
一起不锈钢冷轧生产线火灾的调查
2014-08-10 12:24:21王静波
山西建筑 2014年31期
王 静 波
(太原市城北公安消防大队,山西 太原 030003)
一起不锈钢冷轧生产线火灾的调查
王 静 波
(太原市城北公安消防大队,山西 太原 030003)
通过对一起不锈钢冷轧工艺生产线火灾的调查,介绍了不锈钢冷轧的生产工艺流程,并对起火时间、起火点、火灾原因进行了分析确定,提出了针对性的防范对策,对类似的火灾调查有一定的借鉴意义。
冷轧工艺,火灾,防范对策
2013年5月20日4时35分许,山西太钢冷轧工艺生产线发生火灾,火灾造成厂房过火面积1.2万余平方米,火灾烧损不锈冷轧厂房4号冷线酸洗线部分生产设备、建材,造成经济损失170余万元。
1 起火厂房的基本情况
太钢不锈钢冷轧厂是世界上规模最大、自动化程度最高的不锈钢生产厂,其宽幅生产系统2007年6月建成投产,该厂房建筑结构为高低跨布局,单间结构。单跨间距30 m,顶部钢梁结构刷有防火涂料,结构稳定,耐火等级高。厂房建筑面积近14万m2,长693 m,宽204 m,共有18个出入口,房顶最高36 m,最低18 m,厂房四周均有5 m宽的消防通道。厂房房顶每隔15 m设置有一条采光带,采光带长25 m,宽1.8 m。材质为FRP增强纤维玻璃钢。车间内除着火设备酸槽及酸槽内胶辊为可燃材料外,其他单间均为钢材加工,可燃物少。
2 起火经过
5月20日凌晨4时35分许,不锈冷轧厂房4号冷线尾部岗位人员孟某突然发现4号冷线酸洗平台电解硝酸槽区域冒出浓烟及火焰,马上通知当班班长荆某,荆某即报告调度室李某,李某立即向消防队报警。公安消防指挥中心接警并调集最大力量赶赴现场扑救火灾。与此同时,当班班长荆某组织人员撤离、切断相关阀门和停止相关生产作业区段,以及组织迎接消防队到场等工作。
3 生产工艺流程
3.1 冷轧宽幅生产系统的工艺流程
原料线→轧机→冷线→平整→精整。
共有13条生产机组,发生火情的机组是4号冷线,该线为酸洗线,高5层,全长400 m。
3.2 四号冷线工艺流程
开卷→脱脂→活套→退火→酸洗→拉矫平整→卷取。
冷轧后的不锈带钢在本机组进行退火、酸洗以及平整,生产出符合标准的不锈钢卷。
3.3 酸洗原理
