
工业循环水系统节能优化技术及应用
2014-08-12 02:37:18汪家铭
合成技术及应用 2014年4期
汪家铭
根据国家有关规定,企业高温产品、设备必须用工业循环水冷却,循环水系统以水为介质用于工艺过程的冷(热)量交换和传送,在这其中涉及循环水泵组、管网、换热装置、制冷设备、冷却塔等全流程,其主要依靠水泵为动力源来推动循环水流动[1]。据不同国家工业统计,水泵的耗电量约占全国发电量的15%~21%。当前,我国循环水用量已经占到工业用水总量的70%,工业循环水系统用泵能耗占到70%以上,运行能耗巨大。
循环水系统在石油化工等领域是必不可少的基本环节,其以水泵为动力源,电能消耗较大,约占石化生产过程中总用电量的8%~10%。据国外统计,工业循环水泵系统运行效率约70%,我国工业循环水泵系统运行效率约为50%,有的不合理的系统运行能量浪费高达40%以上,最少的也有20%左右[2]。目前,我国石化行业循环水系统普遍存在能耗较高的现象,与先进国家相比,水泵效率低5%以上,系统效率低20%以上。因此,推广工业冷却循环水系统节能优化技术对行业节能意义重大。
1 基本原理
工业循环水节能优化技术根据流体力学与热交换原理,分析工业循环水系统能量输配与交换效率,并采用先进节能控制方法结合智慧阀门技术、工业变频技术,对工业循环水系统中水泵、阀门与管网、终端热交换器、冷却塔等单元进行优化控制,将循环水冷却终端的温度、流量和工艺参数严格控制在设定的区间内,进行循环水系统流程各参数实时监测、系统能效分析与运行优化,使复杂管网的动态水力和热力平衡,确保系统流量与管网阻尼极小化,以提高工业循环水系统整体能效,实现综合节能的目标[3]。
该技术由系统运行能量利用效率分析技术、系统经济运行优化整改技术、系统能量监测和控制技术及高效节能产品与制造技术组成。其主要技术内容包括:a)循环水系统各换热设备、管网、泵站的压力、流量、温度等运行参数精确采集技术;b)换热网络优化和管网水力优化数学模型建立;c)对流量、管网阻力、水泵运行效率等专家分析诊断及优化系统;d)水力平衡调节装置、高效节能泵等多种针对性强的系列高效节能产品。
在工业冷却循环水系统运行过程中,通过水泵水量和智慧阀门的输配协同节能优化控制,将冷却终端的温度严格控制在设定的区间内。智慧阀门始终处在大开度位置进行实时智能调节,实现了复杂管网的动态水力和热力平衡,使系统流量与管网阻尼极小化。根据冷却水温度的在线检测,对冷却塔的智慧阀门和冷却风机进行优化控制,在自适应满足冷却塔管网的动态水力平衡、热力平衡及高效输配条件下,使各个冷却塔的冷却效果最优化。在实行上述三项控制的同时,确定水泵组的开机台数和变频的优化控制,使水泵输出功率极小化,机组效率极大化,从而最大程度节电。在总结节能优化运行基础上,可对水泵的规格特性进行调整和改造,以达到水泵机组的能效优化配置。同时基于物联网智慧阀门技术,实现了循环水系统流程各参数实时监测、系统能效分析与运行优化,并可实现系统运行的远程智能诊断。
