
组合机床故障实例
2014-07-25 11:22:06王跃松
设备管理与维修 2014年4期
王跃松
(第一拖拉机股份有限公司第四装配厂 河南洛阳)
轮式拖拉机专业厂,由专门的生产线完成对箱体类零件的加工,组合机床使用较广泛,如粗、精铣各端面的组合铣、多面组合钻镗及多面攻丝机等。实际使用中,因PLC程序设计不合理、液压动作顺序错误等原因,对加工造成影响。
1.PLC程序设计不合理
新购置双面组合铣,对壳体前后端面粗铣加工,机床采用卧式双面布置,中间为一个强力机械铣削工作台,滑台体就是机床床身,工作台两侧面各安装一侧底座,上面安装一个ZBXG160A强力铣削头,铣削头靠油缸在侧底座上移动,铣削头上安装机夹盘铣刀。试切加工使用约一星期后,壳体后端面突然出现加工振纹。对后端面侧铣头的机夹盘铣刀进行检查,未发现盘铣刀损坏及刀体松动现象。对夹具各定位点及辅助支承以及夹具主油缸夹紧力进行检查,确认壳体定位准确、夹紧可靠,壳体毛坯与夹具体也无干涉。后端面侧铣头压板、镶条及连接部位无松动现象,机床安装基础可调垫铁也无异常。
工序加工顺序为:夹具夹紧→滑台前进→铣削完成→两侧铣削头让刀→滑台返回→滑台到位→铣削头进刀复位(铣削位置)。
观察发现两侧铣头复位时,控制铣头锁紧与放松的电磁阀未保持。调用PLC程序,发现该动作设计为点动,这使得铣削头在加工过程中虽然进刀复位液压阀始终吸合,使铣削头保持向前进刀状态,但在未夹紧状态下没有消除与侧底座导轨的间隙及限制相对运动。由于后端面加工面大,机床使用一段时间后,首先对加工造成了影响。对PLC程序进行修改,将锁紧与放松改为自锁控制状态,排除了故障。
2.液压动作顺序错误
单面组合铣,对壳体底面粗铣加工。机床卧式单面布置,中间为液压工作台,滑台体侧面安装一侧底座,安装TX50A-F41铣削头,机夹盘铣刀。近期由于零件的改进,夹具由气动改为液压夹具,用PLC控制夹具和机床,完成自动加工过程。操作人员反映,夹紧动作完成后,零件的一角与定位支承块之间间隙大。首先排除了毛坯因素。夹具的动作顺序为:定位夹紧→支承1→主油缸夹紧→支承2。
通过观察,在以定位基准2执行完定位夹紧后,邻近加工面侧的两个辅助支承点动作,随后执行主油缸夹紧,定位夹紧旁的另两个支承点动作。按照夹紧顺序,加工面一侧被支承点抬起后,由于是一个小油缸带动楔块将支承钉顶起的结构,主油缸夹紧无法将顶起过高的支承钉压回,因为支承点处为毛坯面,而毛坯厚度的不均匀,造成夹紧后零件的一角与定位支承块之间的间隙大。
从保证夹紧可靠及降低振动对加工面影响的角度考虑,将两处支承点的动作顺序进行调换更为合理,顺序改为:定位夹紧→定位夹紧旁支承点动作→主油缸夹紧→近邻加工面侧支承点动作。
