
选择性磨浆对杨木P-RC APMP制浆过程的优化
2014-07-24 19:02:41张美云齐书田李王芳
中国造纸 2014年2期
张美云 齐书田,* 王 建 李王芳
(1.陕西科技大学,陕西西安,710021;2.福伊特造纸(中国)有限公司,江苏昆山,215300)
·杨木P-RC APMP·
选择性磨浆对杨木P-RC APMP制浆过程的优化
张美云1齐书田1,*王 建1李王芳2
(1.陕西科技大学,陕西西安,710021;2.福伊特造纸(中国)有限公司,江苏昆山,215300)
利用纤维束筛分仪将一段高浓磨后的半成品化机浆筛分为纤维束和浆A,将纤维束用盘磨磨浆至不同游离度后回添至浆A中,制备化机浆(浆C),实施化机浆生产的选择性磨浆。研究了选择性磨浆对杨木P-RC APMP成纸性能及磨浆能耗的影响。结果表明,采用选择性磨浆,可以降低化机浆生产过程的磨浆能耗。在与对比浆游离度基本一致的情况下,对出一段高浓磨半成品浆料中的纤维束实施选择性磨浆,当纤维束磨浆至170 mL,即浆C的游离度为305 mL时,二段磨浆能耗降低13.1%,成纸松厚度提高11.6%,撕裂指数升高1.7%,但抗张指数降低10.5%,内结合强度降低16.8%。纤维束的选择性磨浆,可通过控制纤维束磨浆后的特性,调整化机浆成纸性能。
纤维束;能耗;松厚度
(*E-mail: qishutian42210@163.com)
化机浆是在传统机械浆基础上发展起来的现代清洁高效制浆新技术,具有得率高、成纸松厚度高、污染低、成本低等优点,在纸浆质量和成本上填补了化学浆和机械浆间的空缺[1]。但是化机浆在生产过程中需要大功率的高浓盘磨机,该设备消耗较高电能,在磨浆的过程中有很多电能转化成热能,造成电能的浪费,能耗较高。如何降低化机浆生产过程中的能耗受到广泛关注。有研究者[2]发现,对P-RC APMP制浆工艺第二段采用低浓磨浆能够降低能耗。Hart等人[3]和Pere等人[4]分别利用纤维素酶处理浆料,研究磨浆能耗,认为纤维素酶预处理有利于降低第二段磨浆能耗,但是酶预处理工艺难控制,处理时间较长,所以此工艺在生产实践中应用比较困难。
化机浆的生产一般需要经过两段磨浆后得到所需游离度的浆料。在实际生产中发现,木片经过一段高浓磨后,大部分木片已经被有效分离成纤维,这部分纤维将混合未分离的纤维束进行二段磨浆。因此,如果能够将这部分已经被有效分离的纤维进行筛分,仅对未分离的纤维束进行二段磨浆,将会有效降低二段磨浆的纸浆总量,从而降低磨浆能耗,本文将这种磨浆方式定义为化机浆的选择性磨浆。为了探讨这种选择性磨浆的可行性,本研究利用纤维束筛分仪对一段高浓磨后化机浆进行筛分,将筛出的纤维束与浆(定义为浆A,下同)分开收集,使用盘磨只对纤维束进行二段磨浆,磨后浆(定义为浆B,下同)按照筛出的纤维束比例回添至浆A制备产品化机浆(定义为浆C,下同),并对选择性磨浆的节能效果及成纸性能进行探讨,以期为化机浆的生产及应用提供参考。
1 实 验
1.1 实验原料
山东某厂杨木P-RC APMP生产线上经过一段高浓磨后的浆料(半成品化机浆),游离度710 mL。
1.2 实验仪器
ZSP-300盘磨机,吉林机械厂;PTI纤维束筛分仪;CSF游离度仪;MMDICH-30多媒体摄影生物显微镜;TAPPI标准抄片器,陕西科技大学机械厂;DC-HJ Y03电脑测控厚度紧度仪,四川省长江仪器厂;SEO64抗张强度仪,瑞典L&W公司;ProTear撕裂强度测定仪,美国MIT公司;KRK内结合强度仪,日本KUMAGAI RIKI KOGYO公司;PCD194E-2S4型多功能智能电表,西安亚川电力科技有限公司。
1.3 实验方法
1.3.1 纤维束筛分
取一定量经过一段高浓磨后的杨木P-RC APMP浆,浸泡24 h后,将浆料浓度调至1%,利用纤维束筛分仪进行筛分,将筛出的纤维束与浆A分开收集,浓缩测定两部分比例后备用。

