
木塑窗角的熔焊注塑复合连接试验1)
2014-08-02 03:54:10张圣源杨秀轩刘芬芬王清文
东北林业大学学报 2014年8期
赵 辉 张圣源 杨秀轩 刘芬芬 王清文
(东北林业大学,哈尔滨,150040)
木塑窗角的熔焊注塑复合连接试验1)
赵 辉 张圣源 杨秀轩 刘芬芬 王清文
(东北林业大学,哈尔滨,150040)
应用熔焊技术和注塑成型技术相结合的复合连接技术,对木塑窗进行了角部连接试验。木塑窗型材成分为60%的木粉(WF)、36%的聚乙烯(PE)和4%的马来酸酐接枝聚乙烯(MAPE)。复合连接试验由熔焊连接和注塑连接组成。通过对比不同焊接温度下的熔焊连接强度,选出进行注塑连接的最佳工艺参数,并应用Moldflow软件分析了复合连接的状况。研究结果表明熔焊注塑复合连接技术可以应用于木塑窗的角部连接问题,并且具有足够的强度。
注塑;木塑窗;熔焊;Moldflow;复合连接
近年来,随着木塑复合材料(WPC)的研究逐渐成熟,木塑产品的制备技术也日趋完善。目前,我国木塑复合材料主要用于建筑领域,如门窗、地板和吊顶等,其中木塑门窗以其优良的使用性能、物理力学性能及成本低的优势,渐渐进入人们的视野[1]。为解决当前木塑窗角采用机械连接(如螺栓连接)出现连接效率低、强度低,采用焊接出现强度低、应力集中、裂纹和引起断裂等的问题[2],本研究用熔焊与注塑相结合的方法,对木塑窗进行熔焊后,在角部注入熔融塑料,冷却固化形成内嵌的角码,加强角部连接。由于熔焊和注塑连接均是快速的连接,所以连接效率高。且注塑连接负载能力强、寿命长、连接结构安全可靠、有减振抗噪的能力,因此具有良好的应用前景[3]。应用熔焊和注塑成型技术,选取目前应用较多的挤出工艺生产的木塑窗型材作为复合连接的试件[4-5],对木塑窗扇进行角部连接,并应用Moldflow软件对注塑形成内嵌角码的过程进行深入的分析,以确定适合的连接工艺参数,为其他木塑制品的角连接提供参考。
1 材料与方法
1.1 原料
采用PE(聚乙烯)36%,WF(木粉)60%,MAPE(马来酸酐接枝聚乙烯)4%共同混粉挤出的截面尺寸如图1所示的窗扇型材。参照GB/T 8814—2004门、窗用未增塑聚氯乙烯(PVC-U)型材标准,将窗扇型材制备成试样[6],如图2所示,其中a=400 mm,根据窗扇截面尺寸可计算出e=40.7 mm,进而可知l1=201.5 mm。

单位为mm。

图2 试样制备图
1.2 仪器与设备
SHZ4-100×4500塑料门窗四位焊接机(济南精工新亚机器有限公司);润品RPWXZSJ-8100微型注塑成型机(上海润品工贸有限公司);SJS-20数显式角强度试验机(符合GB/T 8814的相关要求)(济南大唐伟业科技发展有限公司)。
1.3 试验流程及原理
试验流程如图3所示。首先,进行实验焊件的制备,进行木塑窗角的熔焊,完成初步的连接,再对焊接后的窗角上打孔进行注塑,形成内嵌的角码完成整个复合连接过程。
在本试验中,木塑窗角的熔焊注塑复合连接原理借鉴于塑料窗角部熔焊原理和塑料注塑成型原理。

