
PBT纤维染色牢度的研究
2014-08-12 02:37:16陈海燕闻秀银刘传生
合成技术及应用 2014年4期
陈海燕,闻秀银,刘传生
(中国石化仪征化纤有限公司研究院,江苏仪征 211900)
色牢度是指纺织品在某一环境状态下颜色的保持程度[1],是纺织品的颜色对在加工和使用过程中各种作用的抵抗力,以根据试样的变色和未染色贴衬织物的沾色来评定牢度等级。纺织品色牢度不合格容易造成染料的迁移,不仅影响服装本身的美观和其他浅色织物染色,染料中的重金属离子和有害物质还会渗入皮肤造成各种皮肤疾病,更严重的会引起癌变[2]。故作为一般使用的纤维,都希望不要出现沾染现象,以免在染色、后整理过程中造成面料颜色被沾污、染花的现象,所以除特殊用途外,纤维沾染越难越好。
PBT(聚对苯二甲酸丁二酯)纤维是近几年开发的一种新型纤维。它既具有涤纶的耐气候性、尺寸稳定性和耐绉性等,又具有锦纶的手感柔软和耐磨性[3],适用于生产针织和机织织物,并制成各类服装。PBT纤维尤其能满足高弹力且手感柔软的纺织品的市场需求。近年来,PBT纤维因其优异的物理和化学性能越来越受到人们的重视[4]。基于PBT纤维的广泛应用,对其染色的色牢度的研究就显得十分重要。笔者利用纤维的沾色来考察其染色牢度。
1 试验
1.1 纤维试样
PBT短纤:仪征化纤生产1.74 dtex×38 mm PBT短纤维;
PET短纤:仪征化纤生产1.56 dtex×38 mm PET短纤维。
1.2 试验方法与步骤
在同一染杯中,装上400 mL水,将称重好(各1 g)的两种纤维分开装在两个棉袋中,然后同时放进同一染杯中,其中一种纤维已染色,另一种纤维为空白,将染杯放进染机设备中,通过设定温度和时间,考察空白纤维被沾色情况。
2 结果与讨论
试验通过纤维Lab值的变化来判断纤维的上染情况及沾染程度。Lab是当前最通用的测量物体颜色的色空间之一,L值表示亮度,△L表示亮度差值,它是用L、a、b一组数据将一种颜色用数字表示出来,一组Lab值跟一种颜色形成一一对应关系。
a、b值为色坐标值,其中a值表示红绿方向颜色变化,+a表示向红色方向变化,-a表示向绿色方向变化。b表示黄蓝方向变化,+b表示向黄色方向变化,-b表示向蓝色方向变化。△L表示样品与标准之间的亮度差,△L为正,说明样品偏白;△L为负,
说明样品偏黑。△a值为正,说明样品偏红;△a值为负值,表示样品偏绿。同样道理,△b值为正值,
表示样品偏黄;△b值为负值,表示样品偏蓝。笔者文中采用△b来表征被染纤维与空白纤维色差程度,沾色程度。
2.1 染好蓝色的PBT纤维沾染空白PBT纤维研究
a)在不同温度下,共浴30 min后,考察染色好的PBT沾染空白PBT的情况。表1为空白纤维的
Lab值,表2为不同温度下PBT沾染PBT的Lab值,
图1为不同温度下△b随沾染温度的变化。

表1 空白纤维的Lab值

表2 不同温度下PBT沾染PBT的Lab值
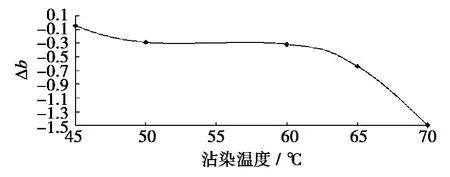
图1 不同温度下△b随沾染温度的变化
观察表2和图1中b值,随着沾染温度的升高,空白PBT纤维被沾染后蓝色逐渐加深。资料显示,PBT的玻璃化转变温度在36~49℃,温度达到45℃左右时,分子链段开始运动,染料分子可从原纤维中慢慢移出,进入空白纤维中;随着温度升高,分子链段运动加快,染料移出量增加,进入空白纤维的染料量增多,并在60~65℃中间出现一个飞跃。从△b值可较直观地看出,在60℃后△b明显下降,说明空白纤维被染色更严重。由于笔者研究的服用PBT纤维的染色牢度考虑到节能及实用,未采用更高温度试验。
b)在60℃条件下,考察了不同时间对沾染情况的影响。表3为不同时间下PBT沾染PBT的Lab值;图2为相同温度下,随着时间延长△b的变化。