2 技术改造
工业冷却循环水系统节能优化技术因其实际应用节能效果显著,目前已在全国成功应用于近1 000个工业循环水系统的节能改造项目,其中有相当一部分石化企业,如上海石化、南京化工、扬子石化、大庆石化、镇海炼化、巴陵石化、中化集团、柳化股份、大化集团、上海医药集团、菱花味精、福建金纶石化、欧亚赐福集团、LG甬兴化学、辽宁化学工业公司等,正处于大范围推广应用阶段。
该技术在钢铁、石化、电力、化工、化纤、医药、冶金、楼宇中央空调、城镇区域供热、城市供热等行业中应用,与原有循环水系统相比,节能改造后综合节能率达到30% ~60%,节电率一般在20% ~85%,节能效果十分明显。两种典型工业循环水冷却系统的技术改造规模情况见表1所示。
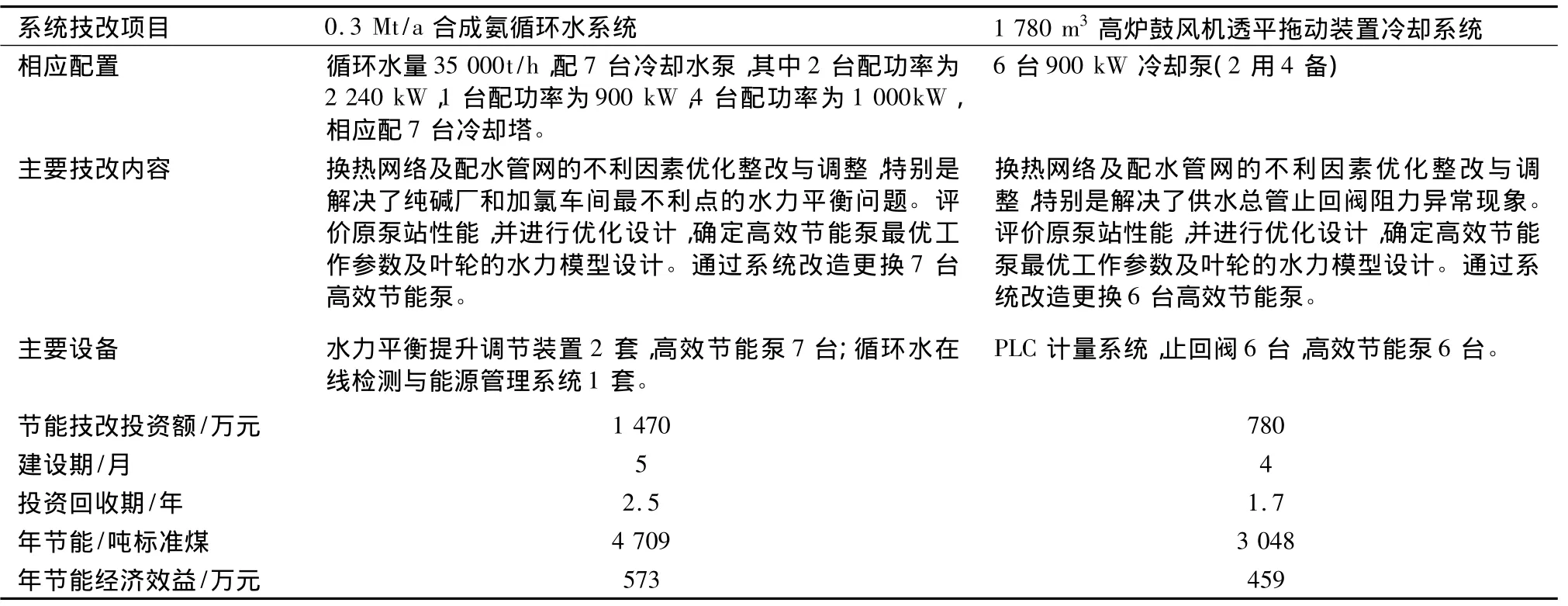
表1 两种典型工业循环水冷却系统的技术改造规模
3 应用现状
工业冷却循环水系统节能优化技术现已被列入国家发改委正式对外公布的第五批国家重点节能技术推广目录中,适用于石油化工、机械电子、钢铁冶金、食品制药、化纤、热电等相关领域中用电力驱动的循环水系统。
3.1 大庆石化公司
大庆石化公司水汽厂处理能力3 000m3/h的钢结构大型冷却塔,近年来冷却效果逐年下降,收水器老化变形,使大量的循环水漂出塔外,造成水和药剂大量损失。该厂实施了循环水系统优化技术改造,合理优化生产工艺,采用管式闭路配水取代原有设计槽式配水,通过集中配水,减少水源扩散面积,降低循环水漂滴损失率。同时,还采用薄膜点滴混装专利技术,安装了新式多波双功能收水器,可以进行二次收水,使冷却效率、填料强度和抗老化性均得到了较大提高。该项循环水系统优化改造完成后每年可节约运行费用18万余元[4]。
3.2 巴陵石化公司
巴陵石化公司己内酰胺事业部第一循环冷却水系统共有单级双吸离心泵9台,存在着水泵运行效率偏低、千吨水耗电量高等问题。采用节能技改方案通过优化水泵水力设计和结构设计及提高制造精度来增加泵本身的效率,同时通过水泵、配套电机、传动装置、管网和用水设备匹配来提高冷却水系统效率,并准确计算出用水设备和流体输送相匹配的最佳工艺点。经过节能改造后,千吨水节电率为33%。在不考虑全年多送水量的情况下,每小时节电614.1 kW·h。按全年全天运行,年总节电537.95万kW·h,年节电额约269万元,节能降耗效果显著[5]。
3.3 其他企业
扬子石油化工公司通过对催化裂化装置冷却循环水系统实施技改,每年可节省用电量395万kW·h。
杭州邦联氨纶有限公司将原先氨纶生产装置的聚酯工艺、动力车间两套独立冷却循环水系统进行优化,每年可节省用电量合计281万kW·h。
