证热洗质量的关键参数[1]。
目前生产现场,热洗温度主要靠水银温度计来读取,只能反映某一秒的温度,不能反映整个热洗过程的温度情况。热洗时间也不能完全监控,只能查看中转站的热洗台账来计算热洗时间,不能真实反映实际热洗时间[2]。管理人员检查时,只能抽查某一个点,无法全过程监控,造成个别温度控制人员因操作或责任心的问题,不能使热洗过程中温度平稳达标,经常有低于标准温度洗井的现象,甚至不按照热洗要求时间洗井,提前结束热洗。不按要求的热洗温度和时间都严重影响热洗质量和效果,进而影响油井泵况和产量。为了连续监测温度和时间,成立了由采油工程、自动化、电工、信息等专业人员组成的攻关小组,通过2年多的反复试验,成功研制了油井热洗温度和时间连续监测仪,已经能够准确、及时地监测热洗温度和时间,效果较好。
1 油井热洗温度监测仪
1.1 结构
图1 是热洗温度连续监测仪,由测温和数据记录两部分组成,测量温度主要通过前端的温度传感器来测取温度,并传送温度数据信号。数据记录部分由类似于优盘的存储器组成,记录温度数据,并编制了配套应用的数据处理软件,可以在软件中设定温度录取的间隔时间,并能将数据进行分析处理。

图1 热洗温度连续监测仪
1.2 原理
图2 是油井热洗时使用温度监测仪,将监测仪温度探头放入原来插温度计的插孔,定时传递温度数据,实现整个热洗过程监督。管理人员可以将数据导入计算机,利用配套软件读取温度数据和绘制温度曲线,掌握热洗过程的洗井温度变化情况。通过温度数据的数量和测取数据的间隔时间,可以计算出热洗时间。管理人员可以通过监测仪记录的每口井热洗的温度和时间,核实热洗过程中参数是否达到标准,相当于管理人员时刻监视热洗温度和时间,进而督促操作人员严格执行热洗标准。
1.3 主要技术指标
◇温度范围0~100 ℃;
◇适用范围是有水银温度计插孔的测温点;
◇记录间隔时间1 s~10 min;
◇电池待机时间1~3 个月,可以充电;
◇记录容量50 000 个数据;
◇USB 接口连接计算机,无需驱动程序。

图2 温度监测仪
2 现场试验情况
2.1 误差测试
为了核实监测仪测出温度的误差范围,在室内分别用水银温度计、数显温度计、监测仪分别对空气、不同温度的水进行测取温度,观察监测仪与普通水银温度计和数显温度计的测试温度数值差值情况,进而核实监测仪的实际测取温度的真实性和误差范围,见表1。
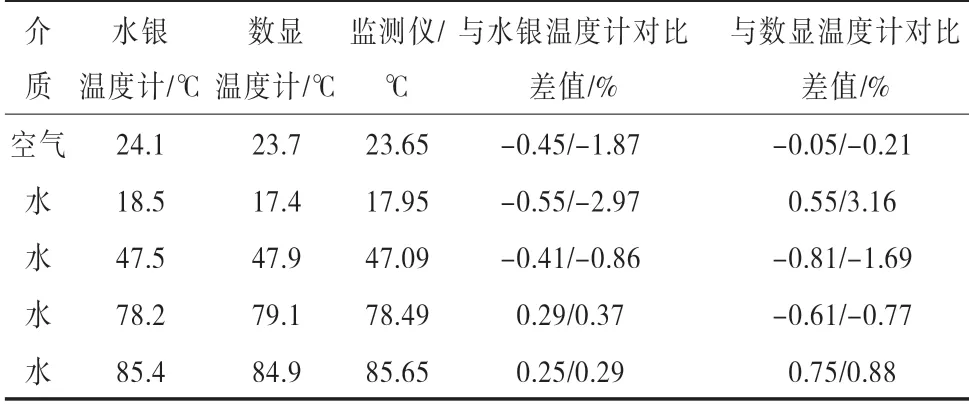
表1 不同温度计测取不同介质温度数值
通过表1 可以看出,监测仪与水银温度计和数显温度计的误差值在1 ℃,误差范围1%以内。生产中热洗温度是78~85 ℃,监测仪的误差范围较小,完全可以满足实际需要。