表3 不同时间下PBT沾染PBT的Lab值

图2 相同温度下,随着时间延长△b的变化
观察表3和图2中b值,随着沾染时间的延长,空白PBT纤维被沾染后蓝色逐渐加深。随着时间的延长,进入空白纤维的染料分子逐渐增多,空白纤维蓝色逐渐加深,b值逐渐变小。从△b来看,更为直观,温度越高,空白纤维被沾染得越明显。
2.2 不同纤维沾染空白PBT纤维的研究
该组试验是在60℃条件下,通过将蓝色的PBT和PET纤维沾染给空白PBT纤维的难易程度,考察蓝色PBT与蓝色PET纤维的沾染差异。表4为不同时间下,被两种纤维沾染后空白PBT纤维的Lab值;图3为相同温度,不同时间下,被两种纤维沾染的空白PBT△b的变化。
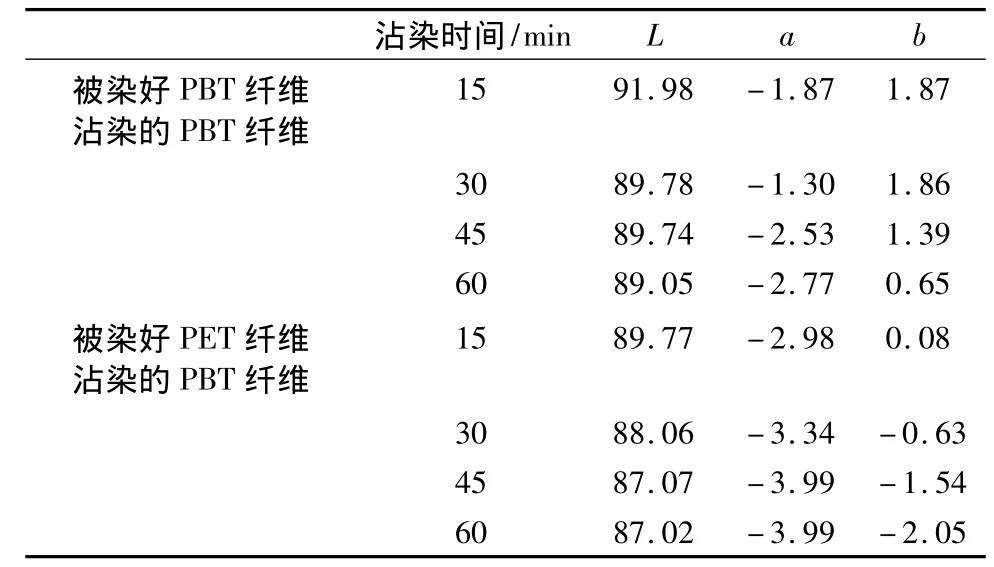
表4 不同时间下,被染好的两种纤维沾染后空白PBT纤维的Lab值