大化集团有限责任公司的合成氨联合生产装置冷却循环水系统,优化后每年节电达到1 366万kW·h。
浙江新和成有限责任公司投资3 000多万元的循环水系统优化改造项目,节能效果也非常显著。
酒钢集团不锈钢二期软环泵循环水系统中成功应用,节电率达62%以上,年节电达660万 kW·h[6]。
四川美丰集团美青氰胺有限责任公司主要生产经营化肥原料,每年综合能源消耗量达到76万t标准煤。而合成氨的工艺冷却水,其耗能在整个生产过程中是最大的,通过将水泵进行节能改造,工艺冷却水系统节电率近30%。
4 结语
常规工业循环水系统运行模式主要为恒流量运行,能耗大,普遍存在效率低、能耗高的技术难题。采用工业循环水系统节能技术进行改造,施工方便,节能效果显著,系统运行中无振动、噪音低、维护检修方便,维修工作量少,而且可以不停产进行维修。按照石化行业循环水系统的用电量占整个电耗的8% ~10%,使用优化技术后节能30%计算,通过循环水系统的节能优化至少可以为整个石油化工行业带来增长2.4% ~3%的直接经济效益。预计到2015年该技术若在相关领域推广15%,可形成的年节能能力约155万t标准煤。
[1] 冯琼,张秋红,冯平平.工业循环水运行评价和处理方案[J].橡塑技术与装备,2009,35(8):46 -50.
[2] 龙德晓,李志明.多冷却塔循环水系统的能耗优化[J].节能技术,2010,28(2):3 -6.
[3] 赵凯.工业循环水系统节能优化运行技术[EB/OL].http://wenku.baidu.com/view/d20721553c1ec5da50e27015.html,2011.8.22.
[4] 郑璐.循环水优化为行业降耗增效[N].中国化工报,2013-01-09.
[5] 吴波,赵从菊.冷却循环水系统的节能改造[J].节能与环保,2009,(11):53 -55.
[6] 唐长忠,汤中彩,沈新荣.工业循环水WECS改造技术的应用探讨[J].工业仪表与自动化装置,2013,(2):58 -61.
猜你喜欢
能源(2018年8期)2018-09-21 07:57:20
能源(2018年8期)2018-09-21 07:57:20
能源(2018年8期)2018-09-21 07:57:18
电站辅机(2017年3期)2018-01-31 01:46:40
中国公路(2017年8期)2017-07-21 14:26:20
设备管理与维修(2016年7期)2016-04-23 06:51:31
西藏科技(2015年3期)2015-09-26 12:11:11
红领巾·萌芽(2015年8期)2015-09-10 07:22:44
红领巾·探索(2015年7期)2015-09-02 05:26:30
电力需求侧管理(2014年3期)2014-03-20 13:35:43
