
基于8421码的多工位定位系统在制管生产线中的应用
2014-06-29 02:27:26刘玉兵陈俊杰
锻压装备与制造技术 2014年1期
刘玉兵,陈俊杰
(天水锻压机床(集团)有限公司,甘肃 天水 741020)
0 前言
横移车是大口径直缝埋弧焊钢管生产线中,将成形后的钢管输送到各加工工位,使每台设备前后合理衔接的重要设备之一。目前,横移车在各工位的定位主要采用高速计数模块与绝对值编码器组成的定位系统,该定位系统当工位越多时,产生的累积误差越大,最终导致定位不准确,存在极大的安全隐患,且成本较高。采用8421 码的定位系统彻底消除了因工位数增加而带来的累积误差,且成本较低,安装简便,广泛适用于定位精度要求较低、工位较多的定位控制系统。
1 多工位横移车组成及功能
多工位横移车是将钢管横向输送的设备,在沿横移车导轨方向输送钢管时,由于其加工工位较多,故称为多工位运管横移车,其机械总装图如图1 所示。
车体是横移车的主体部分,主要包括液压系统、车轮、传动轴等。驱动电机为变频电机,带有风扇冷却和制动装置,采用变频器控制,可实现运管横移车高速运行和低速趋近两种速度的运行模式,确保横移车的定位准确和停止稳定。导轨用于车轮沿导轨方向直线运行,车轮与导轨紧密配合,有效保证了车体运行时的平稳性和直线度,使车体定位准确可靠。托料装置与托料油缸连接在一起,用来将需要输送的钢管托起,输送到需要的工位后将钢管落下,放置在加工工位。

图1 多工位运管横移车机械总装图
2 横移车工位检测装置的安装方式
在该定位系统中,工位检测装置的安装是关键,工位检测装置主要包括检测开关组合和检测开关感应片组合。其安装方式如图2 所示(图中以12 个工位为例)。
图2 中工位检测开关3 为四个,从左到右四个工位检测开关依次分别代表8421 码的8 位、4 位、2位和1 位,减速开关2 为一个,安装在检测开关的最左端。每个工位检测开关对应一个检测开关感应片6,各工位都需安装一个减速开关感应片,各工位对应的检测开关感应片安装方式如图3 所示(图中以12 个工位为例)。
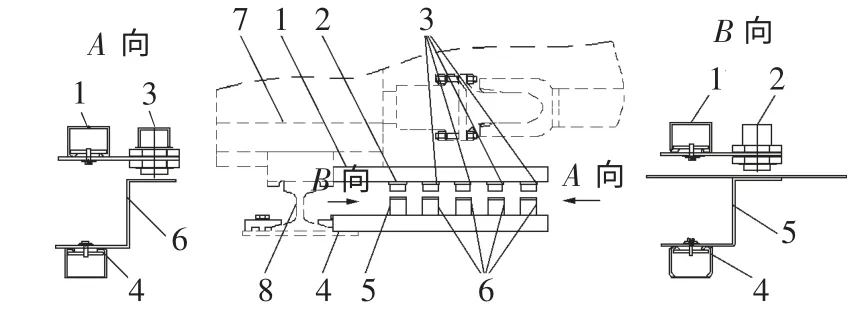
图2 工位检测装置安装方式
图2、 图3 中仅以12 个工位的运管横移车为例,当运管横移车的工位数增加时,工位检测开关3的数量也相应增加,检测开关感应片6 的数量与工位检测开关3 数量相同。工位检测开关的具体数量由运管横移车的工位数来确定,假设运管横移车的工位数位M,所需工位检测开关的数量为N,则M与N 之间的关系式为:
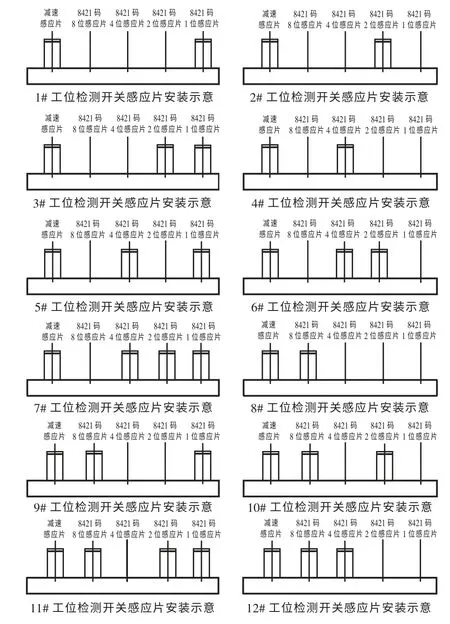
图3 检测开关感应片安装方式