在酸槽内对浸泡在硝酸溶液中的钢带去除氧化铁鳞,具体原理是电解电流通过钢带时在钢带表面形成微观爆破效应,将钢带表面的铁鳞震松、脱落,从而达到钢带表面处理的目的(使钢带由黑变白)。电解电流范围在0 A~9 500 A(极限)。5月20日夜班4号冷线生产线共配备生产人员10人,当班按照生产计划生产,连续生产6种规格钢卷,钢带宽度、厚度及速度均在工艺范围之内。
4 火灾事故调查情况
4.1 查明起火时间
据火灾第一目击人孟某(着火时在厂房尾部操作室,第一时间将火情通知当班班长)证实,其在20日凌晨4时30分许,发现4号冷线酸洗平台电解硝酸槽区域发生了火情,火势比较猛烈。根据4号冷线工艺段酸洗的速度曲线图、火灾线形感温探测、消防监控室等工作图例、动作时间等,查证相关证人证言,综合判断起火时间为5月20日4时35分许。
4.2 起火部位分析
该火灾中被烧建筑物为钢结构厂房。15号门28E- 48E立柱、16号门33E- 48E立柱、17号门40E- 48E立柱房顶过火烧损(厂房自西向东的每列立柱按照ABC…排列)。15号门北面88 m 4号冷线操控台1层,2层活套(钢结构电缆夹层兼过道)未过火,3层,4层的酸槽以及5层空跑段底部过火烧毁严重。31E-37E立柱西侧的4层,5层(酸洗部分)外侧部分烧损变形。31E-37E立柱对面外侧3层~5层(酸洗部分)钢柱部分过火变色,硝酸槽部分的钢柱过火变色程度大于其他部分。
酸洗段支撑槽体的31E-37E钢柱(对应31E-37E立柱)全部过火,其中31E-33E钢柱烟熏浓重,34E-36E钢柱过火、变色。
综合火灾现场勘验、现场工人询问笔录等判定:起火部位位于不锈冷轧厂4号冷线生产线硝酸槽段(31E-34E立柱之间)。
4.3 起火点分析
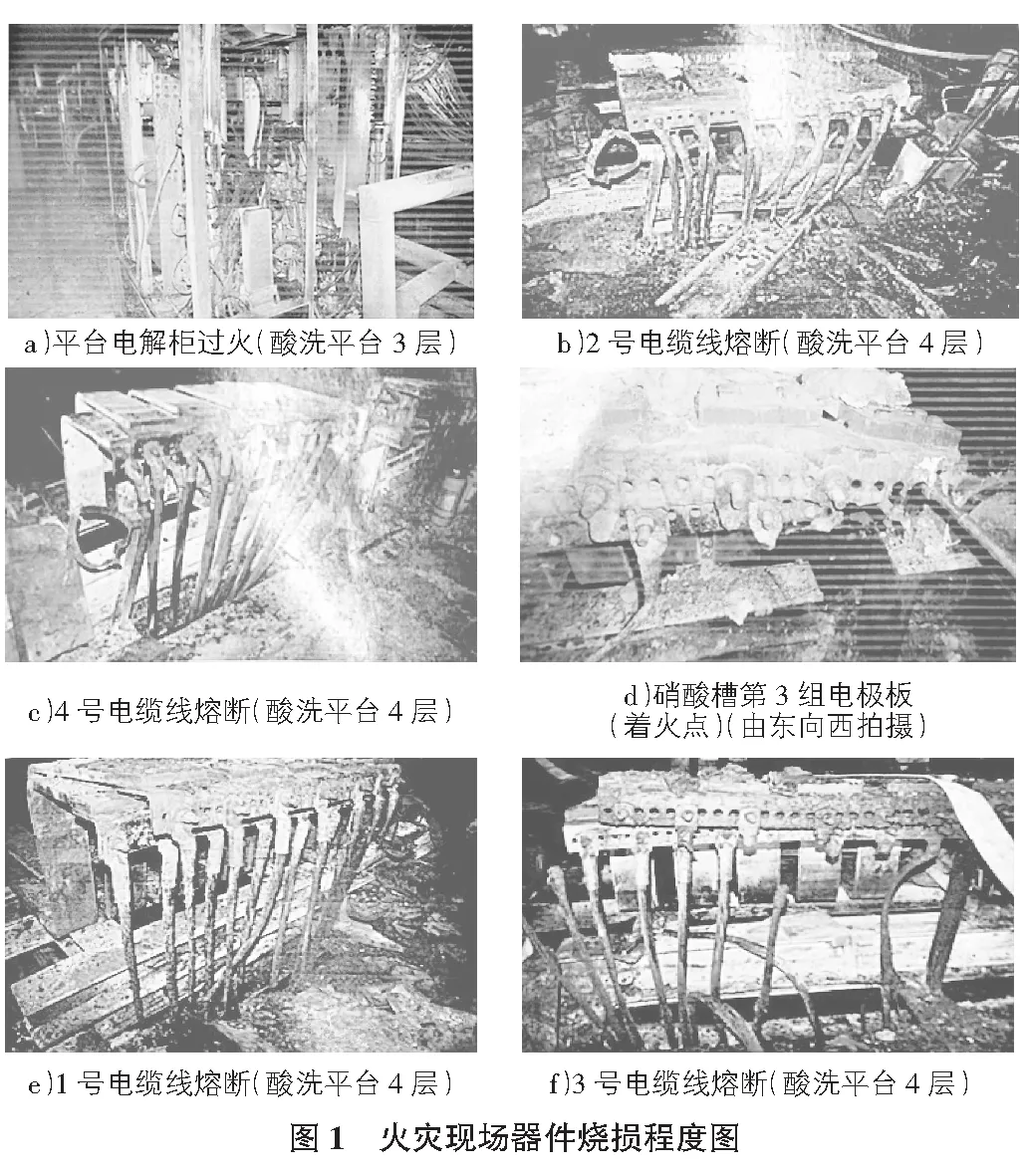
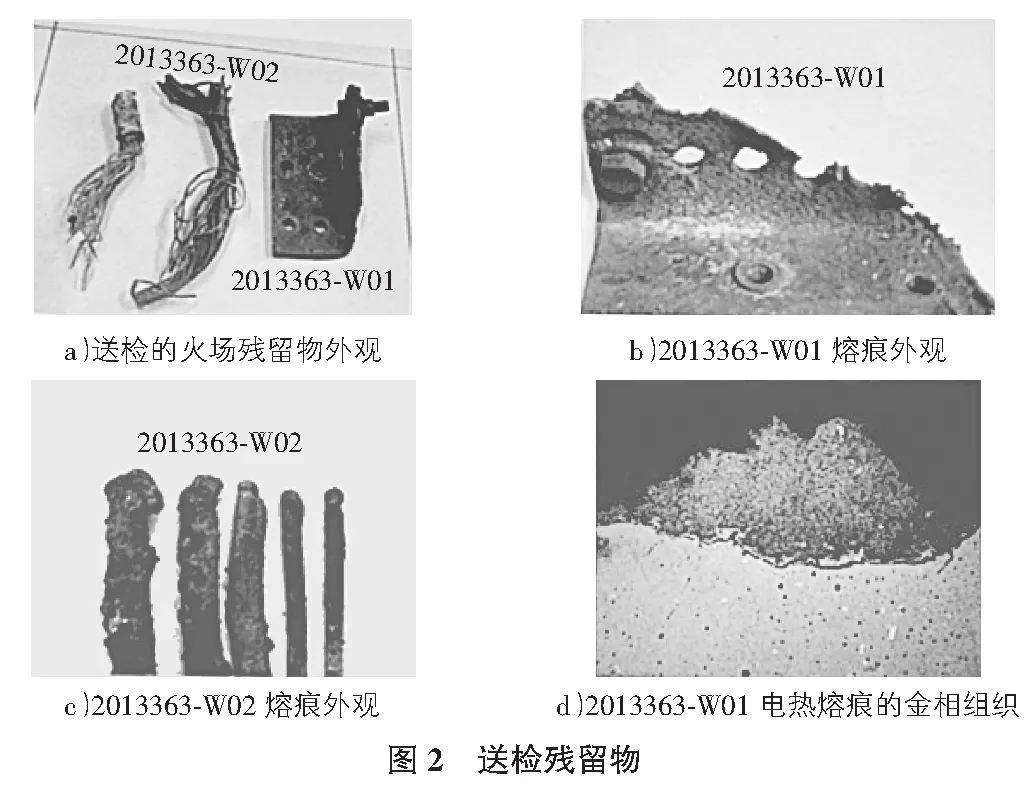
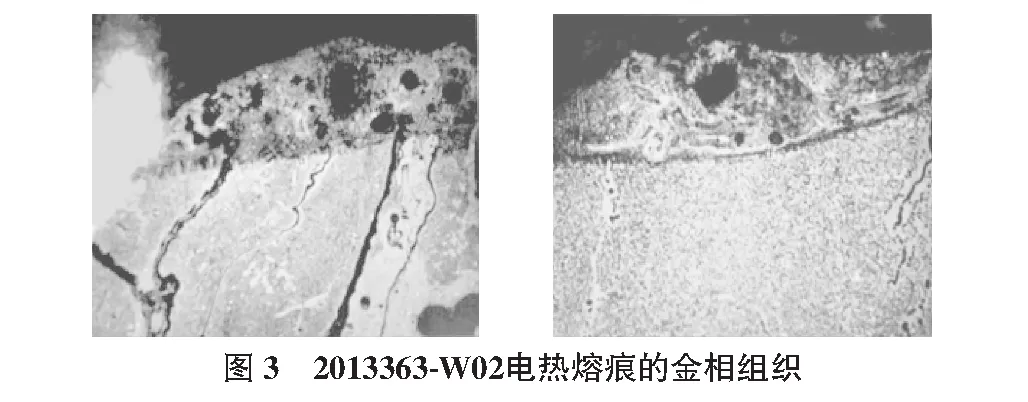
细项勘验证实。根据现场火灾痕迹,对烧损最严重的4号冷线硝酸工艺段(31E-34E立柱)从北向南进行细项勘验。发现2号硝酸槽底部完全烧毁,连接硝酸槽的4组电解柜烧损程度比1组,2组,3组烧损严重,1组,4组烧损程度相对较轻。硝酸槽、混酸槽外封闭的酸槽盖、绝缘箱、刷辊(上述器件材质均为可燃的PPH)全部过火烧毁。4组电解柜内部构造一样,分别由14根铜导线与酸槽下方电极板连接,第3组,4组电解柜内铜导线的烧损程度重于第1组,2组。酸槽部位的4层,5层钢板全部过火烧毁变形,见图1。在2号硝酸槽的熔断线路上现场提取了大量熔珠和电线粘连痕迹,通过电缆痕迹烧损程度、外观、颜色等综合比对,确定第3组电解柜接通的3号电极板连线处为起火点,并提取3号电缆接线铜板及其连接线物证(见图2),进行了电气火灾痕迹物证技术鉴定,鉴定结论为熔痕均为电热作用形成的(见图3)。
