操作电压对双极膜电渗析回收丙烯酸丁酯废水中有机酸的影响
2014-07-19 06:44胡田宋玉栋陈叶王百党周岳溪李杰王亚娥崔俊华
环境工程技术学报 2014年6期
胡田,宋玉栋,陈叶,王百党,周岳溪* ,李杰,王亚娥,崔俊华
1.兰州交通大学环境与市政工程学院,甘肃 兰州 730070
2.中国环境科学研究院水污染控制技术研究中心,北京 100012
3.环境基准与风险评估国家重点实验室,中国环境科学研究院,北京 100012
4.河北工程大学城市建设学院,河北 邯郸 056038
丙烯酸丁酯是重要的有机化工原料和中间体,是黏合剂、压敏胶、吸水性树脂等产品的主要单体[1-3]。我国是世界上丙烯酸酯消费增长最快的国家,丙烯酸丁酯的消费量占通用丙烯酸酯消费量的70%[4]。丙烯酸丁酯生产过程中会产生大量有机废水,CODCr高达60 000 ~80 000 mg/L,最高时达100 000 mg/L 以上[5],主要污染物为丙烯酸钠和对甲基苯磺酸钠,具有资源回收价值。目前有研究和应用的丙烯酸丁酯废水处理技术以焚烧、催化湿式氧化、生物处理[6-8]等末端处理技术为主。双极膜电渗析技术可直接将水解离为H+和OH-,在不引入新组分的情况下使水溶液中的有机酸盐转化为有机酸和碱[9-11],可有效地回收酸和碱[12-14],也可用于开发多种清洁生产工艺,减少废物排放[15]、节约原料,具有显著的工业应用价值和环境效益[16-18],在高含盐废水处理方面具有广阔的应用前景[19]。李鑫等[20]的研究表明,采用双极膜电渗析技术可从丙烯酸丁酯废水中回收丙烯酸、对甲基苯磺酸和NaOH。丙烯酸和对甲基苯磺酸是丙烯酸丁酯装置酯化工段的原料,NaOH 为碱洗工段的原料,因此,回收物料具有再利用潜力。
操作电压是双极膜电渗析的重要工艺参数。目前鲜见在中试规模利用双极膜电渗析处理丙烯酸丁酯废水的研究。因此笔者采用中试规模的具有三隔室重复单元(三室型)双极膜电渗析装置从丙烯酸丁酯实际废水中回收有机酸,并考察操作电压对电渗析过程的影响。
1 材料与方法
1.1 试验装置