图3 试验流程图
熔焊原理:焊件待焊处母材在焊机焊板高温作用下至熔化状态,然后焊件在焊机压钳压力与进给压力作用下进行对接,熔化部分发生混合,待温度降低后,熔化混合部分凝结形成焊缝,完成熔焊过程。
注塑连接原理:将经注塑机加热料筒高温加热至熔融状态的塑料熔体,经螺杆以一定的压力与速度的推动下,通过注塑机喷嘴注入窗角内腔中,经一定时间冷却、硬化定型形成内嵌“角码”完成注塑连接过程。
2 熔焊试验
由塑钢窗焊接经验可知,各因素对型材焊角强度的影响程度从大到小依次为:焊接温度、加热时间、焊接时间、进给压力,其中焊接温度的影响要远大于其他3种因素[7],故本实验中只对焊接温度的数据进行了变化,其他3种因素固定选择了以往经验的数据:焊接温度240~280 ℃,每隔5 ℃做1次焊接试验,共9组,加热时间30 s,焊接时间30 s,进给压力0.2 MPa,压钳压力0.4 MPa。
将焊接好的焊件放在角强度试验机上压裂,得到不同焊接温度下焊角的最小破坏力,该焊件的最大焊角破坏力为2 664 N,焊角最小破坏应力为29.1 MPa。角强度测试后,试件分离前后如图4所示。4组焊接效果较好的焊接强度见表1。
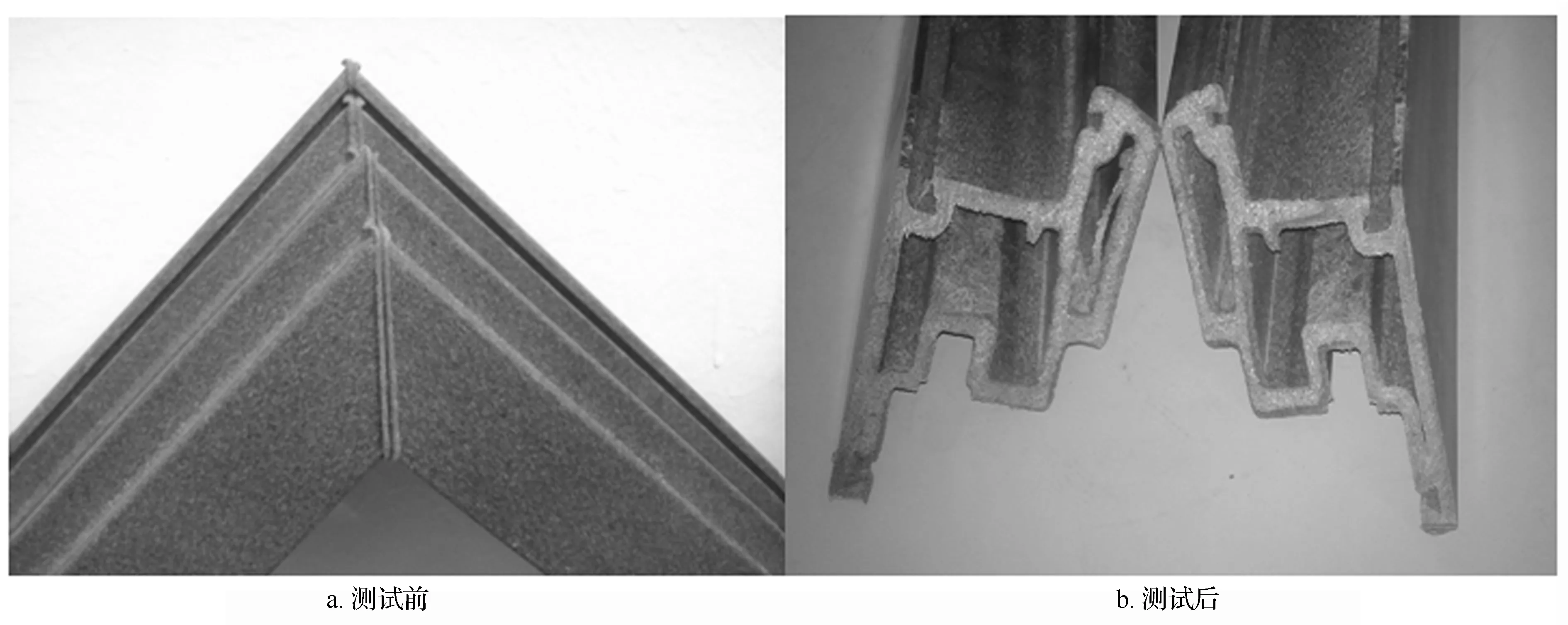
图4 角强度测试前后试件分离图
表1实验数据显示:在进行熔焊试验时,温度在245~275 ℃均可实现焊件接头表面的融化,从而完成焊接。并且在本试验的试验环境下,焊接温度在260 ℃左右时焊接效果最佳。
因此,选取参数焊接温度260 ℃,加热时间30 s,焊接时间30 s,进给压力0.2 MPa,压钳压力0.4 MPa焊接一组试件,进行注塑连接实验。

