
基于模型的工艺及其在零件加工工艺设计中的应用
2014-08-10 07:34田富君张红旗陈兴玉张祥祥
计算机集成制造系统 2014年6期
田富君,张红旗,陈兴玉,张祥祥
(中国电子科技集团公司第三十八研究所,安徽 合肥 230088)
0 引言
早在1997年,美国机械工程师协会(American Society of Mechanical Engineers,ASME)就开始进行有关数字化产品定义技术的研究和制定工作,并于2003年发布标准 ASME Y14.41《Digital Product Definition Data Practices》。作为该项技术的发起者之一,波音公司在波音787项目中首次应用了该项技术,并将它命名为基于模型的定义(Model-Based Definition,MBD)技术,制定了MBD技术应用规范BDS-600系列。2006年,ISO 组织借鉴ASME Y14.41,制定了ISO 16792《Technical Product Documentation——Digital Product Definition Data Practices》。2009年,国内相关技术人员根据ISO 16792,制定了GB/T 24734《技术产品文件 数字化产品定义数据通则》[1]。
MBD技术是将产品所有相关的工艺描述、属性、管理等信息都附着在产品三维模型中的数字化定义方法[2]。它使三维数模作为生产制造过程中的唯一依据,改变了传统的由三维实体模型来描述几何信息,而用二维图纸来定义尺寸、公差和工艺信息的产品数字化定义方法[3-7]。MBD技术是面向产品生命周期的数字化定义技术。然而,从目前企业MBD技术的应用情况来看,仅设计部门实现了基于三维模型的设计,工艺部门仍然采用传统的二维工程图。因此,就目前来说,MBD技术仅仅实现了基于模型的设计(model-based design),是 MBD技术在产品设计中的应用,但MBD技术在工艺设计中应用的模式还不是很明确。本文提出基于模型的工艺的概念,并以零件的加工工艺为研究对象,建立了基于模型的零件工艺管理体系,分析了基于模型定义的零件工艺信息模型,并提出了一种三维加工方法标注符号。
1 基于模型的工艺及基于模型的零件工艺管理体系
为实现MBD技术在工艺设计中的应用,本文提出了基于模型的工艺(Model-Based Process,MBP)的概念,它是指与工艺设计相关的各类信息都定义在三维产品模型中,主要包括产品制造信息(Product Manufacture Information,PMI)(尺寸公差、几何公差、表面粗糙度、注释、装夹定位基准等)和工艺设计信息(工艺基本信息、工序信息、工步信息等)。从内容上来分,MBP主要包含基于模型的加工工艺和基于模型的装配工艺。本文以零件的加工工艺为研究对象,对MBP在零件加工工艺设计中的应用进行研究。
在传统的二维机械加工工艺设计过程中,每道工序一般都有对应的二维工序图,并在工序图上标注本道工序的定位基准、加工尺寸、加工余量等信息。在三维环境下,每道工序同样都有对应的工序模型[8-9],并在工序模型上标注本道工序的加工要求。加工特征是工序模型上具有语义的几何实体,它能够同时表达几何信息和非几何信息(如尺寸公差、几何公差、表面粗糙度等)。为此,本文以工序模型为载体,通过加工特征对工序MBD模型信息进行组织,建立了基于模型的零件工艺管理体系,如图1所示。
(1)几何层