试验所用电渗析装置主体由溶液储罐、循环泵、三室型膜堆、直流电源和管路系统组成(图1),同时配有循环冷却系统,可及时带出装置运行产生的热量。膜堆共有20 个膜对,采用JAM- I- 10、JCM-I-10 均相膜、fumasep FBM 双极膜,膜尺寸为200 mm ×400 mm;隔板为PP 材质,厚度为0.8 mm;单张膜有效通电面积为480 cm2。阳极为钛涂钌网板,阴极为不锈钢板。
1.2 试验用水
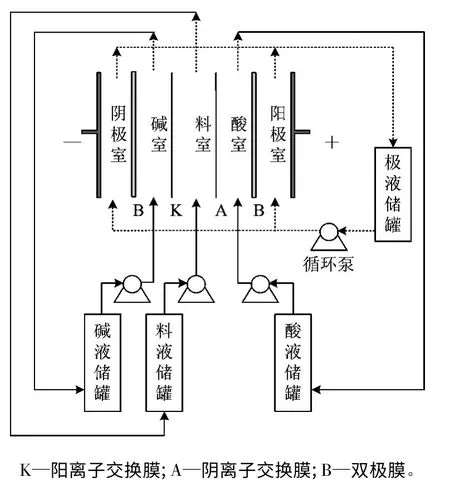
图1 双极膜电渗析装置示意Fig.1 Diagram of bipolar membrane electrodialysis system
试验用水取自某石化厂丙烯酸酯装置,经混凝沉淀-过滤-离子交换-电渗析浓缩预处理后,废水中丙烯酸根浓度约为90 g/L,对甲基苯磺酸根浓度约为20 g/L,钠离子浓度约为30 g/L。
1.3 试验方法
试验采用间歇进料循环操作模式。初始时,料室溶液为10 L 浓缩废水,酸室和碱室初始溶液均为5 L 去离子水,极室初始溶液为20 L 0.5 mol/L 的NaOH 溶液。试验过程中酸室、碱室、料室溶液的循环流量均为800 L/h,阴阳两极室的溶液循环流量为150 L/h。试验采用恒电压操作,分别在操作电压为50、60、80 和100 V 条件下进行,每3 min 记录电压、电流、料室溶液电导率,每隔30 min 记录碱室、酸室、料室的体积,并取样进行丙烯酸根和对甲基苯磺酸根浓度、电导率及pH 的测定。试验至进料室电导率低于5 mS/cm 时结束。
1.4 分析计算方法
丙烯酸钠和对甲基苯磺酸钠的浓度测定采用DIONEX ICS-1000 型离子色谱仪(戴安中国有限公司)[21];电渗析过程的能耗(Ec)、平均电流效率(η)、平均电流密度(¯i)分别按式(1)~式(3)计算[22];碱室NaOH 浓度采用滴定法测定[23];钠离子浓度采用原子吸收法测定。各室水的迁移通过质量守恒计算。式中,Ec 为电渗析过程平均能耗,kW·h/mol;Δt 为电流电压测量间隔,180 s;Ui为i 时刻的电压,V;Ii为i 时刻的电流,A;c(HA)为酸室有机酸浓度(包括丙烯酸和对甲基苯磺酸),mol/L;V(HA)为酸室溶液体积,L。