表1 不同焊接温度下焊件的焊接强度
3 注塑连接试验
3.1 Moldflow模流
MoldFlow软件用于优化制件和模具设计的整个过程,可协助模拟注塑成型过程中的充模与保压阶段,以利于预测熔胶的流动模式,提高制造品质。
利用MoldFlow软件对塑料注入木塑窗内腔的过程进行深入的分析,即对整个注塑过程进行模拟分析,找出产品可能出现的缺陷,可以提高一次试模的成功率。
选择常用塑料PE进行注塑,将经Pro/E建模形成的角码制件文件导入MoldFlow软件中,得到以下重要的分析结果。
3.1.1 最佳浇口位置
由图5可知,注塑角码上表面和侧面为最佳浇口位置,结合实验条件,为便于注塑,选择上表面中心处为浇口位置。

图5 浇口匹配性分析图
3.1.2 充填时间
分析图6可知,位于浇口附近的部分充填时间短,易于填充。而远离浇口的末端充填时间较长,完全充模时间为130.4 s。
3.1.3 充填区域
从图7可以看出,充填区域比较完整,只是在边缘部分有充填不完整的缺陷,在实际注塑时要通过调整注射速度、注射压力等来弥补这些缺陷。

图6 充填时间分析图

图7 充填区域分析图
3.1.4 注射压力
从图8可以得知,注塑角码底部所需注射压力较小,浇口位置压力较大并且从浇口到末端逐渐减小,利于充型。
3.1.5 气穴位置
从图9可以看出,气穴在角码塑件远离浇口的一端易于出现,这是由于充型时,气体被压缩到这一位置没有被及时排出所致。但是由于木塑窗型腔内排气效果良好,可以大幅度避免气穴的产生,从而保证塑件的成型质量。
3.1.6 温度分布
由图10可以看出,角码塑件浇口位置的温度最高,并逐渐降低,边缘温度最低。

图8 注射压力分析图
图9 气穴位置分析图

图10 温度分布分析图
3.1.7 Moldflow模流分析结果
利用MoldFlow软件对注塑角码的过程进行模流分析,得到结果:注射时间为130.4 s,充填后的温度为200 ℃,充填后的压力为0.09 MPa,有可能的气穴的位置在角码塑件的边缘处。依据分析结果,整个塑件能够基本充填完整,注塑机满足射胶量和注射压力等要求。得到的参数可为以后的实验作参照。
3.2 注塑连接件断面形貌观察
根据Moldflow分析结果,选择常用塑料PE进行注塑,熔胶温度为200 ℃,注射量688 g。
图11为个别有缺陷试件的断面形貌图,可以看出,存在填充不完全的现象,可能是注塑工艺不当引起的。通过适当提高注射压力及注射速度,延长注射和保压时间,可以使填充完整,补偿熔体的收缩。

图11 注塑连接件断面图
3.3 角强度测试与分析
将注塑连接后的试件拿到角强度试验机上测试复合连接强度,测得6组试件的连接角最小破坏力分别为2 660、2 820、2 862、2 650、2 834和2 826 N,最小破坏应力为28.9~31.2 MPa。与表1相比,经注塑连接后,连接角最小破坏力和最小破坏应力都有明显的提高。此外,本实验用同一台角强度试验机测量胶接对比组的连接强度,其连接角最小破坏力为804 N,最小破坏应力为8.8 MPa,两者最大相差3~4倍。由此可见,这种熔焊注塑复合连接方式在木塑窗角连接上具有很大的优势。
3.4 试验优化方案
由于木塑窗内腔为中空结构,注塑时不能形成一个密闭的空间,会使熔融的塑料向远离窗角的方向流展,从而不能在窗角处形成充实的角码,针对这种情况增加了密封的措施,设计特制的密封板如图12所示。经此设计方案优化后,有效地限制了塑料熔体的流动,在窗角处形成的角码比较充实,测得复合连接最小破坏力最小值为3 051 N,最小破坏应力最小值为33.3 MPa。复合连接强度有明显的提高。

