
连铸坯表面温度分布情况的测试研究
2014-08-08 04:29熊洪进马忠存吴华杰
中国重型装备 2014年4期
熊洪进 马忠存 吴华杰 郭 鑫
(1.北满特殊钢有限责任公司技术中心,黑龙江161041;2.北京科技大学冶金工程研究院,北京100083)
铸坯的冷却过程与铸机产量和铸坯质量密切相关,因为它直接决定铸坯的凝固状态,影响铸坯的表面质量和内部质量。铸坯表面温度是判断铸坯质量的重要参数,可以在一定程度上反映连铸坯的凝固状况,对铸坯质量有着至关重要的影响,它是优化拉坯速度、确定二冷冷却强度、判断液相穴长度等的主要依据之一[1、2]。它不仅取决于结晶器和二冷区的冷却强度,而且还受到浇铸温度、断面尺寸、钢种特性、拉坯速度和坯壳厚度等各种因素的影响。对铸坯的表面温度进行监控可以判断结晶器冷却和二次冷却的均匀性和合理性,对防止铸坯变形甚至发生漏钢事故、减少铸坯内部缺陷从而提高铸坯内部质量具有积极意义,还能为钢种凝固特性研究、凝固传热模型的建立等提供参考信息。针对铸坯表面温度的重要性,本文对北满特钢圆坯的温度情况进行了测试研究。
1 试验方法
试验采用国际先进的红外热像仪[3~5]进行测量研究连铸坯表面温度分布。红外热像仪是利用红外扫描原理测量物体表面温度分布的。它摄取来自被测物体各部分红外辐射通量的分布,利用红外探测器得到物体发射红外辐射通量的分布图像,即热像图。在扫描被测物体表面后,利用图像颜色直观地观测温度场分布,并通过相应软件提取详细的温度场信息。
本次试验以连铸断面∅650 mm的GCr15SiMn和S355NL钢种作为研究对象,分别以出二冷室、末端电磁搅拌前后、各拉矫机位置等作为测温点。
2 结果与分析
2.1 GCr15SiMn铸坯的温度分布
对GCr15SiMn铸坯的温度分布进行了测量。其工艺状态为:中包钢液温度1 483℃,过热度37℃,V=0.16 m/min。1流温度所测结果见表1,各个测温点的温度变化趋势如图1所示。
由图1可见,由于GCr15SiMn的拉速较慢,进末端电磁搅拌前,铸坯表面温度已降至850℃以下。在进拉矫机时,铸坯表面温度已降至800℃以下。这说明该钢种的二冷区配水量比较大,需要优化该钢种的二冷制度,降低冷却强度,以减少柱状晶生长,增大中心等轴晶,减少铸坯中心疏松,提高铸坯低倍质量。
2.2 S355NL铸坯的温度分布
对S355NL的铸坯温度分布进行了测量。工艺状态分别为:中包钢液温度1 537℃,拉速为0.28 m/min和中包钢液温度1 530℃,拉速0.30 m/min。结果见表2,各个测温点的温度变化趋势如图2,图3所示。

表1 GCr15SiMn铸坯在各测温点的表面温度/℃Table 1 Surface temperature of GCr15SiMn casting blank at several temperature measure locations

表2 S355NL铸坯的表面温度/℃Table 2 Surface temperature of S355NL steel bloom/℃

图1 GCr15SiMn铸坯不同位置的表面温度Figure 1 Surface temperatures of different positions for GCr15SiMn steel

图2 两种工艺状态下S355NL钢不同位置的表面温度分布Figure 2 Surface temperature distribution of different positions for S335NL steel under two kinds of process status
由图2可知,对S355NL钢的拉速越快,铸坯表面温度越高。虽然拉速0.28 m/min时的过热度比拉速0.3 m/min时的过热度高7℃,但在末端电磁搅拌和第一架拉矫机位置,0.28 m/min时的铸坯表面温度却比0.3 m/min时的约低10℃,在至第二架拉矫机时两者温度基本相同。可见拉速对S355NL铸坯表面温度的影响要大于过热度。
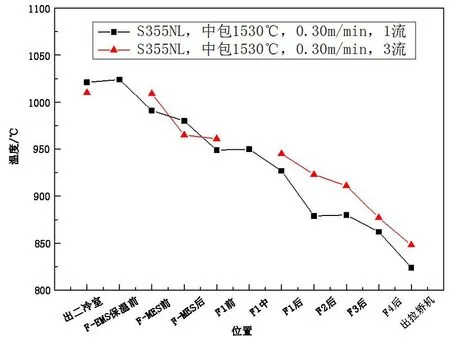
图3 S355NL钢的不同位置铸坯表面温度分布(不同流)Figure 3 Surface temperature distribution of different positions for S355NL steel (different flow)
由图3可见,对于连铸工艺参数相同,同一炉次不同流间的铸坯,表面温度仍然存在差别。这与不同流的冷却条件差别有关,虽然设定相同,但受喷淋设备维护状态、冷却水质的影响,使冷却条件略有差别。因此,在生产时要注意加强设备的维护和监控,减少因设备差别造成的铸坯缺陷等质量问题。
3 结论
通过对铸坯表面温度的测试研究,得到以下结论:
(1)对于GCr15SiMn,在进末端电磁搅拌前,铸坯表面温度已降至850℃以下,在进拉矫机时,铸坯表面温度已降至800℃以下。应优化二冷水分配,降低冷却强度,提高铸坯内部质量。
(2)对于S355NL钢,拉速对铸坯表面温度的影响要大于过热度,拉速越快,铸坯表面温度越高,调整拉速应与过热度匹配。
(3)同一炉次不同流间的铸坯表面温度也有差别。应及时查水,加强喷淋设备的检测和维护,减少铸坯柱状晶的生成,增加铸坯等轴晶的比例。
[1] 黄利,张立,王迎春.连铸二冷区铸坯表面温度综述[J].宝钢技术,2010,(1):27-42.
[2] 吴迪平,秦勤,藏勇,等.合金钢方坯连铸铸坯表面温度测试研究[C].2003中国钢铁年会论文集.北京:2003:477-480.
[3] 孙晓刚,李云红.红外热像仪测温技术发展综述[J].激光与红外,2008,83(2):101-104.
[4] 李云红.基于红外热像仪的温度测量技术及其应用研究[D].哈尔滨:哈尔滨工业大学,2010:1-13.
[5] 张娅丽,刘波,曹剑中.红外热像仪测温成像方法研究及软件实现[J].仪器仪表学报,2010,13(4):275-279.
猜你喜欢
山东冶金(2022年3期)2022-07-19
上海金属(2022年3期)2022-06-01
新疆有色金属(2022年1期)2022-03-22
安徽冶金科技职业学院学报(2020年2期)2020-08-04
重型机械(2020年4期)2020-06-29
重型机械(2019年4期)2019-09-05
中国金属通报(2019年5期)2019-07-11
火工品(2019年6期)2019-06-05
现代兵器(2016年10期)2016-10-26
安徽冶金科技职业学院学报(2015年3期)2015-12-02
