乙烯装置透平膨胀机主机国产化探讨
2014-06-26 06:11:20郭善忠
河南化工 2014年4期
郭善忠
(中国石化中原石油化工有限责任公司,河南濮阳 457000)
1 机组简介及国产化原因
中国石化中原石油化工有限责任公司使用的透平膨胀机为美国MAFI-TRENCH公司的EC2型系列产品,于1996年投用,该机型是20世纪90年代初期的产品,共三段,分三段膨胀和三段压缩。每段均由膨胀端作为驱动端带动压缩端叶轮旋转对气体进行压缩,末级压缩端气体在获得一定压力后最终进入燃料气系统。
透平膨胀机是乙烯装置分离冷分装置的关键机组,该机组起着回收系统冷量和调节冷箱压力的双重作用,工艺地位至关重要。机组自1996年投入运行,已运行10年以上,备件储备量不能满足正常设备检维修的需要,但国外备件采购周期长,价格昂贵,经过对国内膨胀机发展情况和使用效果的了解,最终决定对透平膨胀机主机组件进行国产化。
2 设计、制造的难点和重点
机组性能设计上,应用先进的CFD-ACE软件和COMSOL软件对膨胀—压缩机组的主机气体流通部件如叶轮流道等进行综合性能分析,并对流道进行优化设计,确保主机效率接近国外同类机组的运行效率。
2.1 转子
转子两端分别装有膨胀机叶轮和压缩机叶轮。转子是本主机最为重要组件之一,加工最为复杂、精度要求最高,加工、检测设备多为进口设备,设计加工均采用进口软件,零件严格按照详细的工艺规程进行加工而成。
本套机组的主机要适应不同的设计工况和核算工况,机组在每种工况下运转都是同样的转子,只是转速不同。为了保证机组在每种工况下运转都有较好的效率和很高的运转可靠性,本主机的转子设计为一刚性转子,其运转时的最高转速都远低于它的一阶临界转速。这样,机组在任何工况下运转操作都很容易,运转也安全可靠。
主轴是空心轴,材料为40Cr,材料性能与国外进口膨胀机主轴材料性能一致,经过多次热处理后,具有良好的机械性能和加工性能。
2.2 叶轮
首先用软件对叶轮进行初步设计,再利用CFD等黏性流场分析软件和ANSYS有限元分析软件进行分析后,对叶轮进行修正计算。并从整个流场进行分析和优化,提高膨胀机的效率。
膨胀轮、压缩轮设计出的叶片是空间扭曲叶片,通过型线方程或形成的三元流道,工艺制造专家用NREC加工模块编程,再导入五轴联动数控铣床铣制叶片,用三座标测量仪检测与设计数据对照合格后进入下一工序。每件膨胀轮和压缩轮产品均需要三件同样的毛胚同时加工,第一件用于做机械性能试验,第二件由于叶轮叶片的试切,待机械性能和叶片的轮廓误差在设计要求范围内时,第三件用于产品成品加工。为确保叶轮的加工精度,使叶轮叶型的轮廓误差小于0.1 mm,选用德国进口的五坐标数控铣床进行精密加工,采用瑞士进口的三坐标测量机进行检测,其加工精度达到国外先进水平。膨胀轮:与可调喷嘴、膨胀机蜗壳和扩压管一起进行流场分析,利用进口软件(ASPEN)计算物性参数及热力学计算,导入进口美国的NREC专业软件中的TURBINE模块和CFD软件进行流场分析。膨胀轮的轮盖、轮盘和叶片进行了有限元分析,使其振动影响最小。
压缩轮与无叶扩压器和压缩机蜗壳一起进行流场分析,利用NREC进行三元流设计。压缩轮的轮盘和叶片进行了有限元分析,使其振动影响最小。
2.3 轴承
膨胀端和压缩端的轴承均为径向推力联合式轴承,由供油系统供给清洁而充足的润滑油,使转子能长期稳定运转,采用双支铠装铂热电阻温度计测量轴承温度。
轴承材料采用锡青铜及巴氏合金衬里,这种衬里不会黏在轴上或造成轴的损坏。其轴向和径向油锲型面复杂,精度要求高,采用进口的五轴联动数控铣床加工,从而使轴承具有高的承载能力(线速度可达90 m/s)和检修时的互换性。
2.4 密封盘