式中,N 为膜对数,文中为20。

式中,A 为单张离子交换膜的有效通电面积,cm2;T为双极膜电渗析过程的持续时间,s。
2 结果与讨论
2.1 操作电压对电流的影响
不同操作电压下的电流变化如图2 所示。由图2 可知,在不同操作电压下,电流随着电渗析的运行均呈先快速升高再平稳后降低的趋势。随着操作电压的增加,电流峰值呈增加趋势,从50 V 的9.56 A增加到100 V 的33.25 A。每个电压条件下都有一个电流稳定期,操作电压越小电流稳定期越长,从100 V 的27 min 延长到80 V 的51 min,60 V 的114 min 及50 V 的147 min;随着操作电压的增加,电渗析完成的时间也逐渐缩短,从50 V 的252 min 缩短到100 V 的75 min。这是由于料室可迁移的离子量一定,而电压越大,电流越大,即单位时间迁移的离子量越多,所需的电渗析时间越短。
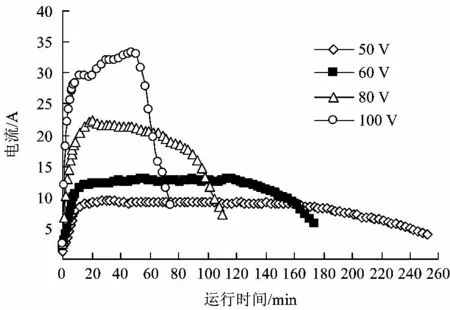
图2 不同操作电压下电流的变化Fig.2 Changes of current at different operating voltages
操作电压对平均电流密度的影响如图3 所示。由图3 可知,随着操作电压的增加,平均电流密度线性增加。操作电压由50 V 升高到100 V,平均电流密度从16.91 mA/cm2升高到55.22 mA/cm2。这是由于酸室、碱室和料室溶液均具有较高的电导率,电渗析过程不受极限电流控制。电压越大,电流密度越高,因此同等处理规模下所需的离子交换膜和双极膜的面积越小。
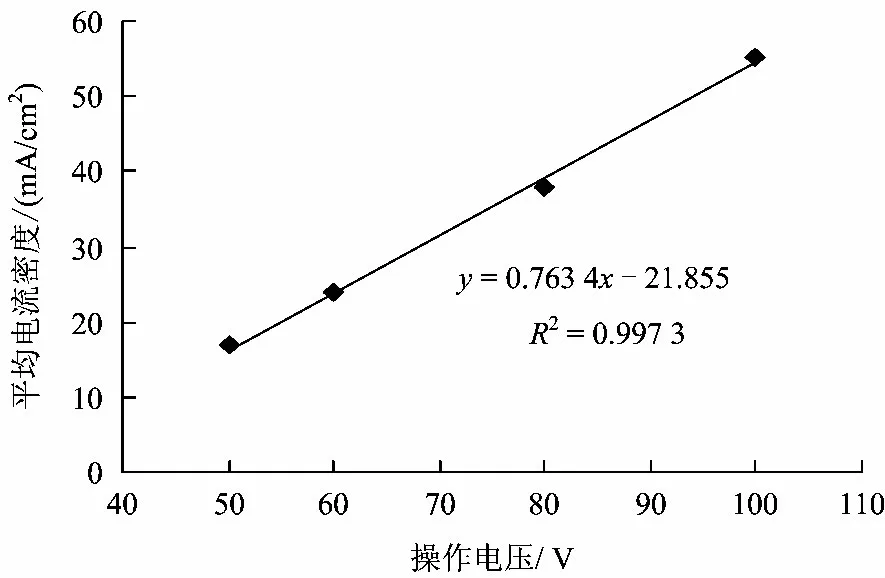
图3 不同操作电压下平均电流密度的变化Fig.3 Changes of average current density at different operating voltages
2.2 操作电压对电导率的影响
