
环境温度影响下并联机床的加工误差解耦*
2014-07-18 11:56吴蒙蒙许兆棠吴海兵陈小岗朱为国刘远伟
组合机床与自动化加工技术 2014年6期
吴蒙蒙,许兆棠,吴海兵,陈小岗,朱为国,刘远伟
(1. 南通大学 机械工程学院,江苏 南通,226019; 2. 淮阴工学院 江苏省数字化制造技术重点实验室,江苏 淮安 223003)
环境温度影响下并联机床的加工误差解耦*
吴蒙蒙1,2,许兆棠2,吴海兵2,陈小岗2,朱为国2,刘远伟1,2
(1. 南通大学 机械工程学院,江苏 南通,226019; 2. 淮阴工学院 江苏省数字化制造技术重点实验室,江苏 淮安 223003)
为了反映环境温度对并联机床加工误差的影响,对将单一因素造成的误差从综合误差中分离出来的解耦方法进行了研究。采用闭环矢量法建立并联机床的运动学反解方程,基于该方程,通过优化的方法建立误差模型,仿真得到了环境温度对并联机床加工误差的影响;然后,仅改变环境温度这一因素完成了一组对比试验,通过比较求差法对该误差进行了解耦验证。研究表明,环境温度变化对并联机床的加工误差存在影响,且该误差随着刀轨半径的增大而增大。
并联机床;环境温度;加工误差;试验解耦
0 引言
当并联机床的工作环境温度偏离标准温度时,其各驱动杆杆长产生变化,从而使得并联机床的末端执行点(刀尖点)产生位置误差,即机床会产生加工误差。
目前,国外学者 Heisel. U[1]对工业机器人工作过程中的热变形误差进行了探讨,并指出该误差需要补偿;Eastwood. S[2]提出了并联机床热变形误差的一种补偿方法,并进行了试验验证。国内学者研究微动工作台[3]定位精度时,考虑了环境温度的影响,而在研究并联机床的加工误差时,多从铰点位置误差、铰链间隙误差、动力学误差等方面[4-7]进行。另外,在误差解耦方面,金振林[8]提出了通过选择初始装配位姿的解耦方法;黄鹏[9]使用遗传算法选择测量位姿,提出了一种误差辨识的分析方法;Mansour. A[10]用相对位置误差测试系统进行了并联机构的标定试验,为结构尺寸解耦提供了试验方法。这些研究,未从环境温度方面对并联机床加工误差进行分析与解耦,相关研究少见报道。
采用闭环矢量法建立并联机床的运动学方程,通过优化的方法建立误差模型,仿真得到了环境温度这一因素对并联机床加工误差的影响,并通过比较求差法对该误差进行了试验解耦,同时验证了误差建模方法的正确性。
1 误差解耦方法
并联机床的工作环境温度、铰链间隙、动力学、机床控制软件等各自产生的误差综合在一起后形成了综合误差。为尽可能消除铰链间隙、动力学等带来的影响,将环境温度这一因素产生的误差从综合误差分离出来,采用比较求差的方法进行解耦。该方法分两步进行:
(1) 理论计算。在标准温度下,根据机床的运动方程,计算得到刀尖点的位置;在当前环境温度下,根据误差模型,计算得到刀尖点的位置;两次刀尖点位置之差为环境温度引起的机床加工误差。
(2) 试验验证。在标准温度下加工样件,得到该样件的加工误差;在偏离标准温度的当前环境温度下,以相同的加工参数加工相同样件,得到该样件的加工误差;这两个误差之差,则为环境温度因素产生的加工误差。
2 误差分析
2.1 运动学反解方程
以BJ-04-02(A)交叉杆型并联机床(以下简称并联机床)为研究对象,该机床进给机构主要由定平台、动平台、驱动杆构成。机床实物图和结构图如图1所示。图1b中Bi表示定铰链中心,bi表示动铰链中心,i=1,2,...,6。
在该机床上建立2个坐标系:①在定平台上建立定系O-ξηζ,其原点O在定平台铰点分布平面的中心;②在动平台上建立动系P-xyz,其原点P在动平台的几何中心。

(a) 实际机床
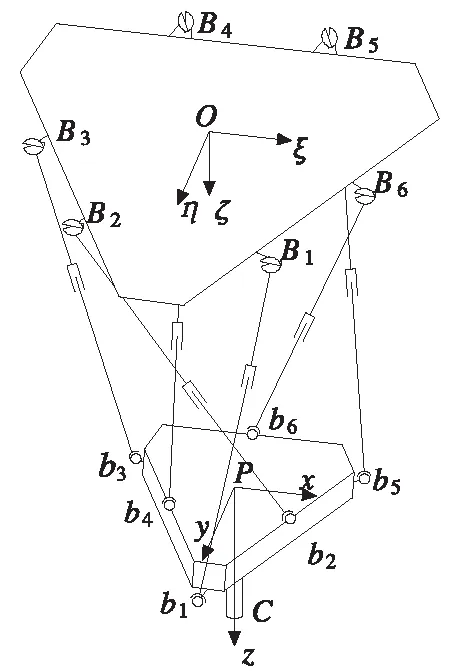
(b) 结构简图图1 BJ-04-02(A)交叉杆型并联机床
在定系下,有如下矢量闭环关系式
(1)
式中:Li—杆长矢量;Po—动平台中心点P在定系中的位置;Bi—定铰点在定系中的位置;

各驱动杆杆长,即并联机床的运动学反解方程
(2)
2.2 误差模型
标准温度下,定、动铰点位置为Bi、bi,当前机床工作环境温度下定、动铰点位置为
Bi-T=Bi+αTBi(T-T0)
(3)
bi-T=bi+αTbi(T-T0)
(4)
当前温度下,杆长的变化量及刀尖点C在动系中的z坐标变化分别为
Δli=αTli(T-T0)
(5)
Δlc=αTlc(T-T0)
(6)
式(4)~(6)中:αT—线膨胀系数;T0—标准温度;T—当前温度;lc—刀尖点在动系中的z坐标。
用动系的原点P在定系中的坐标来描述动平台的位置,用欧拉角来描述动系相对于定系的姿态。当前温度下,动平台位姿用E表示,标准温度下用E0表示,有:
E可通过优化的方法求得,有效的避开了正解获得并联机床动平台位姿的困难。取E为设计变量,根据式(2),可求得标准温度下第i根驱动杆杆长li0;根据式(5),可求得环境温度偏离标准温度时,第i根驱动杆的杆长变化量Δli,当前温度下第i根驱动杆杆长为
li0-T=li0+Δli
(7)
li0-T为优化目标,从而得到该优化问题的目标函数
(8)
其中,fi=li-li0-T,li为当前温度下动平台位姿E对应的杆长,此时的杆长由Bi-T、bi-T计算得到。