图1 磨浆前后纤维形态(×400)
1.3.2 浆料准备
将筛出的纤维束浓缩至浓度25%,使用高浓盘磨磨浆。盘磨机主轴转速3000 r/min,喂料螺旋转速300 r/min,调整磨盘间隙获得不同游离度的浆B,浆B筛除纤维束后,按照1.3.1中纤维束筛出比例回添至浆A,混合均匀后制备为浆C,供成纸性能测试使用。
1.3.3 磨浆前后纤维形态的观察
取磨浆前纤维束及磨浆后不同游离度的浆B,疏解均匀,由赫氏试剂染色后在多媒体显微镜下观察纤维形态的变化。
1.3.4 手抄片的制备及成纸性能检测
取一定量的浆C,在白水循环条件下,利用TAPPI标准抄片器制备手抄片,前5张用于制白水,后5张抄造手抄片,风干,并在恒温恒湿条件下平衡水分,然后按照国家标准测定成纸性能。
2 结果与讨论
2.1 纤维束筛分
利用纤维束筛分仪筛出半成品杨木P-RC APMP中的纤维束,筛选前后浆料的纤维束含量及特性见表1。由表1可以看出,筛选前半成品化机浆中约含41.8%的纤维束;筛选后所得的浆A中纤维束含量为0。因此,筛选后的浆A可用于后续浆C的制备。

表1 半成品杨木P-RC APMP筛选前后的特性
2.2 磨浆前后纤维形态的变化
筛出的纤维束及经过二段高浓磨后的纤维(浆B)形态如图1所示。由图1可知,未经过二段高浓磨的纤维束由多根纤维黏结而成,纤维表面有少许起毛现象,这是由于其经过了一段高浓磨而造成的,但纤维均成束存在。随着磨浆的进行,纤维的细纤维化程度也在不断增加,磨至游离度为360 mL 时,纤维束已基本完全解离为单根纤维,且纤维表面有少量分丝帚化;纤维束磨至游离度为170 mL时,已经出现大量分丝帚化,并且部分细小纤维絮聚成团,当纤维束磨至游离度为130 mL及100 mL时,成团的纤维又被磨开,并且丝状细小纤维大量增加。高浓磨浆以纤维搓揉为主,因此丝状细小纤维较多,碎片状细小纤维很少。
2.3 纤维束的磨浆能耗
纤维束磨浆所制备的浆B游离度与磨浆能耗之间的关系如图2所示。由图2可知,随着浆料游离度的不断降低,盘磨对纤维所做的功越来越大,磨浆能耗不断上升,当浆B游离度为360 mL时,磨浆能耗为616 kWh/t,而浆B游离度为100 mL时,磨浆能耗达到了854 kWh/t,能耗增加了38.6%。

图2 浆B游离度对纤维束磨浆能耗的影响
2.4 纤维束的磨浆能耗对浆C能耗的影响
将浆B按照41.8%的比例回添至浆A中,组成成品化机浆即浆C,测定浆C游离度,并按照图2的能耗值计算浆C能耗,结果见表2。

表2 浆C游离度与能耗值
从表2可以看出,随着纤维束磨浆程度的增加,在浆B回添比例不变的情况下,所获得的浆C游离度不断降低,能耗不断增加。

表3 对比浆的成纸性能及能耗
注 自制成品浆是将出一段高浓磨的半成品化机浆利用高浓磨在25%的浓度下磨浆,筛除纤维束后所得。
2.5 对比浆的选择与确定
为了对比研究化机浆选择性磨浆的优缺点,实验选择了工厂成品浆和自制成品浆2种不同的对比浆样,其成纸性能及磨浆能耗见表3。
从表3可以看出,在游离度基本一致的情况下,自制成品浆具有较高的松厚度,但成纸强度较低,这可能是由于工厂成品浆在生产过程中经历了第二段漂白,漂白过程的碱性条件会降低成纸松厚度,提高成纸强度[5]。由于本研究中所获得的浆A及浆B是由出一段高浓磨的半成品化机浆制备所得,均未经历第二段漂白,因此,本研究工作选择自制成品浆作为对比浆料,与化机浆的选择性磨浆进行能耗与成纸性能的比较。
对比分析表2和表3可以看出,当实施化机浆的选择性磨浆——即仅对纤维束进行磨浆,利用纤维束所制备的浆B游离度为100 mL时,所获得的浆C能耗值与对比浆基本一致;当浆B游离度高于100 mL,在不考虑其他因素时,所获得的浆C磨浆能耗低于对比浆。当浆B游离度为170 mL、130 mL时,所得浆C游离度与对比浆游离度接近,但相比对比浆,能耗分别降低了13.1%、5.5%。
2.6 浆C与对比浆成纸性能研究
2.6.1 松厚度
不同游离度的浆C及对比浆抄造纸张的松厚度变化如图3所示。由图3可知,随着浆C游离度的降低,纸张松厚度不断下降,当浆C游离度从400 mL降到295 mL时,松厚度下降较为缓慢,共下降了1.9%;当浆C游离度从295 mL降到245 mL时,纸张松厚度急剧下降,下降了5.6%。由于组成浆C的浆A性质不变,因此,浆C抄造纸张的松厚度变化只与组成浆C的浆B纤维特性有关。这可能是在纤维束的磨浆过程中,磨浆前期主要是纤维束解离为单根纤维,此时,所得浆B的纤维粗度没有明显的变化;随着磨浆的不断进行,纤维表面不断被剥离、长度不断变小,所得浆B粗度发生较为明显的变化。从图3中还可以看出,虽然随着浆C游离度的下降,浆C抄造纸张的松厚度降低,但其松厚度均高于对比浆。当浆C游离度为305 mL时,抄造纸张的松厚度为3.81 cm3/g,比对比浆升高11.6%。
2.6.2 抗张强度