在恒压操作条件下,电流的大小取决于膜堆酸室、碱室和料室的电导率。各室溶液电导率随电渗析时间的变化如图4 所示。由图4 可以看出,随着料室电导率从50 mS/cm 左右下降到5 mS/cm 以下,碱室的电导率从接近于0 逐渐上升至160 ~167 mS/cm,酸室电导率总体呈先升高后下降的趋势,由电导率接近于0,逐渐上升到55 ~57 mS/cm,然后逐渐下降至37 ~48 mS/cm。与图2 对比可以看出,电渗析初期电流的增加是由于酸室和碱室溶液电导率的增加,而末期电流的下降是由于酸室和料室溶液电导率的下降。
酸室溶液电导率先上升后下降,与酸室溶液组成的变化有关。酸室溶液有机酸主要为丙烯酸和对甲基苯磺酸,其中丙烯酸为弱酸,25 ℃pKa为4.25,对甲基苯磺酸为中强酸,25 ℃pKa为2.8,在酸室溶液pH 条件下(pH <0.7),大部分有机酸以分子形态存在。同时由于离子交换膜的同离子迁移效应,酸室溶液中还含有一定浓度的钠离子。因此酸室溶液中的主要导电离子为丙烯酸根、对甲基苯磺酸根、氢离子和钠离子等,溶液电导率将取决于各离子的浓度,而不是有机酸分子的浓度。而且不同离子的导电性也存在差异。尽管电渗析过程中酸室有机酸浓度总体上升,但电渗析后期电导率下降的结果表明,溶液中导电离子的浓度没有同步上升,其组成和浓度均发生了一定的变化。
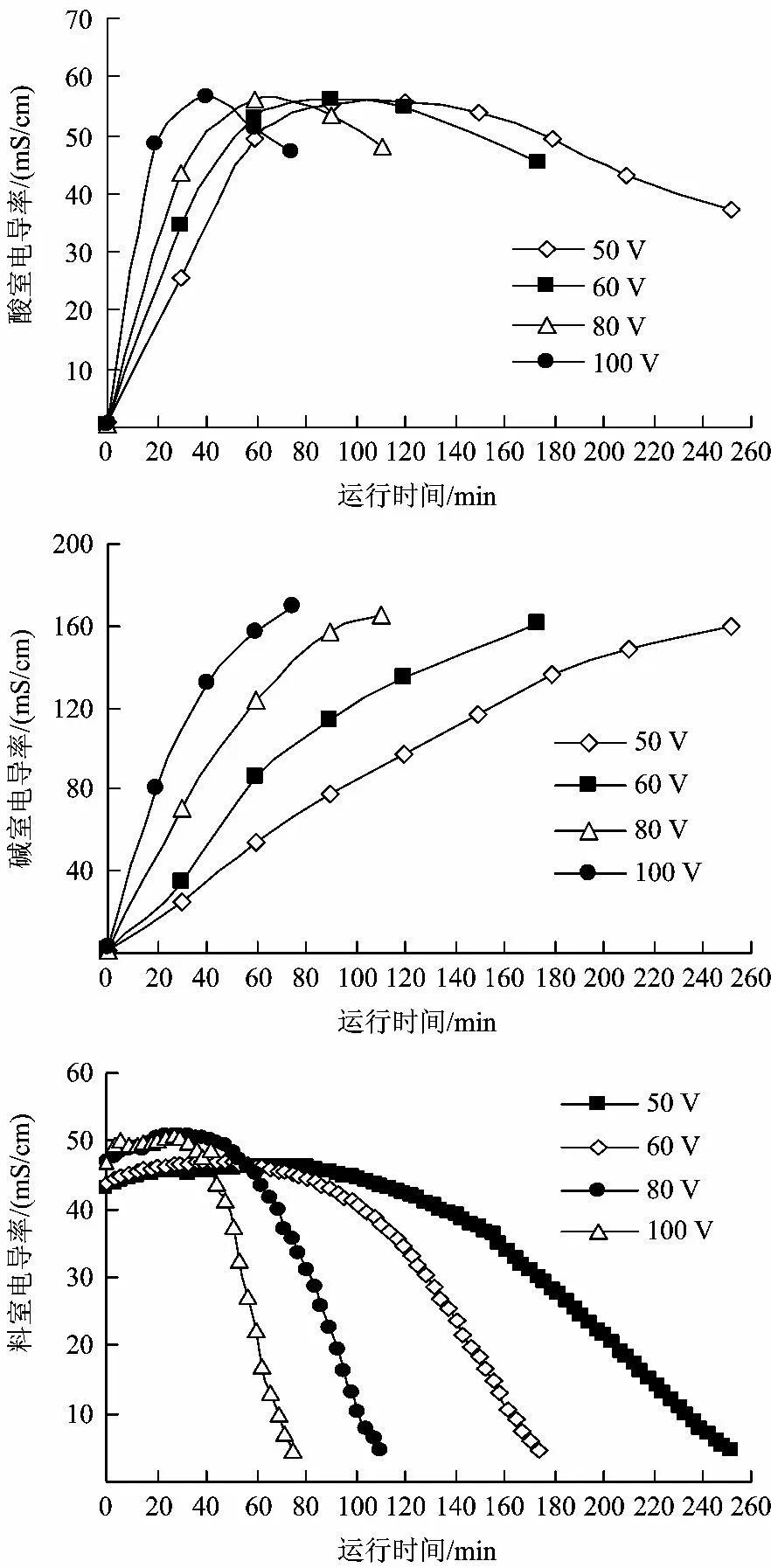
图4 不同操作电压下酸室、碱室、料室电导率的变化Fig.4 Changes of conductivity in acid chamber,base chamber and salt chamber at different operating voltages
操作电压越高,电渗析过程结束时碱室溶液电导率越高,从50 V 的160 mS/cm,上升到100 V 的167 mS/cm,说明高操作电压条件下获得的碱浓度可能更高,后续碱度的测定结果验证了这一点。
2.3 操作电压对酸碱产量的影响
操作电压对酸室的有机酸产量和碱室NaOH 产量的影响如图5 和图6 所示。由图5 和图6 可知,随着电渗析过程的进行,有机酸和碱的产量逐渐增加,且随着操作电压的增加,有机酸和碱的产生速度提高。