根据式(8),E0为初值,用单纯型等优化方法可以求得E,从而得两种环境温度下,动平台位姿的差值
ΔE=E-E0
(9)
标准温度下,刀尖点C在定系中的位置
(10)
当前温度下,刀尖点C在定系中的位置
(11)
两种状态下,刀尖点C的位置之差(即环境温度产生的误差)为
ΔPc=Pc-Pc-0
(12)

2.3 误差仿真
各铰点位置取并联机床控制系统中的坐标,在半径为70mm的刀轨上均匀取360个点,计算各点在两种工作环境温度下的位置之差ΔPc,并将其拟合成径向误差,在Matlab中仿真得到并联机床的径向加工误差变化趋势,如图2所示。仿真结果还表明,环境温度引起的径向加工误差主要受刀轨半径的影响,且随刀轨半径的增大而增大。
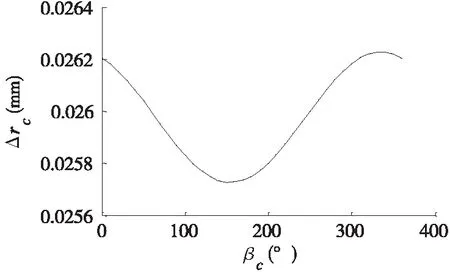
图2 径向加工误差
3 试验验证
3.1 试验设备
本试验的加工在BJ-04-02(A)交叉杆型并联机床上完成,其测量在瑞士Hexagon公司生产的Global performance5.7.5型三坐标测量机上完成,使用TASI公司的TASI-8606非接触式红外测温仪进行温度测量。机床的主要性能指标见表1。

表1 机床主要技术参数
3.2 试验方案
试验要求研究环境温度对并联机床加工误差的影响,将环境温度这一因素产生的加工误差从综合误差中分离出来,通过一组对比试验完成。根据试验要求及机床性能拟定加工参数,见表2。
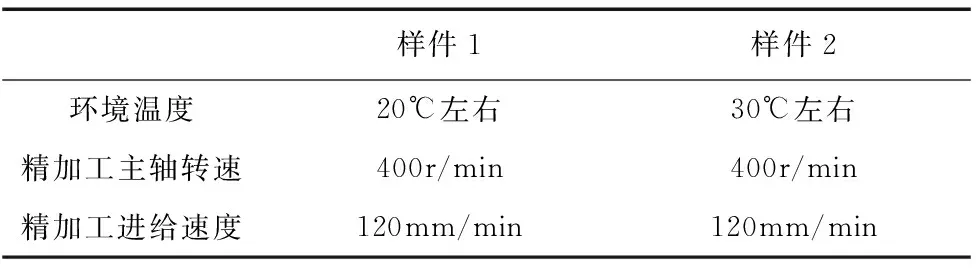
表2 加工参数表
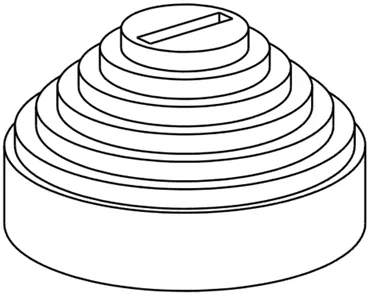
图3 样件简图
为实现环境温度引起的误差解耦,同时验证该误差随刀轨半径增大而增大这一规律,拟定样件1与样件2采用同一空间结构和公称尺寸,其样件简图见图3。样件从顶部到底部依次为50mm×10mm×8mm的方槽(该方槽用来辅助建立测量坐标系),φ60mm×10mm、φ80mm×10mm、φ100mm×10mm、φ120mm×10mm、φ140mm×10mm、φ160mm×10mm的圆台,最下方的圆台为装夹部分。
用UG建模并生成样件的加工轨迹,通过后置处理得到适合该并联机床的加工程序。
3.3 试验过程
试验分两次进行,利用红外测温仪测得机床工作环境在20℃左右时,加工得到样件1;测得工作环境在30℃左右时,加工得到样件2。加工得到的样件静置一段时间后,在三坐标测量机上进行测量,测量温度均在20℃左右。图4为样件1的实物图,图5为样件2的测量图。
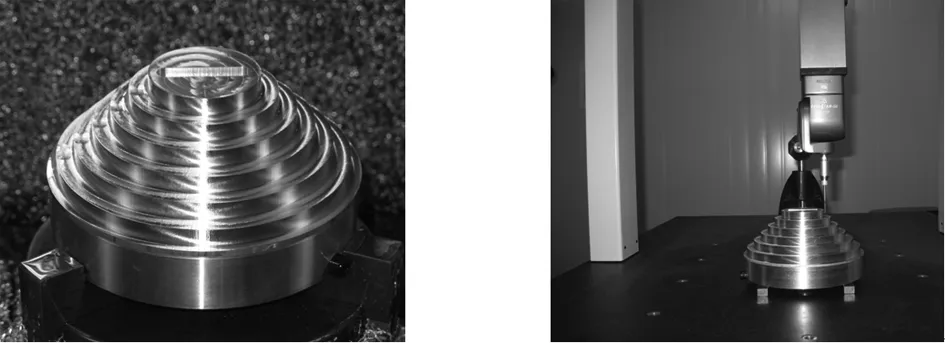