几何层由工序模型的几何信息组成,是其他非几何信息(尺寸公差、几何公差、表面粗糙度、注释等)的载体,是尺寸公差、几何公差、表面粗糙度标注的几何要素。工序模型的几何信息由模型几何和辅助几何组成,其中模型几何分为几何特征、几何形面和几何区域。几何特征是建模过程中对加工特征形状进行描述所使用的特定形状,如螺纹、倒角等;几何形面是构成加工特征形状的基本几何要素,如平面、柱面、曲面等;几何区域是几何形面上具有特定要求的部分区域,如平面上具有特殊刚度的部分区域[10-11]。辅助几何是指建模、标注过程中所使用的一些辅助几何信息,如建模过程中建立的辅助平面。
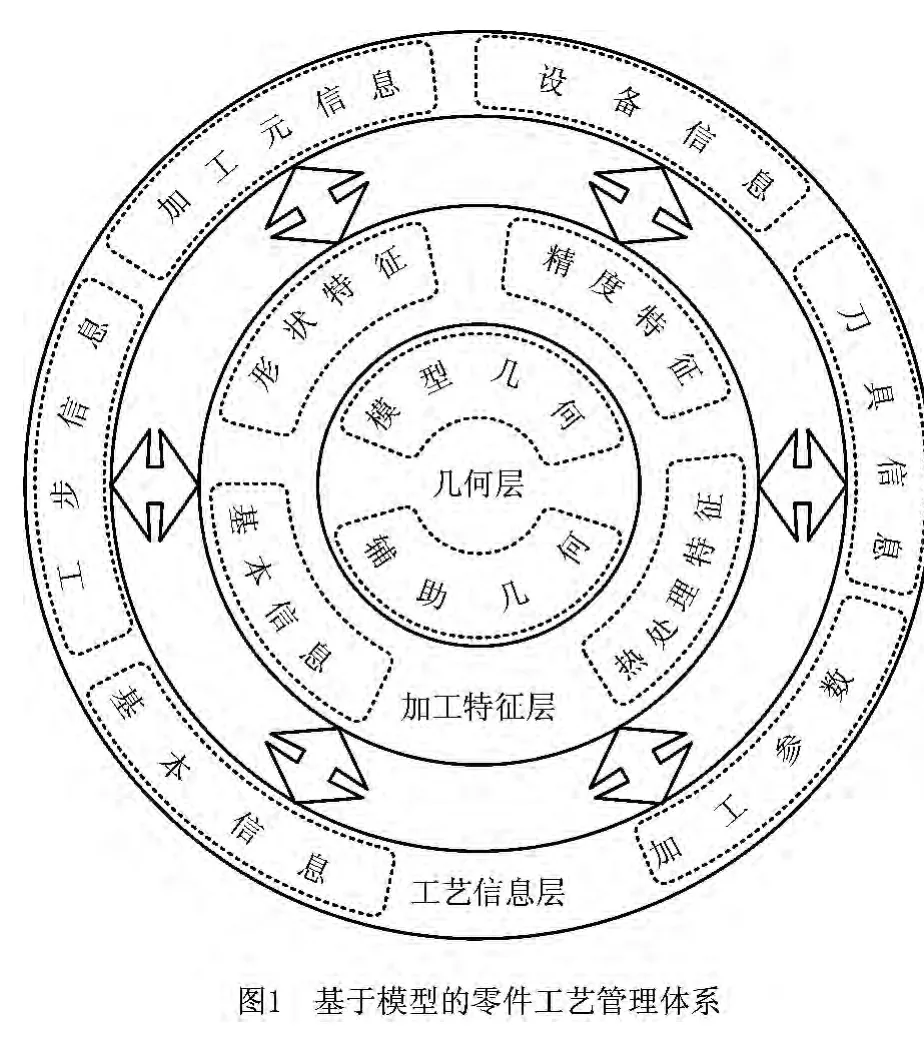
(2)加工特征层
加工特征层由工序模型上需要加工的加工特征组成。加工特征是指工序模型上一个具有语义的几何实体,它描述了模型上的材料切除区域,表达一个加工过程的结果[11]。加工特征包括特征基本信息、形状特征、精度特征和表面热处理特征。其中:①特征的基本信息包括特征名称、特征的类型等。②形状特征描述了组成加工特征的几何元素及其之间的关系。③精度特征包括尺寸(公差)、几何公差、表面粗糙度信息。尺寸(公差)包括加工特征的定形尺寸(公差)和定位尺寸(公差);几何公差包括形状公差(直线度、平面度、圆度、圆柱度)、方向公差(垂直度、平行度、倾斜度)、轮廓度公差(线轮廓度、面轮廓度)、位置度公差(同轴度、同心度、对称度)、跳动公差(圆跳动、全跳动)。④表面热处理特征是指加工特征表面不同于工序模型上其他特征的、需要进行特殊工艺处理的特征,例如外圆表面的渗碳工艺。
加工特征的基本信息通过特征的属性进行存储,属性是指产品模型特征所需要的不可见信息,这些信息与三维模型相关联,可以通过查询得到。加工特征层的精度特征和表面热处理特征通常以三维标注的形式存储在三维模型中,三维标注的类型包括尺寸(公差)、几何公差、表面粗糙度、注释和标记。
(3)工艺信息层
工艺信息层描述了零件的工艺设计信息,主要指每个工序模型的加工工序信息和辅助工艺信息。其中加工工序信息包括工序号、工序名称、加工设备以及工序包含的工步信息;辅助工艺信息指工序模型的装夹、定位基准信息。由于一次切削加工的最基本要素是加工特征以及加工特征所使用的刀具,同时为了便于加工工艺的符号化,本文提出了加工元的概念。加工元指以特征为核心的、有关特征加工所需要的信息实体,其内容包括加工特征、该特征的加工方法、加工该特征所需要的机床和刀具等制造资源以及特征的加工参数信息[8]。工步与加工元的区别在于:加工元是以特征为核心的,而工步是采用一把刀具连续完成的切削加工过程,一次切削过程有可能完成多个特征的加工,因此,工步可能包含多个加工元。工序模型的加工工序信息一般通过模型的属性进行存储,属性是指表达产品定义或产品模型特征所需要的不可见信息,这些信息与三维模型相关联,可以通过查询得到。辅助工艺信息通过符号标记的形式标注在工序模型上。
2 基于模型定义的零件工艺信息模型建立
在传统的二维工艺设计中,零件工艺信息以工艺对象(工艺、工序、工步)为核心,存储在数据库中。在MBD模式下,零件工艺信息以三维几何模型为载体,工艺设计过程中的产品制造信息(尺寸公差、几何公差、表面粗糙度)和工艺设计信息(工序信息、工步信息等)都存储在三维模型中,并与几何信息紧密关联。通过对零件加工工艺设计过程中涉及到的各类信息(零件、工艺、资源)进行分析,以三维工序模型为核心,建立了基于模型定义的零件MBD信息模型,如图2所示。

基于模型定义的零件MBD信息模型以工序模型为载体,产品制造信息(尺寸公差、几何公差、表面粗糙度等)以及工艺设计信息都定义在工序模型中。工序模型以加工特征为基本单位进行组织,加工特征对应多个加工元,加工元是组成零件工艺的最基本单元,它是以特征为核心的、有关特征加工所需要的信息实体。工序模型中的工艺设计信息包括工序信息和工步信息,这些信息通过模型的属性来进行存储。
3 一种三维加工方法标注符号