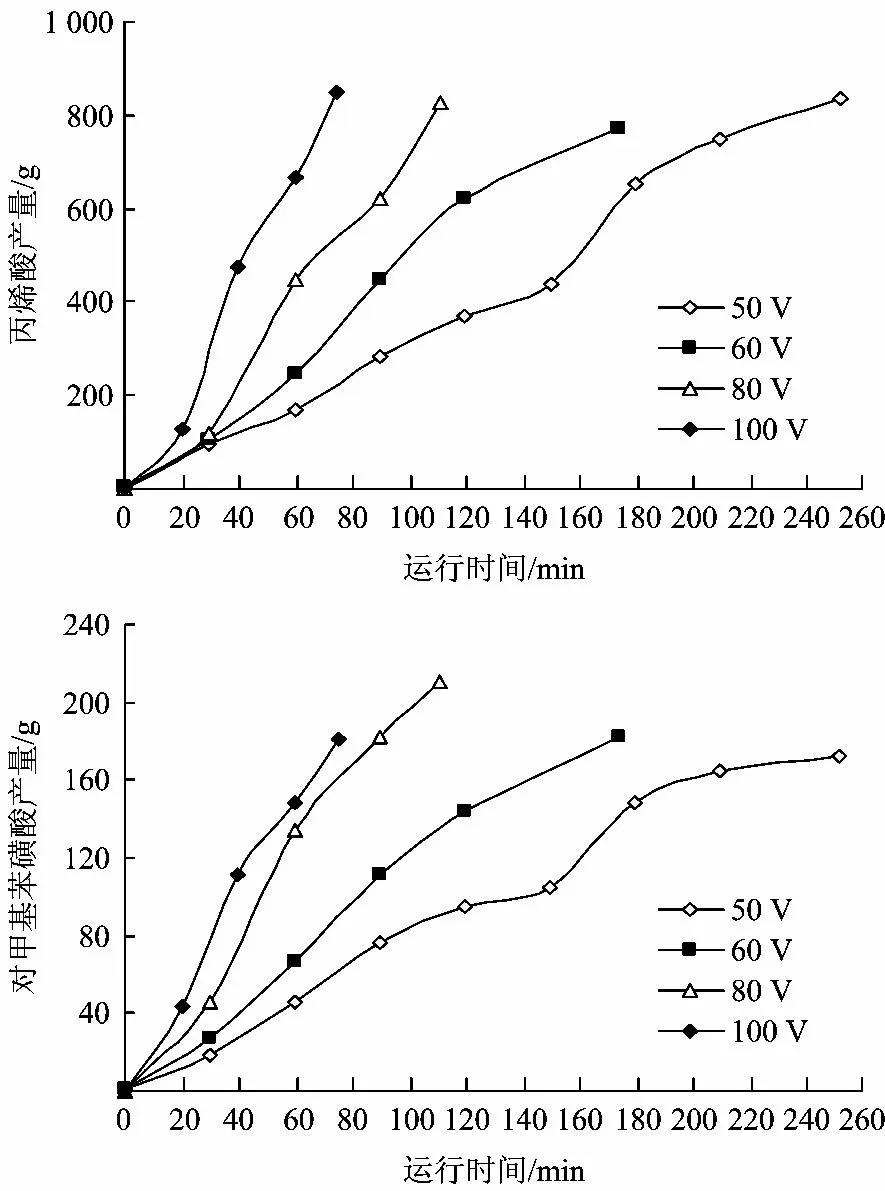
图5 操作电压对酸室丙烯酸、对甲基苯磺酸产量的影响Fig.5 Production of acrylic acid and p-toluenesulfonic acid in acid chamber at different operating voltages
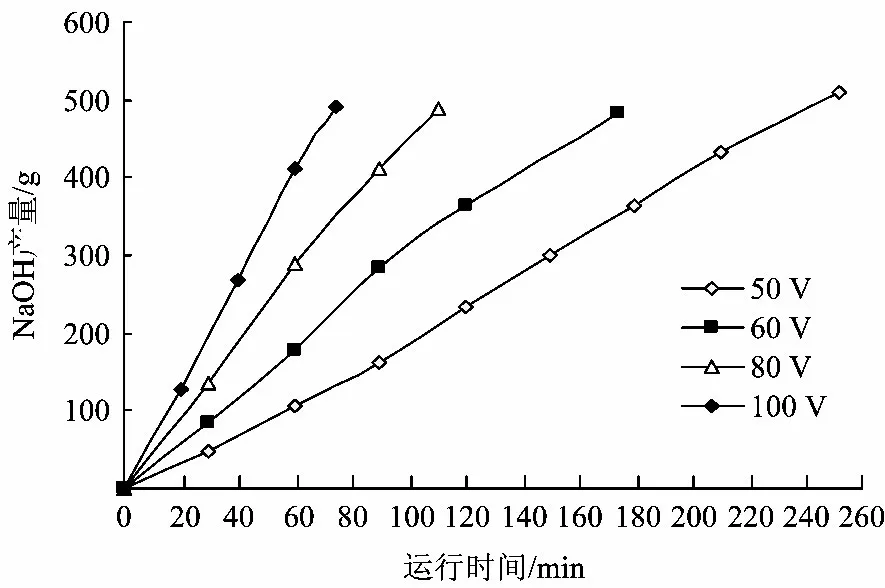
图6 操作电压对碱室NaOH 产量的影响Fig.6 Production of sodium hydroxide in base chamber at different operating voltages
电渗析结束后,操作电压为50、60、80 和100 V所对应的有机酸转化率分别为93.3%、90.4%、93.1%和94.4%。由于4 组试验中,电渗析进行的程度相近,酸室有机酸浓度和碱室NaOH 浓度主要取决于电渗析结束时酸室和碱室的体积。4 组试验结束时,碱室体积以50 V 最高,为7.2 L;以100 V最低,为6.7 L。碱室NaOH 浓度从50 V 的1.82 mol/L,上升到60 V 的1.90 mol/L,80 V 的1.98 mol/L,100 V 的2.02 mol/L。而酸室体积以80 V 最高,为10.8 L,以50 V 最低,为9.5 L。相应地酸室有机酸浓度从50 V 的1.48 mol/L,下降到60 V 的1.31 mol/L,80 V 的1.32 mol/L,100 V 的1.38 mol/L。由于料室和酸室溶液的初始体积比较低(2∶1),因此酸室有机酸浓度处于中等水平,50 V 时有机酸浓度为118 g/L。
物料衡算结果表明,电渗析结束时各室有机酸根物质的量之和(含取样带出量)占电渗析开始时有机酸根物质的量的94% ~99%,表明上述试验结果测定准确。
2.4 操作电压对水迁移量的影响