图4 样件实物图 图5 测量图
测量过程中,要求两次建立的测量坐标系吻合,为尽量满足该要求,采用3-2-1法建立测量坐标系:①上平面上取三个点得到一个平面,其法相方向为测量坐标系的z轴;②在方槽一侧同一高度取两点得到一条直线,得到测量坐标系的x轴;③在圆台上取3个点,得到其圆心,圆心为坐标系的原点。
测量坐标系建立后,每个圆台同一高度均匀测量360个点,每个样件得到6组数据。
4 试验结果分析
将所测数据,去除粗大误差,得到样件1和样件2的径向加工误差的变化趋势,两者均为综合误差,作差之后得到环境温度对机床径向加工误差影响。以下给出第5个圆台上测得数据的处理结果,其余5组数据与其变化趋势相似,不再给出。
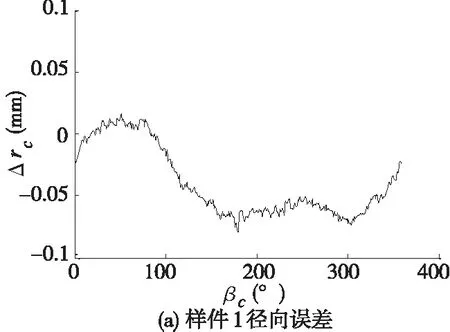
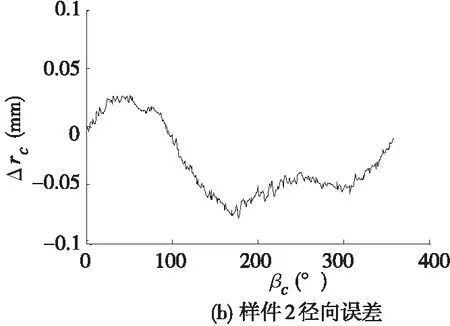
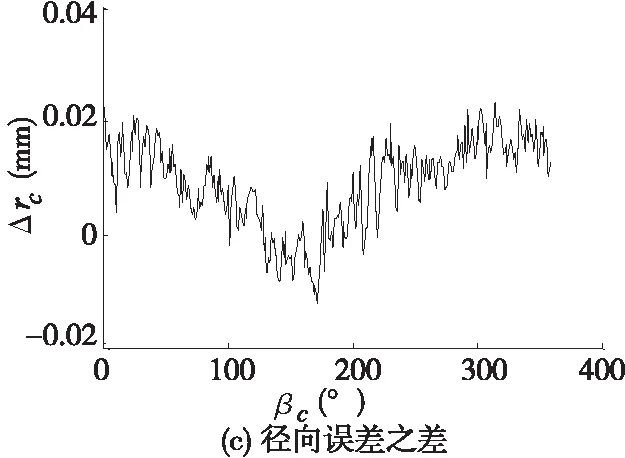
图6 径向加工误差图
由图6看出,环境温度产生的径向加工误差的最大值为0.0235mm,相应的公差等级为IT6,其变化趋势与仿真结果吻合,但在数值上存在差异。分析其原因,由于环境温度的限制,样件1与样件2是在两次开机的情况下完成的,机床的定位精度不同,机床的主轴电机、驱动电机的振动也不完全相同,造成试验结果存在扰动;另外,两样件的测量坐标系不能完全重合,也是该差异存在的原因。
由图6的变化趋势与理论分析相符,以及试验结果表明两样件径向误差之间确实存在差值;另外,由6组数据的峰值验证了该误差随着刀轨半径的增大而增大这一规律。因此,认为环境因素对机床加工误差的影响已经完成解耦。
5 结束语
(1) 在不同环境温度下加工得到2个公称尺寸相同的样件,两者的径向误差进行比较求差,消除了铰链间隙、动力学等带来的影响,将环境温度产生的误差从综合误差中分离出来,实现了误差解耦,该试验同时验证了误差建模的正确性。
(2) 环境温度偏离标准温度时,使得并联机床的产生加工误差,其公差等级为IT6,且该误差随刀轨半
径的增大而增大。为提高并联机床的加工精度,需要增加温补或者温控装置。
[1] Heisel U, Richter F, Wurst K H. Thermal behaviour of industrial robots and possibilities for error compensation [J]. CIRP Annals-Manufacturing Technology, 1997, 46(1): 283-286.