在传统的二维机械加工工艺设计过程中,二维工序图上仅仅标注了本道工序要加工的尺寸、定位基准及加工要求,工艺信息都是以自然语言来描述的,现场操作人员不得不花大量的时间来理解具体的工艺过程。符号相对于自然语言来说,直观、描述统一、便于理解。因此,若将工艺信息符号化,则可以更为直观、形象地表达工艺信息,便于操作人员更好地理解加工过程。为了实现工艺信息的符号化,本文提出一种三维加工方法标注符号,如图3所示。
(1)数量
指相同加工特征的个数。对于多个相同的加工特征,其加工方法也一样,标注时只标注一个加工方法,但相同的特征应该与加工方法标注保持查询关联性。数量要求用“1×”、“2×”等来表示。当加工特征数量为1时,“1×”可省略。
(2)加工方法标志
指加工方法的符号化表示。此加工方法标识栏框格中的内容为加工方法的符号,从加工方法符号库中获取。本文参照GB/T 3167-1993《金属切削机床 操作指示形象化符号》和 GB/T 16273.2-1996《设备用图形符号 机床通用符号》,建立了加工方法符号库,表1列出了几种常用的加工方法符号。
(3)设备信息
指加工该特征所使用的加工设备。设备信息栏框格内容为设备型号,从企业设备资源库获取。
(4)刀具信息
指加工该特征所使用的刀具类型和刀具参数信息。其中:刀具类型采用符号化表示;刀具参数包括刀具的前角、后角、副后角、主偏角和副偏角等;刀具信息从企业的资源库中获取。
(5)加工参数信息
指加工该特征所采用的切削参数信息。包括主轴转速、进给速度、切削深度、切削宽度等信息。
(6)序号
指加工特征加工的先后顺序。其中:M表示工步号,N表示该工步下的加工元加工顺序。

表1 几种常用的加工方法表示符号
4 三维工艺信息标注实例
基于以上方法,依据GB/T 24734《技术产品文件 数字化产品定义数据通则》系列标准[9],以及《机械加工工艺信息三维标注规范》等三项机械行业标准,利用VC++,对三维CAD软件Pro/E进行了二次开发,开发了机加工艺信息标注模块。该模块包括尺寸公差的标注、几何公差的标注、表面粗糙度的标注、定位和装夹符号的标注(依据GB/T 24740-2009)以及加工方法的标注等。如图4所示为加工方法标注结果。目前,该软件已经在某单位重点型号典型零件工艺设计中进行了局部应用,并通过与产品数据管理(Product Data Management,PDM)系统Windchill进行集成,将工艺设计信息直接保存到PDM系统中进行管理,通过开发专用的三维工艺信息浏览器,实现了三维工艺信息的现场发布。

5 结束语
基于模型定义的数字化工艺设计是目前制造领域研究的热点,也是难点之一。本文提出了基于模型的工艺的概念,并以零件加工工艺为研究对象,建立了基于模型的零件工艺管理体系。同时,为了实现工艺信息的三维标注,提出了一种三维加工方法标注符号,该加工方法标注符号直观、形象,为三维环境下的工艺信息表达提供了一种新方法。随着基于模型的定义技术在企业内的深入应用,基于模型的定义技术将被应用于产品生命周期中的各个阶段,因此,基于模型定义的产品生命周期管理将是下一步的研究重点和方向。
[1] SAC/TC 146.GB/T 24734-2009,Technical product documentation digital product definition data practices[S].Beijing:China Standards Publishing House,2009(in Chinese).[全国技术产品文件标准化技术委员会.GB/T 24734-2009,技术产品文件数字化产品定义数据通则[S].北京:中国标准出版社,2009.]
