泥浆泵曲轴的加工工艺
2014-07-05 01:06:30柳洋
机械制造 2014年6期
□柳洋
北方重工集团有限公司 沈阳 110860
泥浆泵是在钻探过程中向钻孔输送泥浆或水等冲洗液的机械,是钻探机械设备的重要组成部分,它的主要作用是在钻进过程中将泥浆随钻头钻进注入井下,起着冷却钻头、清洗钻具、固着井壁、驱动钻进并将钻后的岩屑带回地面的作用。泵的制造技术附加值很高,市场潜力巨大。曲轴是泥浆泵上一个重要的旋转机件,是泥浆泵的动力源,装上连杆后可承接活塞的上下(往复)运动变成循环运动,而曲轴加工的好坏,将直接影响发动机整体性能的表现。
笔者编制的曲轴加工工艺和所设计的装夹夹具,不但可以提高加工精度,还可延长曲轴结构的使用寿命。
1 曲轴零件及其工艺特点
曲轴的加工工艺主要取决于结构特点和技术要求,由于其零件技术要求高,需要在加工过程中采用一系列相应的措施,使加工后的零件符合设计要求,采用的措施有:①尽量减小或抵消切削力;②提高曲轴的支承刚性,以减小受力变形;③ 加工工艺要分阶段,以减小粗加工对精加工的影响。
1.1 曲轴加工的工艺特点分析
由于该零件的生产批量不大,因此选用中心孔定位,它是辅助基准,装夹方便,节省找正时间,又能保证位置精度。
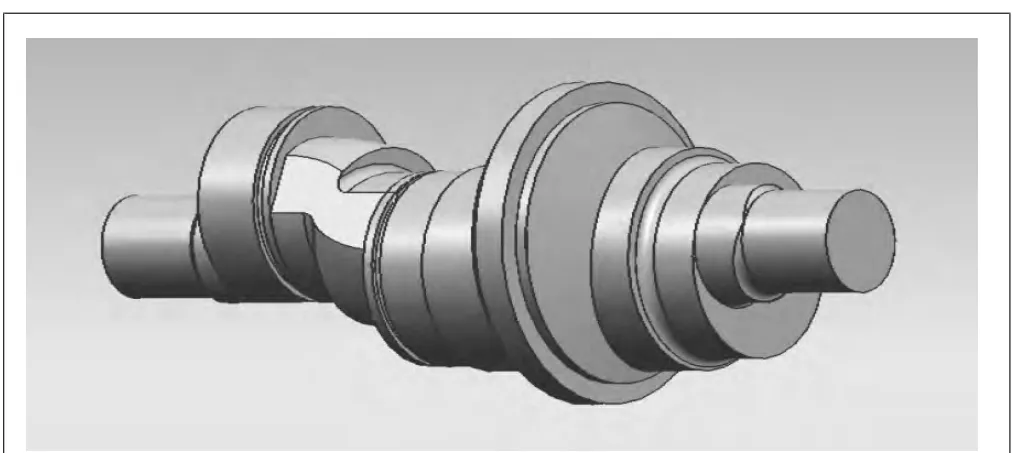
▲图1 曲轴结构简图
1.2 曲轴加工的技术分析
该曲轴的结构较复杂,结合本公司的设备加工能力,以现有卧式车床的回转半径无法达到加工要求,只能考虑对现有设备进行改造或设计工装。经过分析曲轴的形状特点和可用设备情况,决定利用6m长卧式车床和5m直径立式车床进行加工。
2 曲轴夹具的设计过程
2.1 保证足够的精度
由于工件的定位是通过定位副接触(或配合)实现的,定位元件的工作表面精度直接影响工件的定位精度,因此定位元件的工作表面应有高的精度。曲轴的拐有位置度要求,必须保证各拐的位置精度要求。
2.2 足够的强度和刚度
底面定位不仅限制工件的自由度,还有支承工件、承受夹紧力和切削力的作用,因此要有足够的强度和刚度,以免在使用中造成变形和损坏。
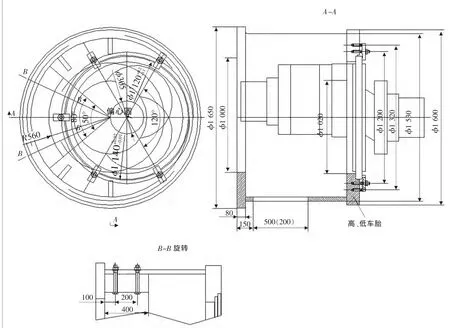
▲图2 曲轴夹具结构图
2.3 较高的耐磨性
工件的装卸会磨损定位元件工件表面,导致定位元件工作表面精度下降,引起定位精度的下降。当定位精度下降至不能保证加工精度时,则应更换定位元件。为延长定位元件更换周期,提高夹具使用寿命,定位元件工作表面应有较高的耐磨性。
2.4 良好的工艺性
定位元件的结构应力求简单、合理,便于加工、装配和更换。图2为设计的曲轴夹具结构图,其中高、低车胎中的低车胎是供加工两个曲拐用,高车胎是供加工一个曲拐用。