图3 相同温度不同时间下,被两种纤维沾染的空白PBT△b的变化
从表4中的b值数据可看出,在相同的沾染工艺下,上一组数据的b值明显高于下一组数据;从图3中也可明显地看出,经PET沾染的空白PBT纤维△b明显小于经PBT沾染的空白PBT纤维。这说明在同样条件下,PBT纤维没有PET纤维容易把染好的颜色沾染给其它纤维,PBT纤维的色牢度好于PET纤维。
2.3 PBT沾染不同纤维能力的比较
考察染好的PBT沾染不同空白纤维的能力。在不同沾染温度下,沾染30 min后,观察纤维Lab值变化情况。表5为不同温度下,被PBT沾染的空白PBT、PET纤维的Lab值;图4为被PBT沾染的空白PBT、PET纤维的△b值随温度的变化。
从表5中的b值数据可看出,在相同的沾染工艺下,上一组的数据明显高于下一组数据;从图4中也可明显地看出,被PBT沾染的空白PBT纤维△b明显小于经PBT沾染的空白PET纤维。说明在同样条件下,PBT纤维比PET纤维容易被其他纤维沾染,这与PBT纤维良好的染色性能相吻合。在同样的条件下,染料向PBT纤维内部的扩散速率比向PET纤维内部扩散的速率高,在相同时间与温度下的上染率比PET高[4]。同理可知,相同条件下,PBT纤维被沾色情况也严重于PET纤维。
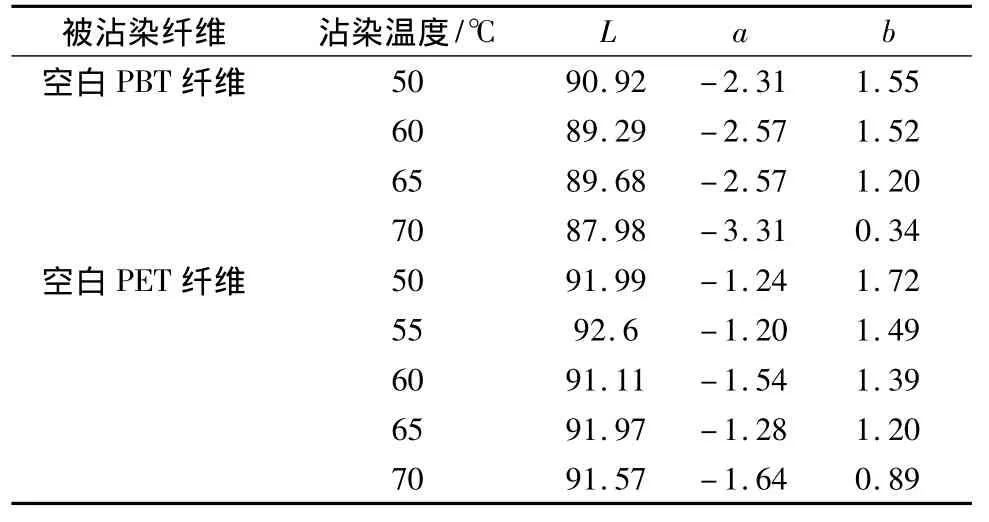
表5 不同温度下,被PBT沾染的空白PBT、PET纤维的Lab值

图4 被PBT沾染的空白PBT、PET纤维的△b值随温度的变化
3 结论
a)温度越高,PBT纤维沾色越严重;时间越长,PBT纤维沾色也越严重;
b)PBT纤维没有PET纤维容易把染好的颜色沾染给其它纤维,PBT纤维的色牢度好于 PET纤维;
c)PBT纤维比PET纤维容易被沾染。
[1] 潘葵,关晋平,夏缨.纺织品色牢度标准GB/T系列与AATCC系列差异[J].丝绸,2010.
[2] 黄大兵,祝娟.改进纺织品色牢度措施的探讨[J].中国纤检,2004:120.
[3] 姜静.PBT纤维生产、织造、染整工艺探讨[J].
[4] 余晓华.影响细旦PBT纤维染色性能因素的探讨[J].江苏纺织,2008:7.
猜你喜欢
汽车工程师(2021年12期)2022-01-18 06:02:43
古今农业(2021年2期)2021-08-14 01:43:18
青年歌声(2021年2期)2021-03-05 09:02:14
青年歌声(2020年11期)2020-11-24 06:57:20
商周刊(2018年13期)2018-07-11 03:34:10
海峡姐妹(2017年5期)2017-06-05 08:53:18
小溪流(画刊)(2017年3期)2017-03-23 18:12:18
华东师范大学学报(自然科学版)(2017年1期)2017-02-27 13:41:06
高师理科学刊(2016年8期)2016-06-15 20:27:48
中国组织化学与细胞化学杂志(2016年4期)2016-02-27 11:16:04