2.2 试验效果
2.2.1 实现连续监测热洗温度
油井热洗的时间一般在4~8 h,设定5 min 录取一次热洗水温度,将数据导入计算机绘制曲线。
通过2年314 口井的试验,能准确绘制温度曲线。图3 是监测201 转油站连续3 天热洗时热洗水出口的温度,热洗停止时,加热炉熄火,热洗温度测取点的温度逐渐下降到热洗管线的温度值。当需要热洗时,加热炉点火加热,热洗温度达到要求时,导入热洗工艺流程,热洗温度监测点的温度立即上升。热洗管理人员可以充分利用这条曲线核实3 天洗井的温度情况。如图3 中第三天的温度曲线显示,有一段时间温度低于要求的78 ℃,经现场核实是员工误操作导致温度下降,如果三天都去现场检查,也未必会发现这个问题,而应用监测仪使操作员工能够感受到监控的压力,加强责任心,合理控制温度,远好于每天进行检查的效果,极大地提高了工作效率。
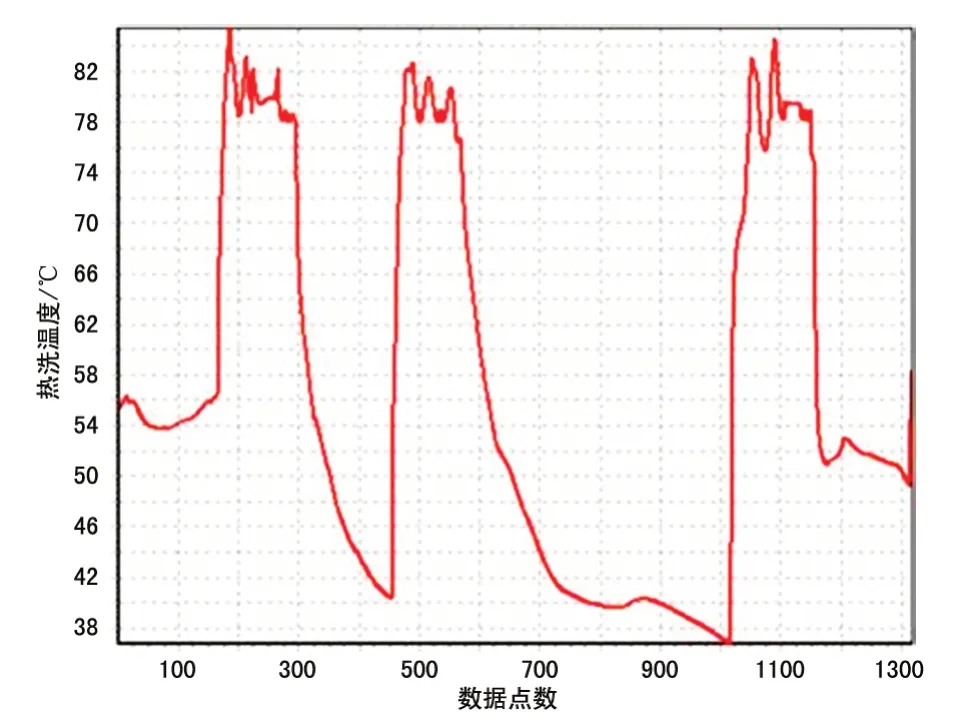
图3 201 转油站连续3 天热洗温度
图4 是D2-446 井热洗时,将监测仪放入原来温度计的插孔测取的回油温度变化曲线,回油温度随着热洗水地面循环、导入油套环形空间、化蜡、排蜡等不同的阶段而变化,最后温度趋于平稳。热洗停止,回油温度逐渐恢复洗井前温度。回油温度曲线可以反映热洗井的效果,若回油温度稳定后没有超过60 ℃,并持续1 h 以上,热洗效果就不好,应该重新热洗。

图4 D2-446 井热洗时回油温度
2.2.2 掌握热洗时间达标情况
热洗时间直接影响热洗效果,过长浪费能源,过短就不能替出井筒中的蜡,达不到热洗的质量。实际生产中热洗工经常因各种原因提前结束热洗,而管理人员从资料数据无法发现,但是应用监测仪可以计算出洗井时间。如图3 中第二天温度达标的数据是从第472 到565 个点,共计93 个数据,每5 min 1 个,共计7.75 h。而实际第二天按照热洗计划应该洗2 口井9 h,相当于少洗1.25 h。经核实,热洗工因有事提前结束第2 口油井热洗,按制度对其进行考核,并要求重新洗井。
2.2.3 发现热洗设备问题
通过热洗温度曲线,不但能反映操作人员的工作情况,也可以反应热洗设备的问题。
通过跟踪中212 转油站的温度曲线,发现连续5 天热洗温度波动加大,经常出现温度不达标,低于76 ℃。经现场核实是热洗炉燃烧器故障,导致燃烧时进气量忽大忽小,燃烧气量小温度降低,修复后温度正常。高101-49 井热洗6 min 回油温度就达到65 ℃,温度升的太快,经核实是油管挂密封胶皮圈刺漏,导致热洗热水从套管进入,通过密封圈刺漏处直接返回回油管线,造成热洗短路,热洗水进入环形空间较少,更换后洗井合格。