图3 纸张松厚度的变化
不同游离度的浆C及对比浆抄造纸张的抗张强度变化如图4所示。由图4可知,随着浆C游离度的不断降低,纸张抗张指数不断上升,当浆C游离度由400 mL降到305 mL时,抗张指数上升曲线较为平缓,共上升了13.5%;而浆C游离度从305 mL降到245 mL时,抗张指数上升较为剧烈,上升了27.7%,这同样是由于组成浆C的浆B所引起的,由于浆B在高浓盘磨磨浆前期,主要是纤维束在高浓磨浆作用下发生搓揉作用,单根纤维不断被剥离下来;而磨浆后期,纤维表面分丝帚化,纤维与纤维间结合面积增大,形成更多的氢键,所以抗张强度增加速度随之加快。从图4中还可以看出,只有浆C的游离度达到245 mL时,浆C的纸张抗张强度才高于对比浆。当浆C的游离度为305 mL时,其纸张抗张指数为13.4 N·m/g,比对比浆降低10.5%。

图4 纸张抗张强度的变化
2.6.3 撕裂强度
不同游离度的浆C及对比浆抄造纸张的撕裂强度变化如图5所示。由图5可知,随着浆C游离度的不断降低,纸张撕裂指数先升高后降低,当浆C游离度达到295 mL时,撕裂指数达到最大值;当浆C游离度低于295 mL时,撕裂指数开始下降。这是由于影响撕裂强度的主要因素是纤维平均长度,其次是纤维与纤维结合的数目和结合的强度,撕裂过程所需要的力一是把纤维拉脱所需的力,二是撕断纤维所需的力[6]。磨浆的前期,组成浆C的浆B在高浓磨作用下纤维分丝帚化作用明显,纤维长、细、柔软,纤维间结合面积大,摩擦阻力较大,拉脱时所需的力也较大,参与拉脱和撕断的纤维也较多,所以撕裂强度提高。随着纤维长度的不断降低,纤维之间的结合足以抵抗拉脱力,撕裂过程不是将纤维拉脱而是撕断纤维,这种情况会将撕力集中到较小的面积上,从而使撕裂强度降低。从图5中还可以看出,当浆C游离度达到305 mL和295 mL时,浆C的撕裂强度均高于对比浆,当浆C的游离度为305 mL时,成纸撕裂指数为2.12 mN·m2/g,较对比浆提高了1.7%。
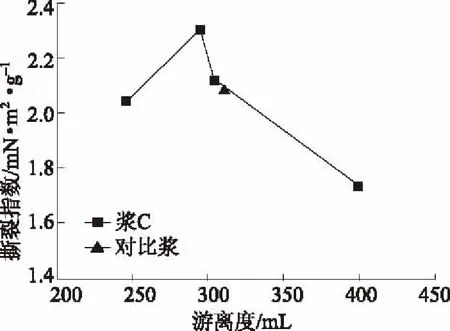
图5 成纸撕裂强度的变化
2.6.4 内结合强度
不同游离度的浆C及对比浆抄造纸张的内结合强度变化如图6所示。由图6可知,随着浆C游离度的不断下降,纸张内结合强度不断升高。当浆C游离度从400 mL降到305 mL时,内结合强度上升曲线较为平缓,上升了7.5%;而浆C游离度从305 mL降到245 mL时,内结合强度上升较快,上升了23.6%。这是由于组成浆C的浆B磨至较高游离度时,虽然单根纤维剥离出来会增大纤维间的结合面积和氢键结合,但是将浆B磨至较低游离度时大量纤维分丝帚化,纤维的细纤维化程度急剧增大,纤维间结合面积和氢键结合急剧增大,所以内结合强度增加速度加快。从图6中还可以看出,只有浆C的游离度达到245 mL时,浆C的成纸内结合强度才高于对比浆,当浆C的游离度为305 mL时,其成纸内结合强度为43.6 J/m2,较对比浆降低16.8%。