4.4 起火原因分析
根据火灾环境勘查、初步勘查、细项勘查,结合火灾痕迹物证技术鉴定,及书证、人证等,判定起火原因如下。
当天厂房除当班人员正常值班外,未发现外来可疑人员出入,可以排除掉人为纵火。
当天机组在正常生产时未安排人员动火作业及检修,生产线速度运行正常未发生故障,故可排除因检修动火作业及生产运行异常造成的着火。通过现场勘察发现4号冷线硝酸槽电解中部(2号硝酸槽)酸槽损坏最为严重,结合目击者最初发现冒烟起火的地方也是4号冷线电解硝酸槽中部。根据当班生产规格及对电解硝酸槽内环境分析认为:在硝酸电解槽中随着钢带速度、厚度变化,钢带张力也随之变化,导致钢带在电解槽中上下波动。
因此综合以上因素分析,此次起火原因为:在2号电解槽中由于带钢速度、厚度及张力变化,引起运行中的钢带波动,波动的钢带碰动电极板,造成第三组电解柜接通的3号电极板与电缆连接处的接触电阻变大引发连接处发热,从而引燃电极保护罩PPH材料。在电解槽负压作用下火及热量从电解槽体和电解槽盖间进入电解槽并在电解槽盖板下聚集,电解槽盖和电解槽内壁材料在火焰及热量的作用下发生内表面燃烧,随着内表面燃烧火焰窜出电解槽发生快速燃烧,形成火灾。电极板与电缆连接处发热与电流(生产过程中电解电流为2 750 A)、接触电阻及时间密切相关。据测算,当电流为2 750 A时接触电阻每上升1 Ω发热将增加7 562.5 W,因此发热升温,当温度达到PPH燃点(165 ℃)时,电极保护罩PPH材料发生表面燃烧。
5 预防对策
冷线酸系统采用电解硝酸工艺具有一定危险性,为保障冷线酸系统消防安全,针对工艺、设备特点,结合此次火灾事故及日常的监督工作,笔者提出一些预防对策。
5.1 技防
1)酸系统增设高清摄像监视系统。冷线酸洗平台及酸罐区已增设高清摄像头,监视器放置于头、中、尾部操作室,将酸洗全线纳入监视范围,随时监视现场动向。2)在酸槽两侧设置工业水喷淋设施。一旦发生紧急情况水喷淋系统迅速启动,水雾有效降低现场温度同时隔绝氧气供应,灭火效果较好。3)电解柜电缆桥架防涡流散热改进。冷线排查电缆走向,对可能产生涡流和发热的电缆桥架,进行桥架结构改善支垫胶木板,消除涡流和发热。4)保护罩改造。对电极板接线铜排的护罩进行改造,将冷线电极板铜排改为开放式,电缆部分进行保护,同时冷线将铜排区域的护罩切割,便于点检和观察。