2.2.4 提高热洗合格率
连续监测仪实现了热洗温度和时间全过程受控,督促了热洗炉人员控制好温度,热洗工按照标准洗井,提高了热洗管理人员的工作效率,极大地促进了热洗管理。矿热洗合格率由81%提高到94%,尤其是热洗管理差的单位应用监测仪以后,热洗合格率大幅提高。
2.3 质量评价
通过2年多的反复试验和完善,监测仪能准确、连续记录温度,试验中发现的问题都已整改,使用了20 个月没有发现故障,质量稳定可靠。
3 经济效益评价
监测仪的成本是350 元/个,一个采油队按照6个计量间、1 个中转站计算,应投入2450 元,寿命按照2年计算,年投入1225 元。
目前一个采油队平均油井140 口,2013年油井检泵率46%。通过应用监测仪提高热洗效果,清除杆管结蜡,降低结蜡对油井载荷的影响,减少抽油杆断脱和抽油泵漏失,保守预计降低检泵率1%,少检泵作业1.4 口,1 口检泵井作业费用按50 000 元计算,一年可节省作业费用70 000 元。同时,减少了结蜡对产量的影响。
投入产出比是1∶57,具有良好的经济效益,具备推广条件,目前第二油矿已经推广应用。
4 认识
1)热洗温度监测仪实现了热洗温度的全过程跟踪和记录,并可形成温度变化曲线。
2)通过监测仪可以掌握热洗过程的时间,保证热洗效果。
3)监测仪便于督促员工按标准热洗,也提高了热洗管理人员的工作效率和热洗效果。
4)监测仪低廉的价格、较高的产出比,具备推广条件。
[1]焦佩禄.电参法确定螺杆泵井热洗周期[J].油气田地面工程,2007,26(5):29.
[2]王鸿勋,张琪.采油工艺原理[M].北京:石油工业出版社,1989.
猜你喜欢
云南化工(2021年8期)2021-12-21 06:37:46
考试与评价·高二版(2020年4期)2020-09-10 07:22:44
电子制作(2018年9期)2018-08-04 03:31:16
电子制作(2018年12期)2018-08-01 00:47:46
电子制作(2016年23期)2016-05-17 03:53:31
苏州市职业大学学报(2015年2期)2015-12-25 05:39:00
石油石化节能(2014年6期)2014-03-29 09:27:34
油气田地面工程(2014年7期)2014-03-08 23:59:03
环球时报(2014-01-09)2014-01-09 18:20:06
山东工业技术(2013年12期)2013-08-15 00:54:54