PLC程序输出Y12/13控制7/8YV元件实现支承1返回/支承,Y14/15控制9/10YV元件实现支承2返回/支承。通过修改PLC程序,改变了两支承前后顺序,故障排除。
3.增大油缸返程压力降低故障率
3面攻丝机,定位面在夹具上方,加工时主油缸将零件抬起至定位面3 mm处,主油缸两侧导柱连同升起,两导柱侧面各有一油缸活塞连接楔铁,在导柱随中间油缸升起后,楔铁插入导柱内与滚轮接触将导柱抬起,使零件最终夹紧后进行加工。加工完成后,楔铁油缸先动作,导柱落下使零件放松,间隔设定的时间延时后,主油缸连同两侧导柱降下,使零件落下。
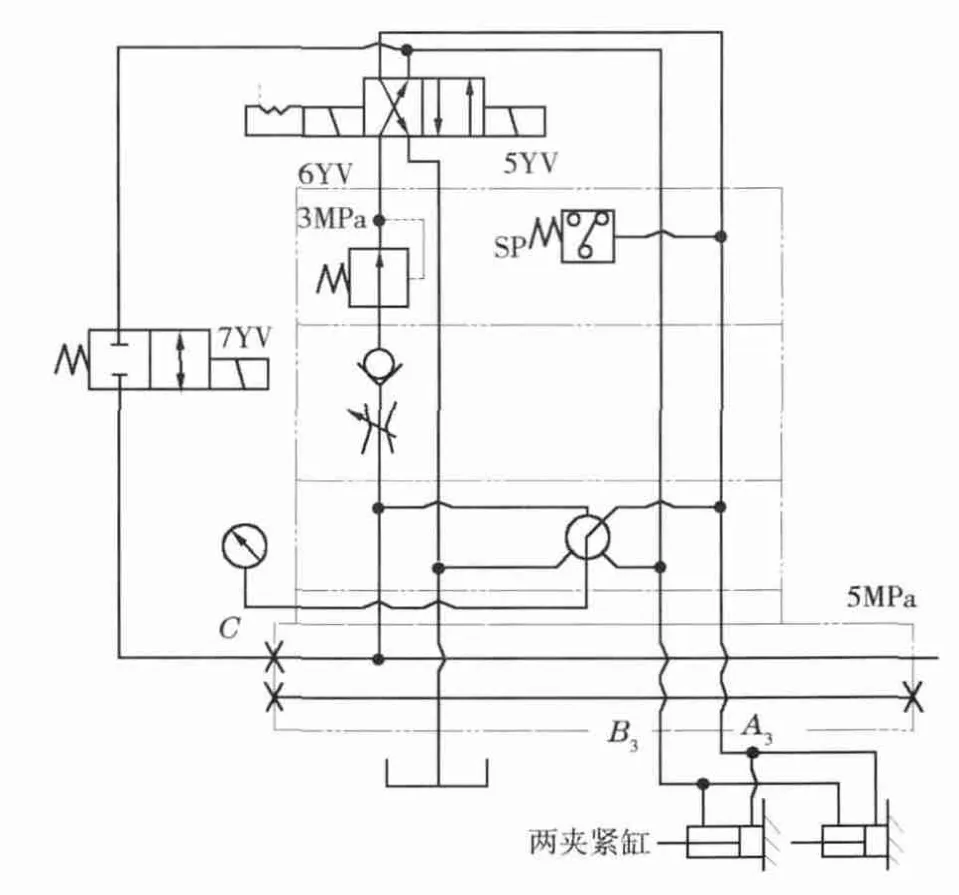
图1 改进后液压原理图
机床使用中,经常出现加工完成后两楔铁油缸放松返回动作未执行到位,主油缸就执行动作,造成楔铁与导柱卡死。通过适度加长时间延时,仍不能完全解除故障,如果时间延时过久,会对加工效率造成影响。分析故障原因有两点:①由于两楔铁油缸由同一电磁阀控制,油路串联,动作时两油缸不同步,放松返回动作时表现明显;②楔铁磨损后与导柱内滚轮摩擦力增大,油缸执行放松返回动作时动作迟缓。
改进方案①,通过加装检测开关来检测楔铁油缸动作到位情况;②改进油路,增大放松返回动作压力或流量。
方案①由于楔铁油缸位于机床底座内部,安装较困难,且维修调整不便,未采纳;采用方案②,系统设定压力为5 MPa,高于原设定压力(原3 MPa),加装一个二位二通电磁阀7YV,阀下端通过通径底板的C口直接与系统油路相连,阀上端连接左侧油缸管路(即通过B3口供油);修改PLC程序,执行夹紧动作时5YV得电,通过减压阀保持3 MPa的原设定压力经A3口供油,B3口回油,保证有效夹紧的同时避免夹紧力过大;执行放松动作时6 YV和7 YV得电,通过二位二通阀经B3口供油,A3口回油,放松压力实际为5 MPa的系统压力;由于压力增大,在执行放松动作时油缸返回速度明显变快,有效改善了动作迟缓与不同步的情况,使用效果良好。改进后液压原理图见图1。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
机械设计与制造工程(2021年5期)2021-06-15 02:43:04
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
电镀与环保(2018年1期)2018-04-04 05:21:18
金属加工(冷加工)(2018年2期)2018-03-22 09:29:52
电镀与环保(2017年6期)2018-01-30 08:33:37
制造技术与机床(2017年10期)2017-11-28 05:20:46
设备管理与维修(2016年6期)2016-03-16 02:21:54