双极膜电渗析过程中酸室和碱室体积的增加,除与阴阳离子本身的迁移有关外,还与水的迁移直接相关。伴随着有机酸根离子和阳离子以水合离子形式分别从料室迁移到酸室和碱室,一部分水也从料室迁移进入酸室和碱室[24]。根据不同操作电压下酸室和碱室增加水量,分别计算得到各操作电压下伴随有机酸根和钠离子迁移的水量,结果如图7所示。由图7 可以看出,操作电压从50 V 提高到100 V 时,伴随有机酸根迁移的水量从13.1 mol/mol增加到17.6 mol/mol,而伴随钠离子迁移的水量从8.3 mol/mol 减少到6.9 mol/mol。该结果与2.3 节50 V 时所得碱室溶解NaOH 浓度最低,而有机酸浓度最高相对应。
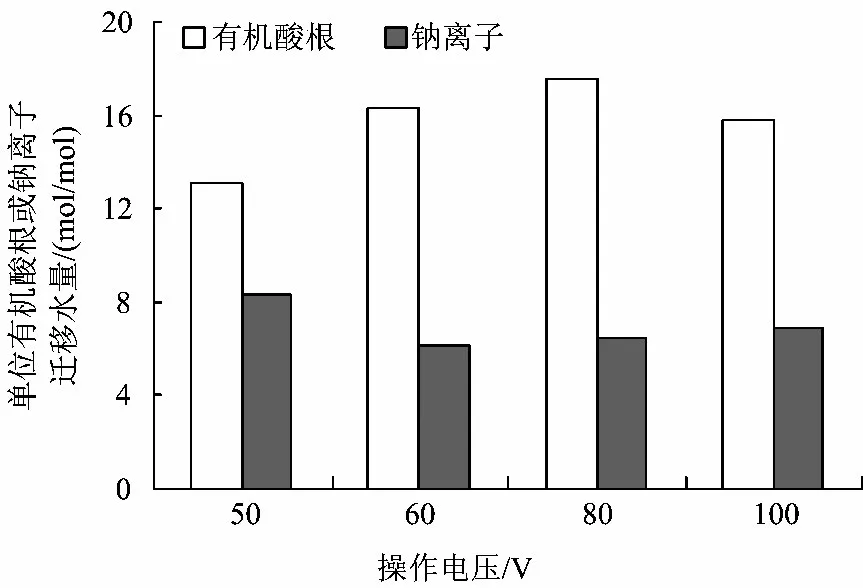
图7 不同操作电压下伴随有机酸根或钠离子迁移的水量Fig.7 Water migration with organic acid anion and sodium cation at different operating voltages
2.5 操作电压对电流效率和平均能耗的影响
操作电压对电流效率和膜堆能耗的影响如图8所示。由图8 可以看出,操作电压为50 ~100 V,其对电流效率的影响较小,电流效率稳定在64% ~66%。生成单位有机酸能耗随操作电压线性增加,从50 V 的 0.10 kW·h/mol 增 加 到 100 V 的0.20 kW·h/mol。
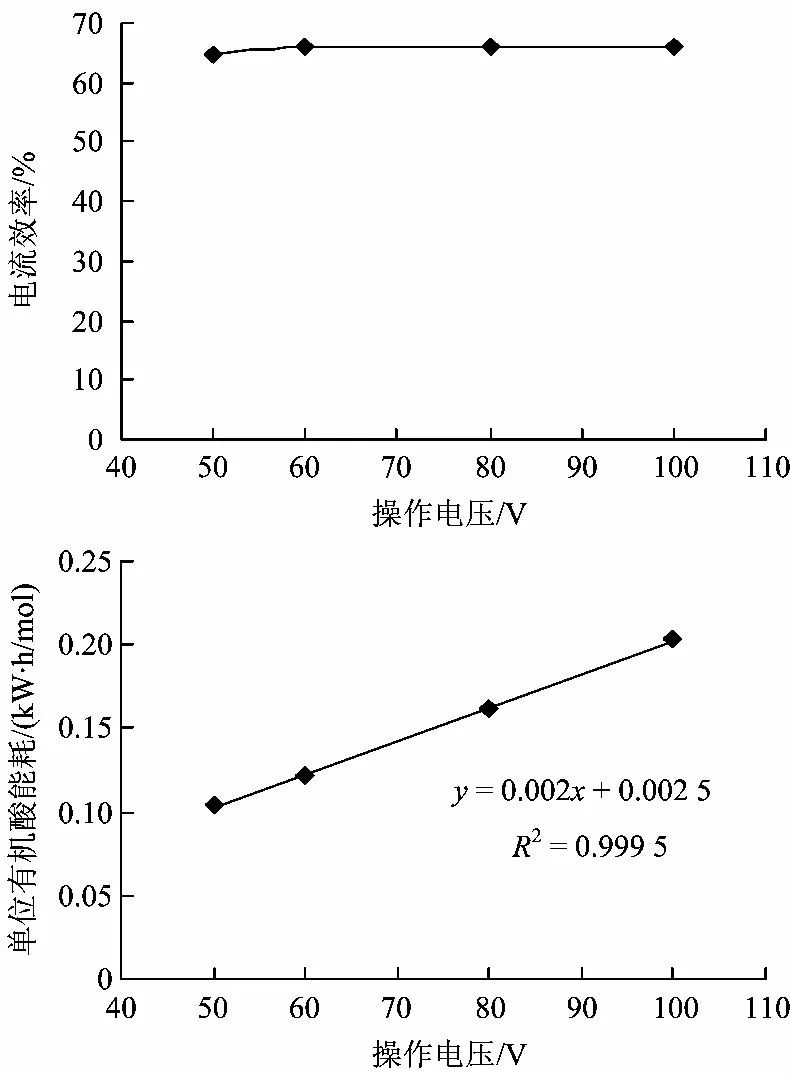
图8 不同操作电压下的电流效率和能耗的变化Fig.8 Changes of current efficiency and energy consumption at different operating voltages
操作电压受离子交换膜同离子迁移速率的影响。特别是H+在阴离子交换膜以及OH-在阳离子交换膜内由于特殊的隧道效应机理,均具有较高的离子迁移率。随着酸室和碱室溶液浓度的增加,H+和OH-分别从酸室和碱室渗透进入料室,造成电流效率下降。