标准化工时研究在发动机制造企业的应用
2014-07-30 10:53蔡元君
中国新技术新产品 2014年5期
蔡元君
(上海交通大学机械与动力学院,上海 200240)
工时研究是以设计最精益的工作方法为目的对每项作业动作的分解和操作时间进行的研究和测量。工时研究理论的创始人是弗雷德里克·温斯洛·泰勒。其测定了各项手工作业所需要的时间,并训练操作工按照规定的操作速度工作;同时进行分项动作研究,确定每个动作的操作规范及标准作业方法,评估并形成了科学的操作方法,确定了标准劳动时间,最终提高工作效率。泰勒开创了科学管理的先河,其理论和方法对提高生产效率、促进管理科学化和标准化起到了极大的推动作用。
1 工时研究的作用
工时研究在企业内具有广泛的应用,主要有以下两个作用:
1.1 作业的改善:通过对某项作业的工作时间进行详细的分析,研究改进点及改进方法;分析人员通过对作业进行工序分解、工序时间确定、工序改进分析、效果验证等步骤,以达到作业改善的目的,从而减少作业时间、提高人或机器的效率及利用率,提高生产线平衡率。
1.2 标准时间的制定:标准时间的制定:对于已经较完善的作业,进行标准时间的制定。在工时研究中,研究人员用秒表观察和测量一个训练有素的人员,在正常发挥的条件下各个工作单元所花费的时间,这通常需要对一个动作观察多次,然后取其平均值或进一步补充观察和测量。最后,再考虑到正常发挥的程度和允许变动的幅度,以决定标准时间。
2 常用工时研究技术简介
现在行业中较流行的工时研究技术主要有:秒表计时研究、间接时间研究、预定时间标准系统等。本文主要研究的方向为预定时间标准系统。
2.1 秒表时间研究
秒表计时研究是作业测定技术中最原始也最常见的一种方法。一般使用秒表对现场操作人员或录像中的各项动作进行观测,同时把测得的工作时间与标准化时间比较,分析动作的执行情况及评价等数据记录下来,结合企业所制定的相关政策,最后用于确定操作人员完成某项工作所必须需的标准时间的方法。
2.2 间接时间研究
间接时间研究是指通过细分作业单元,通过经验数据合成总时间的方法,该方法需要大量的数据样本和统计。
2.3 预定时间标准系统
又称时间预置法(Predetermined Time System),简称PTS,是目前国际上公认的制定标准操作的先进手段。其基本原理就是利用预先制定的各项动作时间并标准化,从而用于计算进行各种操作所需要的时间。它不需要使用秒表去现场进行直接测时,同时也避免了因操作人员不同、动作不熟练而产生的测量误差。通过计算后,加上适当的时间余量后就得到该作业的标准操作时间。
时间预置法目前常用的方法有模特法以及MOST, 都是基于行为理论的分析工具,它们将人在工作中的动作分解成若干基本单元,基于长期的动作研究以及经验数据的积累,确定了在不同的具体工作状况下,各基本单元的标准化时间。对于实际工作中的各类动作,通过这些基本单元的标准化组合,得到标准化工时。
2.3.1 模特法
模特法的基本原理是基于大量的人机工程实验,归纳如下:
①所有人工操作的动作,均可以分解为一些基本动作。
②经过大量实验数据显示,在条件相同时,不同的人员做同一动作所需的时间值基本相等。
③经大量实验数据分析所得,身体常用动作部位,完成一项动作所花费的时间互成比例,如手的动作是手指动作的2倍,前臂的动作是手指动作的3倍,因此根据这样的关系,可以直接计算其他身体部位完成一项动作的时间值。
模特法以一个正常人的一次手指动作的时间,作为它的时间单位,即1 MOD=0.129si,模特法的21种动作都以手指动一次的时间为基准来计算一项动作经拆解后的时间总值。
2.3.2 MOST( Maynard Operation Sequence Technique )
MOST是一般汽车制造企业运用过的工时研究技术,其主要有以下特点:适用范围广、方法敏感、不需要速度辅正作业、生产前可设定标准时间、适用速度快、正确性高、容易掌握。另外,MOST是 100%的成效的作业时间,不含有余裕时间 ;相对于上文提到的MOD法更为精确。MOST的时间单位为1TMU=0.036s。
根据移动物体的方式不同,MOST法可以分为以下3 类步骤模式构成。
①普通移动时序
(General Move Sequence)
②受限移动时序
(Controlled Move Sequence)。
③工具使用时序
(Tool Use Sequence)
首先,普通移动时序是指在移动某零件时,通过身体某一部位的控制,使该物体沿着不受限制的路线移动。通常是指空间上的移动,即物体在空中移动,如果对象物接触到其它物品或在移动过程中其动作受到其它对象物的制约的场合,则不适用普通移动时序。根据它的描述特点,普通移动时序可以连续分解为如下几个标准分解动作。
a.将手伸到一定距离外的一个或几个需要移动的物体;
b.用身体的某个部位,通常是操作者的手,用于控制对象物。
c.将欲被控制的对象物体移动至新的位置并且具有一段距离。
d.将对象物最终或临时放置在某个地点。
e.回到开始作业的启动区域。
为了在普通移动时序的分解中辩识清楚,将整个时序分为3 个部分,见表1。
所谓受限是指用手使物体沿着受到制约的路径进行移动。并且该物体的移动至少要受1 个方面的限制或是在其它物体上进行移动。