式中:N——取满足关系式的最小整数。
各工位减速感应片感应距离大于减速开关感应片的距离,使运管横移车在到达任意指定位置时先减速,慢速运行一定距离后再停止,以保证定位准确性。
3 多工位运管横移车定位系统
多工位运管横移车的定位系统主要由可编程控制器(PLC)、驱动变频器、驱动电机、工位检测装置组成,其系统结构框图如图4 所示。
该定位系统采用8421 码的编码方式,给每个工位设定一个位数与工位检测开关数量相同的二进制值,以工位检测开关输入给可编程控制器(PLC)的开关量信号通断组合位依据,当检测开关输入到可编程控制器(PLC)中的开关量信号为通时,该检测开关对应的二进制值相应位为“ 1”,反之,则为“ 0”。这样,可使每个工位检测开关感应片安装的数量与位置和该工位设定的二进制值对应起来,即设定的二进制值中为“ 1”的位安装检测开关感应片,二进制值中为“ 0”的位不安装检测开关感应片。在运管横移车运行时,如果工位检测开关输入给可编程控制器(PLC)的开关量信号通断组合与某一工位设定的二进制值相对应时,运管横移车将停止在该工位。

图4 多工位运管横移车定位系统结构框图
多工位运管横移车的运行速度通过变频器来调整,运管横移车到达某一工位时,先感应到减速开关,开始慢速运行,待运行平稳后感应到工位检测开关后停止。运管横移车驱动变频与可编程控制器(PLC)之间通过总线连接,使运行速度设定简单、方便。
4 结语
采用8421 码的编码方式,通过检测开关输入给可编程控制器(PLC)开关量信号的通断组合与设定8421 码的二进制值比较的方式定位,完全满足制管生产线多工位运管横移车的工艺要求。传统定位系统采用高速计数模块绝配对值编码器的定位方式成本较高,且随着工位数量的增加累积误差增大,最终导致定位不准确,存在极大的安全隐患。8421 编码方式的定位系统中用几个检测开关与感应片就可实现准确定位,在定位系统的成本上有着显著的优势,同时,彻底消除了因工位数量增加而产生的累积误差。在一条钢管生产线中,运管横移车的数量多达数十台,采用8421 编码方式的定位系统可以大量节省成本,且消除由于定位误差带来的安全隐患。此外,采用8421 编码方式的定位系统是通过采集检测开关输入给可编程控制器(PLC)的开关量信号来编写程序的,程序相对简单,检测装装置安装简便,大量节省了现场安装、调试人员的工作量,在该领域有着重要的应用价值。
用户使用两年来,系统稳定、可靠,实践证明该系统具有较高的使用价值和良好的应用前景。
[1]徐 晨,陈继红,王春明,等.微机原理及应用[M].北京:高等教育出版社,2004.
[2]高庆荣,鲁学平,等,电气工程师手册[M].北京:机械工业出版社,1987.
[3]王忠茂.调速常用设备技术手册[M].北京:机械工业出版社,1994.
[4]党安明,张钦军.传感器与检测技术[M].北京:北京大学出版社,2011.
猜你喜欢
中等数学(2021年8期)2021-11-22 07:53:38
中国交通信息化(2020年7期)2021-01-14 03:18:22
数学大王·低年级(2019年10期)2019-11-25 08:23:26
中等数学(2019年4期)2019-08-30 03:51:44
价值工程(2017年22期)2017-07-15 04:21:23
电脑知识与技术(2016年36期)2017-04-17 14:41:40
成功(2017年8期)2017-03-30 00:13:00
系统工程与电子技术(2016年4期)2016-08-24 07:46:04
中国高新技术企业·综合版(2013年8期)2013-09-13 05:32:48
中国信息化·学术版(2013年7期)2013-09-03 06:32:24