如采用双极膜电渗析将Na2SO4转化为H2SO4和NaOH 的过程中,当NaOH 浓度达到2 mol/L时,其电流效率在70% 以下,H2SO4达到1 mol/L时,其电流效率为60%以下[25]。此外,由于丙烯酸为弱酸,在酸室溶液中主要以分子形态存在,而丙烯酸在阴离子交换膜中具有一定的迁移速率[26],从而进一步造成电流效率的下降[27]。
由上述结果可以看出,操作电压对回收单位有机酸的能耗及所需双极膜和离子交换膜的面积具有重要影响,而且对回收有机酸的浓度也具有重要影响。因此,最优操作电压的选择需要根据具体情况综合考虑能耗、膜成本和回收物料浓度等多种因素。
3 结论
采用三室型双极膜电渗析中试装置(20 个膜对)处理丙烯酸丁酯废水,结果表明,操作电压对电渗析处理能力、能耗和有机酸浓度均具有重要影响。随着操作电压从50 V 增加到100 V,平均电流密度从16.91 mA/cm2线性增加到55.22 mA/cm2,电渗析时间显著缩短;电流效率稳定在64% ~66%,生产单位有机酸的能耗从0.10 kW·h/mol 线性增加到0.20 kW·h/mol。操作电压从50 V 提高到100 V时,伴随有机酸根迁移的水量从13.1 mol/mol 增加到17.6 mol/mol,而伴随钠离子迁移的水量从8.3 mol/mol 减少到6.9 mol/mol,使得50 V 下获得的有机酸浓度较高,而NaOH 浓度较低。
[1]邵敬铭.丙烯酸丁酯生产工艺及催化体系的改进[J].上海化工,2002(1):20-23.
[2]李株.丙烯酸酯的性能及应用进展[J]. 辽宁化工,2001,30(6):246-247.
[3]张立岩,戴伟.丙烯氧化合成丙烯酸工艺及催化剂的研究进展[J].石油化工,2010,39(7):818-822.
[4]徐海燕,王瑞.丙烯酸丁酯对甲基苯磺酸法合成反应最有工艺条件的探索[J].化工中间体,2012,9(5):39-42.
[5]李国屏.丙烯酸及其酯的废水处理[J]. 上海化工,1994(1):30-31.
[6]李莎,郑盛之,宋玉栋,等. 多级微氧生物流化床预处理高浓度丙烯酸废水[J].环境科学,2012,33(9):3167-3171.