表1

表2
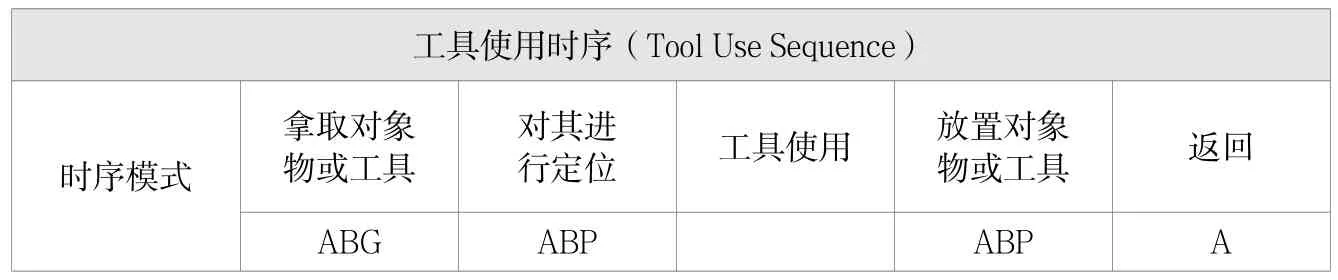
表3
需要注意的是,受限移动区别于普通移动时序点在于其移动物体的路径没有发生任何空中的移动,一切动作均是受到一定的限制。例如以下2 种情况,
a.转动可转动杆件、门或其他可旋转部件的装置。
b.在桌子上推动对象物体至其它位置的动作。

表4
如果以上两种条件都没有满足的话,则该动作就需要被考虑为普通移动时序。受限移动时序的分解也可以分为以下3 个部分。它的基本原理模型见表2。
工具使用时序,顾名思义,就是在操作过程中使用到了外部的工具,如使用螺丝刀或拧紧枪在执行一项装配作业中的动作,这也是在汽车制造行业,特别是发动机装配行业中大量存在的一项动作分解。在大多数情况下,该项作业动作都是由连续的几个作业单位组成,而且可以分解为由几个受限移动时序或由普通移动时序和受限移动时序的组合动作。比如一项普通的使用工具动作,伸手拿取拧紧枪(ABG),并使用拧紧枪(ABGM)对螺栓进行固定则可理解为一项普通移动时序以及受限移动时序的组合。但如果这样分析,就会造成大量的分析时间浪费,因此,直接开发一套常用的使用工具时间测定方法,则可大大缩短分析的时间,同时分析结果也相比之前提到的两种方式更为精确。一般常用的工具有:螺丝刀,扳手,笔,测量仪器等。
根据上述工具使用时序的特性,可以连续分解为如下5个标准分解动作
a.拿取对象物或工具;
b.在作业场所,给对象物或工具进行定位;
c.使用手动工具进行操作;
d.放置对象物或工具;
e.返回作业区域。
它的基本使用原理见表3。
以上介绍的几种MOST时间分析方法,需要在实际使用情况中融会贯通,更需要分析人员对其定义的熟悉理解,因为往往对于一项动作的理解可以从很多角度入手,但是虽然分析的角度不同,但是最终的结果也基本趋向一致。下表应用MOST对某发动机装配生产线的一手动操作工位进行的工时分析。总的时间为592.14TMU,即21.32s。见表4。
结语
在当今制造行业,特别是需要大量手工作业的企业对于时间研究的需求非常迫切,由于操作人员往往是重复性工作,因此动作的标准化以及分析动作的效率至关重要。良好的时间研究将会大大帮助生产过程减少浪费,提高人员操作水平,消除瓶颈。
目前世界上流行的工时研究技术主要为预定时间标准系统,如MOST,MOD法等;在其基础上发展起来的标准数据系统也在发展当中。随着发展的需要,对于工时研究的分析效率也提出了更高的要求,因此,标准数据系统将是未来工时研究的主流发展方向,也非常值得在广大企业得到推广。
[1]关于当代企业标准化工时的思考[Z].
猜你喜欢
中国农业信息(2021年3期)2021-11-22
军民两用技术与产品(2021年6期)2021-10-14
职工法律天地·上半月(2020年1期)2020-03-02
电子制作(2017年13期)2017-12-15
电子制作(2016年15期)2017-01-15
河南科技(2014年15期)2014-02-27
智慧与创想(2013年3期)2013-05-09