图6 纸张内结合强度的变化
3 结 论
3.1 利用选择性磨浆,可以降低化机浆生产过程的磨浆能耗。在与对比浆游离度基本一致的情况下,对出一段高浓磨半成品化机浆中的纤维束实施选择性磨浆,当纤维束磨浆至170 mL(浆B)时,即浆C游离度为305 mL时,二段磨浆能耗降低约13.1%,成纸松厚度提高11.6%,撕裂指数升高1.7%,但抗张指数降低10.5%,内结合强度降低16.8%。
3.2 纤维束的选择性磨浆,可以通过控制纤维束磨浆后的特性,调整化机浆成纸性能。
[1] LIU Yan-cheng. The Application and Trend of Chemical-mechanical Pulp[J]. Transactions of China Pulp and Paper, 2011, 26(1): 60. 刘彦成. 化机浆的应用和发展趋势[J]. 中国造纸学报, 2011, 26(1): 60.
[2] LIU Bing-yue. The Development and Current Status of Energy Consumption of China’s Pulp & Paper Industry[J]. China Pulp & Paper, 2010, 29(10): 64. 刘秉钺. 我国造纸工业能耗的发展变化与现状分析[J]. 中国造纸, 2010, 29(10): 64.
[3] Hart P, Waite D. Refining energy reduction and pulp characteristic modification of alkaline peroxide mechanical pulp(APMP) through enzymatic application[C]//Tappi Engineering Conference, Portland, 2008.
[4] Pere J, Siika-Aho M, Viitari L. Biomechanical pulping with enzymes: response of coarse mechanical pulp to enzymatic modification and secondary refining[J]. Tappi Journal, 2000, 83(5): 1.
[5] Ni Yonghao, He Zhibin, Zhou Yajun. Alkaline Peroxide Bleaching and the Properties of High Yield Pulp[J]. World Pulp and Paper, 2007, 26(3): 10. 倪永浩, 何志斌, 周亚军. 碱性H2O2漂白及其对高的率浆性能的影响[J]. 国际造纸, 2007, 26(3): 10.

(责任编辑:董凤霞)
Optimization of P-RC APMP Process by Selective Refining
ZHANG Mei-yun1QI Shu-tian1,*WANG Jian1LI Wang-fang2
(1.ShaanxiUniversityofScienceandTechnology,Xi′an,ShaanxiProvince, 710021;2.VoithPaper(China)Co.,Ltd.,Kunshan,JiangsuProvince, 215300)
The pulp at first stage refining was divided into shives and pulp A with the use of shives screens, the shives were refined to the pulp B with different freeness, then the pulp B was backfilled into pulp A in proportion, the effects of selective refining on the paper properties and energy consumption of refining were analyzed. The results showed that: selective refining could reduce the energy consumption of refining. On basis of the freeness of the resultant pulp was the same as with the self-finished pulp, when the freeness of pulp B reached to 170 mL, the freeness of pulp C is 305 mL, energy consumption of refining decreased by 13.1%, paper bulk and tear index increased by 11.6% and 1.7%, while the tensile strength and internal bonding strength decreased by 10.5% and 16.8%. The selective refining of shives could adjust the paper properties by controlling the shives refining characteristic.
shives; energy consumption; bulk
张美云女士,博士,教授;主要研究方向:高性能加工纸,特种纸原理与技术。
2013- 08- 28(修改稿)
国家自然科学基金(项目编号:31070527);陕西科技大学研究生创新基金资助项目。
TS743+.3
A
0254- 508X(2014)02- 0001- 05
*通信作者:齐书田先生,E-mail:qishutian42210@163.com。
猜你喜欢
江苏安全生产(2024年2期)2024-03-13 09:29:46
科学技术创新(2022年15期)2022-05-18 06:14:00
中国造纸学报(2022年1期)2022-05-13 03:57:54
小资CHIC!ELEGANCE(2021年41期)2021-11-08 09:43:22
中国造纸(2017年8期)2017-09-15 08:56:36
科学与财富(2017年18期)2017-07-09 17:44:05
天津造纸(2016年1期)2017-01-15 14:03:28
中国造纸(2015年7期)2015-12-16 12:40:48
造纸化学品(2015年2期)2015-11-04 06:03:22
食品科学(2013年22期)2013-03-11 18:29:20