[2] Eastwood S, Webb P. Compensation of thermal deformation of a hybrid parallel kinematic machine [J]. Robotics and Computer-Integrated Manufacturing, 2009, 25: 81-90.
[3] 董科, 田延岭, 张大卫, 等. 环境温度对微进给平台定位精度影响规律的研究[J]. 组合机床与自动化加工技术, 2006(2): 18-21.
[4] 单鹏, 谢里阳, 田万禄, 等. 基于D-H矩阵的Stewart型并联机床位姿误差计算模型[J].机械工程学报, 2010, 46(17): 186-191.
[5] 李兴山, 蔡光起. 三自由度混联机床的机构误差分析与仿真[J]. 组合机床与自动化加工技术, 2011(3): 19-22.
[6] 陈小岗, 孙宇, 彭斌彬, 等. 铰链间隙对6自由度并联机床刀具位姿的影响分析[J]. 机械科学与技术, 2013, 32(1): 71-76.
[7] 许兆棠, 刘远伟, 汪通悦, 等. 并联机床的动力学特性对加工精度影响的分析[J]. 振动与冲击, 2013, 32(16): 198-204.
[8] 金振林, 张利平, 李研彪. 新型三维平台机床及其初始装配位姿误差解耦分析[J]. 机械设计, 2003, 20(9): 15-16.
[9] 黄鹏, 汪劲松, 王立平, 等. 3-PRS 并联机构误差运动学分析及辨识[J]. 清华大学学报(自然科学版), 2010, 50(11): 1811-1814.
[10] Mansour A, Hodjat P, Aria A, et al. Experimental kinematic calibration of parallel manipulators using a relative position error measurement system[J]. Robotics and Computer-Integrated Manufacturing, 2010, 26(1): 799-804.
(编辑 赵蓉)
Machining Error Decoupling of Parallel Machine Tool under the Influence of Ambient Temperature
WU Meng-meng1,2,XU Zhao-tang2,WU Hai-bing2,CHEN Xiao-gang2,ZHU Wei-guo2,LIU Yuan-wei1, 2
(1. School of Mechanical Engineering, Nantong University, Nantong Jiangsu 226019, China;2. Jiangsu Key Lab. of Digital Manufacturing Technology, Huaiyin Institute of Technology, Huaian Jiangsu 223003, China)
To reflect the influence of ambient temperature on the machining error of parallel machine tool, the paper studied the decoupling method of separating the error caused by single factor from composite error. The kinematics equation was established using closed-loop vector method. Based on the equation, an error model of parallel machine tool was set up by optimization algorithm. The effect of environmental temperature on the machining error of parallel machine tool was acquired by simulation. Then, we made a contrast test by only changing the factor of ambient temperature. The error was decoupled through test method. Research shows that ambient temperature has an effect on parallel machine tool’s machining error. And, the error increases with the enlarging of tool path radius.
parallel machine tool; ambient temperature; machining error; experimental decoupling
1001-2265(2014)06-0004-04
10.13462/j.cnki.mmtamt.2014.06.002
2013-10-18
江苏省高校自然科学重大基础研究项目(12KJA460001);江苏省高校自然科学基础研究项目(12KJB460001);江苏省数字化制造技术重点实验室开放基金(HGDML-1001)
吴蒙蒙(1988—),女,江苏徐州人,南通大学硕士研究生,研究方向为并联机构运动学,(E-mail)wdzrx@163.com。
TH112;TG65
A
猜你喜欢
科学技术创新(2022年30期)2022-10-21
汽车实用技术(2022年14期)2022-07-30
中学生数理化·中考版(2021年10期)2021-11-22
Bone Research(2021年2期)2021-09-11
电子制作(2019年23期)2019-02-23
电子制作(2018年10期)2018-08-04
消费导刊(2018年8期)2018-05-25
汽车维护与修理(2016年10期)2016-07-10
燕山大学学报(2015年4期)2015-12-25
锻造与冲压(2014年20期)2014-10-10