5.2 物防
1)增设酸系统消火栓。由于酸洗平台较高,因此在地面消火栓需要的基础上,在冷线酸洗平台增设消火栓,一旦发生紧急情况,人员可利用消火栓强大的灭火能力进行灭火。2)对酸系统的灭火器进行重新配置、增设。冷线酸洗平台两侧每隔一个柱间设置2具灭火器(1具水雾灭火器、1具干粉灭火器)。3)电极板穿线孔改造。电极板电缆穿线孔为钢板材质,其边缘锋利存在割破电缆绝缘胶皮导致短路发热隐患,将冷线进行改造,将镀锌钢管焊接在出线孔边缘,形成圆弧状防止割破。
5.3 人防
1)就酸系统监视系统的使用(监视)与维护作出具体规定,要求机组三个操作室对酸系统进行监视,对于酸系统监视系统出现的问题,要求机组人员及时通知电气作业区进行处理。2)完善点检项目、要求、标准及记录,加强检查。合理安排酸系统点检时间:规定生产单位前半个班进行点检,防腐作业区班中两次点检,电气作业区后半个班进行点检,这样将点检时间拉长和穿插,有效避免点检时段的空白。3)加强电气防火管理。所有电气系统必须严格按照规范要求进行调整、维护、安装、使用,以免发生事故;电气作业区对电解柜、电解电缆接线等处进行测温并记录,发现异常立即处理;未经过专业管理部门、设备主体单位批准,任何人员不得在配电柜上擅自接电线,防止过载发生火灾事故;电气岗位操作人员要认真的对主配电设备、电缆进行巡回检查,并要有记录;发现异常现象及时处理,并向当班调度和主管单位领导进行汇报,同时采取措施,防止发生火灾事故;电气岗位工作人员要正确操作设备、设施,防止误操作引起火灾;当自动报警报出火警信号时,当班人员应迅速准确判断出火警方位及是否真正着火,如果真正着火时,当班人员要尽快报警并通知综合管理部,着火区域作业长,班长、调度人员,并积极组织扑救。4)加强消防设施检管,满足关键生产设备和火灾危险性较大部位的消防需求。消防设施设备齐全完好,执行日常点检、定期试验(月)和定期(月、季、年)维护、检修、技术检测,达到消防设施功能100%完好;岗位消防设施操作人员熟知消防设施的操作规程,对消防设施的操作100%会应用。
On investigation of one fire accident on stainless steel cold-rolled production line
WANG Jing-bo
(Taiyuan Chengbei Public Security Fire-Fighting Brigade, Taiyuan 030003, China)
According to the investigation on one case of fire accident on stainless steel cold-rolled production line, the paper introduces the production craft procedure of the stainless steel cold-rolling, and points out according prevention strategies by analyzing the fire time, origin of fire, and fire reasons, so as to provide some reference for similar fire accident investigation.
cold-rolled craft, fire accident, prevention strategies
1009-6825(2014)31-0278-03
2014-08-27
王静波(1978- ),男,工程师
TU998.12
A
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06 23:16:35
汽车实用技术(2022年15期)2022-08-19 02:29:58
山东冶金(2022年2期)2022-08-08 01:51:22
山东冶金(2022年1期)2022-04-19 13:40:30
江西建材(2018年1期)2018-04-04 05:26:02
工业设计(2016年11期)2016-04-16 02:48:43
商业文化(2016年36期)2016-03-01 09:28:10
电机与控制应用(2015年3期)2015-03-01 03:49:39
塑料包装(2014年2期)2014-11-29 01:19:42
中国氯碱(2014年12期)2014-02-28 01:05:11