3 曲轴的制造工艺
3.1 定位基准的选择
3.1.1 粗基准的选择
单件小批量生产时,为保证两端中心孔都能在两端面的几何中心上,粗基准应选靠近曲轴两端的轴颈,以使其它轴颈外圆加工余量保证均匀。
3.1.2 精基准的选择
曲轴和一般的轴类零件相同,最重要的精基准是中心孔。
曲轴轴向上的精基准,一般选取曲轴一端的端面或轴颈的止推面。而圆周方向上的精基准,一般选取曲轴上的定位平台或法兰上的定位孔。
3.2 加工阶段的
划分与工序顺序的安排曲轴的主要加工部位是主轴颈和连杆轴颈,次要加工部位是法兰盘、曲柄、油孔和螺孔等。除机械加工外,曲轴还要进行轴颈淬火、磁粉探伤、动平衡等。在加工过程中还要安排检验、清洗等工序。
3.2.1 加 工 阶 段的划分
曲轴的机械加工工艺过程大致可分为:加工基准面-粗加工主轴颈和连杆轴颈-加工斜油孔等次要表面-主轴颈和连杆轴颈的热处理-精加工主轴颈和连杆轴颈-加工两端孔等-动平衡-光整加工主轴颈和连杆轴颈。曲轴的主轴颈和连杆轴颈的技术要求都很严格,所以各轴颈表面加工一般安排为:粗车-精车-磨削。
3.2.2 工序安排
曲轴在加工过程中,由于应力重新分布,从而造成变形,引起轴颈跳动。制定曲轴工艺路线的要求是,使曲轴的几何形状、尺寸精度及位置精度等得到合理保证。另外,由于曲轴在加工过程中塑性变形大,为了减少变形的影响,在热处理前需对油孔口进行压堵处理,防止在淬火时由于受热不均匀而产生开裂。
4 结论
制造工艺的基本要求主要是两个方面,一是质量要达到产品的设计要求;二是生产时消耗的物质和劳动量最少,零部件的质量和可靠性取决于工艺工作的好坏。用笔者制定的工艺方案加工曲轴,能保证曲轴的精度要求、提高生产效率,保证泥浆泵的安装质量。
猜你喜欢
设备管理与维修(2020年14期)2020-08-12 02:21:20
装备制造技术(2019年12期)2019-12-25 03:07:50
制造技术与机床(2019年4期)2019-04-04 12:21:34
柴油机设计与制造(2018年3期)2018-10-13 01:45:16
制造技术与机床(2017年5期)2018-01-19 02:48:53
水利规划与设计(2017年5期)2017-06-09 08:56:38
电镀与环保(2017年1期)2017-02-27 08:02:24
柴油机设计与制造(2015年3期)2015-12-05 06:29:32
橡塑技术与装备(2015年7期)2015-07-03 12:17:48
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30