[2] ALEMANNI M,DESTEFANIS F,VEZZETTI E.Modelbased definition design in the product lifecycle management scenario[J].International Journal of Advanced Manufacturing Technology,2011,52(1/2/3/4):1-14.[3] QUINTANA V,RIVEST L,PELLERIN R,et al.Will model-based definition replace engineering drawings throughout the product lifecycle?A global perspective from aerospace industry[J].Computer in Industry,2010,61(5):497-508.
[4] FAN Yuqing.Model based definition technology and its practices[J].Aeronautical Manufacturing Technology,2012(6):42-47(in Chinese).[范玉青.基于模型定义技术及其实施[J].航空制造技术,2012(6):42-47.]
[5] LU Hu,HAN Shuang,FAN Yuqingi,et al.Model based digital definition technology [J].Aeronautical Manufacturing Technology,2008(3):78-81(in Chinese).[卢 鹄,韩 爽,范玉青,等.基于模型的数字化定义技术[J].航空制造技术,2008(3):78-81.]
[6] YU Zhiqiang,CHEN Song,SUN Wei,et al.Application of MBD-Based three-Dimensional module in aircraft manufacturing[J].Aeronautical Manufacturing Technology,2009(25):82-85(in Chinese).[余志强,陈 嵩,孙 炜,等.基于 MBD的三维数模在飞机制造过程中的应用[J].航空制造技术,2009(25):82-85.]
[7] LUO Wei,TONG Bingshu.Model based technology of air
craft process planning,verification and execution[J].Aeronautical Manufacturing Technology,2010(18):72-76(in Chinese).[罗 炜,童秉枢.基于模型定义的飞机数字化工艺规划、验证及执行技术[J].航空制造技术,2010(18):72-76.][8] TIAN Fujun,TIAN Xitian,GENG Junhao,et al.Process
planning method driven by process model[J].Computer Integrated Manufacturing Systems,2011,17(6):1128-1134(in Chinese).[田富君,田锡天,耿俊浩,等.工序模型驱动的工艺设计方法[J].计算机集成制造系统,2011,17(6):1128-1134.][9] WAN Neng,CHANG Zhiyong,MO Rong.Three-dimensional
new mode of machining process planning[J].Computer Integrated Manufacturing Systems,2011,17(9):1873-1879(in Chinese).[万 能,常智勇,莫 蓉.机加工艺设计的三维新模式研究[J].计算机集成制造系统,2011,17(9):1873-1879.][10] GE Chen,QIAO Lihong.Manufacturing feature information modeling and instantiation[J].Computer Integrated Manufacturing Systems,2010,16(12):2570-2576(in Chinese).[葛 晨,乔立红.制造特征信息建模及其实例化方法[J].计算机集成制造系统,2010,16(12):2570-2576.]
[11] TIAN Fujun,TIAN Xitian,GENG Junhao,et al.Modelbased definition process information modeling and application[J].Computer Integrated Manufacturing Systems,2012,18(5):913-919(in Chinese).[田富君,田锡天,耿俊浩,等.基于模型定义的工艺信息建模及应用[J].计算机集成制造系统,2012,18(5):913-919.]
猜你喜欢
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
综合智慧能源(2017年10期)2017-01-18
山东青年(2016年1期)2016-02-28
工程建设与设计(2016年1期)2016-02-27
综合智慧能源(2016年1期)2016-02-03
机械制造与自动化(2014年1期)2014-03-01
当代修辞学(2014年3期)2014-01-21
公务员文萃(2013年5期)2013-03-11