[7]徐洁,宋玉栋,周岳溪,等. 曝气量对生物流化床处理丙烯酸丁酯废水的影响[J]. 环境工程技术学报,2013,3(3):215-219.
[8]郑盛之,宋玉栋,周岳溪,等. 厌氧接触式反应器预处理高浓度丙烯酸废水[J].环境工程学报,2011,5(3):533-536.
[9]徐芝勇,张建国.双极膜电渗析技术在有机酸生产中的应用进展[J].膜科学术,2007(3):75-79.
[10]NOVALIC S,KONGBANGKERD T,KULBE K D. Separation of gluconate with conventional and bipolar electrodialysis[J].Journal of Membrane Science,1997,1114:45-50.
[11]LEE E G,MOON S H,CHANG Y K. Lactic acid recovery using two-stage electrodialysis and its modelling[J]. Journal of Membrane Science,1997,145:53-66.
[12]VENUGOPAL K,DHARMALINGAM S. Utilization of bipolar membrane electrodialysis for salt water treatment[J]. Water Environment Research,2013,85(7):663-670.
[13]JIANG C X,WANG Y M,XU T W. An excellent method to produce morpholine by bipolar membrane electrodialysis[J].Separation and Purification Technology,2013,115:100-106.
[14]KIM K W,HYUN J T,LEE K Y,et al. Evaluation of recovery characteristic of acidic and alkaline solutions from NaNO3using conventional electrodialysis and electrodialysis with bipolar membranes[J]. Korean Journal of Chemical Engineering,2013,30(9):1760-1769.
[15]SHEN J N,HUANGJ,LIU L F,et al. The use of BMED for glyphosate recovery from glyphosate neutralization liquor in view of zero discharge[J].Journal of Hazardous Materials,2013,260:660-667.
[16]WANG X X,WANG M,JIAY X,et al.The feasible study on the reclamation of the glyphosate neutralization liquor by bipolar membrane electrodialysis[J].Desalination,2012,300:58-63.
[17]XU T W. Electrodialysis processes with bipolar membranes(EDBM)in environmental protection:a review[J]. Resources,Conservation and Recycling,2002,37:1-22.
[18]YU L X,GUO Q F,HAO J H,et al.Recovery of acetic acid from dilute wastewater by means of bipolar membrane electrodialysis[J].Desalination,2000,129:283-288.
[19]GHYSELBRECHT K,HUYGEBAERT M,VAN DE BRUGGEN B.Desalination of an industrial saline water with conventional and bipolar membrane electrodialysis[J]. Desalination,2013,318:9-18.
[20]李鑫,宋玉栋,周岳溪,等. 双极膜电渗析法回收丙烯酸丁酯废水中的有机酸[J].化工环保,2011(3):197-201.
[21]范志庆,宋玉栋,周岳溪.离子色谱法测定丙烯酸丁酯生产废水中丙烯酸和对甲基苯磺酸[J]. 中国环境监测,2010,26(3):26-28.
[22]张维润.电渗析工程学[M].北京:科学出版社,1995:192.
[23]国家环境保护总局.水和废水监测分析方法[M].4 版.北京:中国环境科学出版社,2002:120-123.
[24]康莹莹,宋玉栋,周岳溪,等. 电渗析在丙烯酸丁酯废水预处理中的应用[J].环境工程学报,2011(3):494-498.
[25]肯佩曼A J B. 双极膜技术手册[M].徐铜文,傅荣强,译. 北京:化学工业出版社,2004:194-196.
[26]陈静,宋玉栋,胡田.丙烯酸在阴离子交换膜中的传质特性研究[J].膜科学与技术,2013,3(5):38-42.
[27]JAIME-FERRER J S,COUALLIER E,VIERS P,et al. Threecompartment bipolar membrane electrodialysis for splitting of sodium formate into formic acid and sodium hydroxide:role of diffusion of molecular acid[J]. Journal of Membrane Science,2008,325:528-536. ▷
猜你喜欢
全面腐蚀控制(2022年6期)2022-07-22
中国房地产业(2022年11期)2022-05-31
化工管理(2022年8期)2022-04-08
发酵科技通讯(2021年3期)2021-09-27
阅读与作文(英语高中版)(2019年8期)2019-08-27
石油化工技术与经济(2019年4期)2019-02-14
石油化工技术与经济(2019年4期)2019-02-14
当代化工研究(2016年5期)2016-03-20
当代化工研究(2016年5期)2016-03-20
中国塑料(2015年2期)2015-10-14