图12 密封板设计图
4 结论
熔焊注塑复合连接工艺在木塑窗角的连接应用中,可以将两个连接件进行连接,并具有较高的强度。熔焊参数:焊接温度260 ℃、加热时间30 s、焊接时间30 s,进给压力0.2 MPa、压钳压力0.4 MPa;注塑参数:熔胶温度为200 ℃、注射量688 g的连接件,其复合连接角最小破坏力最大可以达到2 862 N,最小破坏应力稳定在30 MPa左右。实验中,注塑填充形成完整内嵌角码时,连接角的强度较高;填充形成的内嵌角码有少许缺陷时,可以通过适当提高注射压力及注射速度,延长注射和保压时间等手段提高连接强度。
本实验确定的熔焊注塑复合连接工艺参数,具有一定的连接强度,其理论与实践经验对其他木塑制品的角部连接问题具有借鉴意义。
[1] 王清文,王伟宏.木塑复合材料与制品[M].北京:化学工业出版社,2007.
[2] 李影,程瑞香,王清文,等.木塑复合材料的连接方式[J].林产工业,2010,37(1):43-45.
[3] 申长雨,李海梅,高峰.注射成型技术发展概况[J].工程塑料应用,2003,31(3):53-57.
[4] 李中秋,王清文,李影.挤出木塑复合异型材模具的设计要点[J].林产工业,2010,37(2):36-39.
[5] 周一龙,赵辉,祝虹媛.木塑复合板材的超声波直角焊接性能试验[J].东北林业大学学报,2012,40(11):116-119.
[6] 全国塑料制品标准化技术委员会.GB/T 8814—2004门、窗用未增塑聚氯乙烯(PVC-U)型材[S].北京:中国标准出版社,2004.
[7] 李才峰,韩风,姜铁竹,等.塑化度与焊接条件对PVC-U型材焊角强度的影响[J].聚氯乙烯,2004,5(3):20-22.
Welding-injection Composite Connection Performances of Wood-plastic Composites Windows/
Zhao Hui, Zhang Shengyuan, Yang Xiuxuan, Liu Fenfen, Wang Qingwen
(Northeast Forestry University, Harbin 150040, P. R. China)//Journal of Northeast Forestry University.-2014,42(8).-126~130
Composite connection, combined with welding and injection technology, was applied to corner connection of wood-plastic composite windows. Wood-plastic composites windows were made up of 60% of wood-flour (WF), 36% of polyethylene (PE) and 4% of maleic anhydride grafted PE (MAPE). Composite connection tests included welding connection and injection connection. Compared with different connection strengths under different welding temperatures, the optimal parameters can be chosen in injection connection. The connection status was analyzed by Moldflow. The welding-injection composite connection can be applied to solve the corner connection problems of the WPC windows with enough connection strength.
Injection; Wood-plastic composites windows; Welding; Moldflow; Composite connection
1) 中央高校基本科研业务费专项资金资助(DL12CB02)。
赵辉,男,1973年5月生,东北林业大学机电工程学院,副教授。
2013年10月9日。
Q958.1
责任编辑:戴芳天。
猜你喜欢
科学与财富(2019年30期)2019-10-30 11:19:00
建筑施工(2018年1期)2018-09-06 03:38:04
中国建筑金属结构(2018年4期)2018-05-23 11:09:26
制造技术与机床(2017年3期)2017-06-23 08:11:28
中国塑料(2017年2期)2017-05-17 06:13:14
材料科学与工程学报(2016年1期)2017-01-15 13:34:13
中国塑料(2016年3期)2016-06-15 20:30:00
中国科技纵横(2015年10期)2015-12-13 10:39:36
中国科技博览(2014年16期)2014-06-19 04:06:34
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