在靠近膨胀机叶轮和压缩机叶轮的轴上各设置有一迷宫密封盘。在靠近膨胀机的密封盘内充入常温密封气(此密封气压力比膨胀轮轮背压力高0.05 MPa)以阻止流经膨胀机的低温气体外泄而跑“冷”,同时也控制润滑油进入膨胀端和增压端的管道;压缩端的密封盘在油泵启动前也应充入常温密封气,压缩端在机组正常运行时可自行密封,为了进一步减少密封气耗量,在压缩端的密封管线上设置了一个单向阀,此单向阀可使机组在启动和紧急停车时保证机组压缩端对润滑油的密封,同时在机组正常运行时阻止密封气在压缩端的耗量。
膨胀端和压缩端的密封盘均采用迷宫密封,其材料采用制造方与四川大学高分子材料研究所联合研制的材料制造,此材料的性能与国外先进机组的密封盘材料性能一致。这样使密封盘可更换,同时维护简便,磨损少,密封气耗量低。
2.5 转子动平衡
膨胀机叶轮、压缩机叶轮和主轴都单独进行动平衡试验;叶轮在超速试验台位上进行130%的超速试验,并在固频试验台位进行固频测试。膨胀机叶轮和压缩机叶轮与主轴复合成转子,转子在动平衡机(德国申克)上进行转子动平衡试验。
3 运行效果
3.1 第一次试运行
2010年7月30日停运进口膨胀机,并将主机拆卸下来,更换国产化主机。调节各处间隙,将主机组装到位。启运国产膨胀机,机组运行5 h,膨胀机温降、效率达到机组使用要求。但当转速接近30 000 r/min时,振动由8 μm开始逐渐增加,当转速达到40 000 r/min时增加至20 μm左右,并呈近似正弦波状维持运行约1 h后,振动跃升至23 μm并呈近似正弦波状维持运行约2 h,此后0.5 h内振动出现两次大幅度增加,分别至27 μm和最高35 μm后,回落到29 μm,振动超过报警。然后换回进口主机机身部分重新运行,振动有点偏高但在正常范围内。
机组停运后对国产膨胀机进行拆检,发现轴承径向磨损超标,前后轴承间隙由5 μm分别磨损至8 μm(前轴承)、12 μm(后轴承)。根据现场运行情况,机组转子本身的动平衡能满足运行要求,机组运行转速也远远低于轴承所能承受的线速度(约90 m/s),此次运行的最高线速度未超过70 m/s,而出现振动增加时,其轴承线速度仅不到50 m/s。在与进口机组运行振动值比较后发现,机组振动都存在一个周期性变化。转子本身的原始不平衡量应该是一个相对稳定的振幅,而周期性变化应该是有一个周期性变化的不平衡量对振动的叠加。结合现场机组情况,C段膨胀机出口压力约0.1 MPa,时常出现一定范围内的振幅变化,其出口管道用手能明显感觉到气流的不稳定流动,与B段出口比较能感觉到较大区别。
分析认为,固定瓦轴承本身虽然能够满足机组的运行要求,但其抗干扰能力、自调节性和自修复性较差,造成机组振动的逐步升高,轴承径向磨损。气流的不稳定对转子具有较大的冲击,会对转子和轴承造成非常大的损害,现场所表现出的现象与喘振非常近似。
最终决定固定瓦轴承改为可倾瓦轴承,以提高轴承的抗干扰能力和自调节性,使机组的运行更加稳定可靠。对机身进行更换,根据安装现场遇到的问题,调整部分接口角度和尺寸,确保气流稳定。
3.2 第二次试运行
在将固定瓦轴承改为可倾瓦轴承并更换机身后,国产膨胀机主机于2011年大修期间再次安装调试,开始启动运行,机组运转稳定,振动值<14 μm以下,轴承温度<66℃以下,介质温降18℃以上,运行效果良好,满足了工艺和机械性能要求,达到了设计要求。
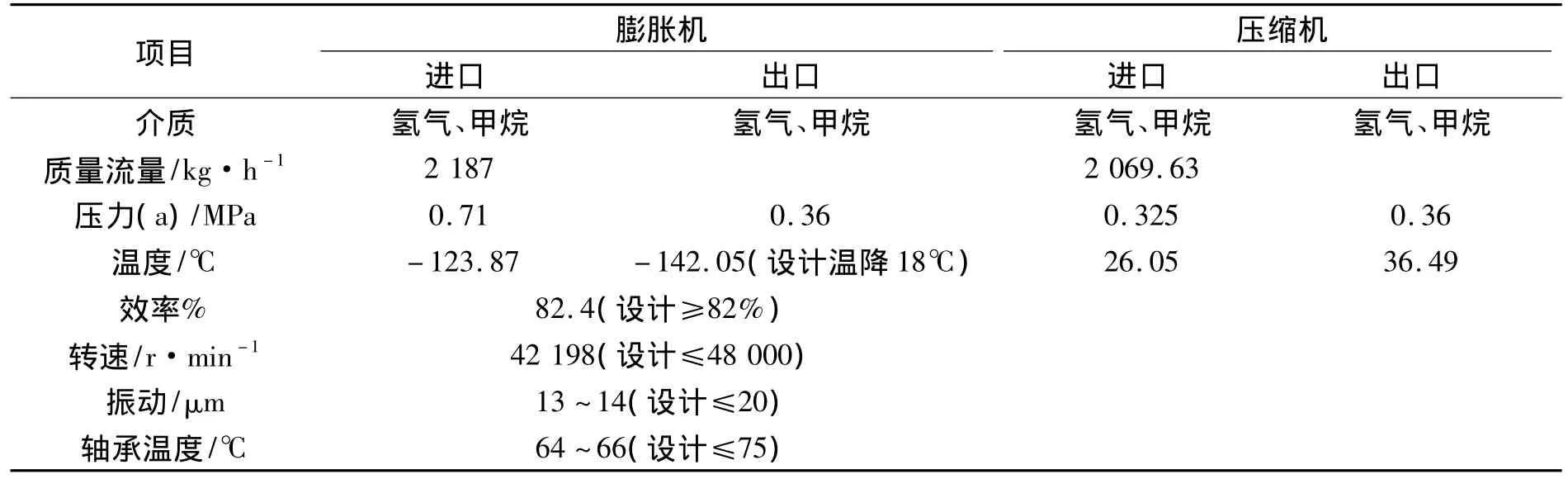
表1 运行参数
4 结论
透平膨胀机国产化机组,其振动、转速、温降均达到设计要求,目前已累计平稳运行两年有余,说明这次国产化是成功的。而且国产化的经济效果显著,国产化主机价格不足国外件价格的1/3,在采购周期方面,国外备件采购周期需7个月,国内备件采购周期为3个月,资金占用时间短,大大降低了采购成本。透平膨胀机的国产化不仅解决了我公司的生产难题,也为其他单位透平膨胀机的国产化积累了技术和经验,提供了借鉴和参考。
猜你喜欢
中国交通信息化(2023年10期)2023-11-30 06:04:48
军民两用技术与产品(2022年7期)2022-08-06 07:19:10
水泵技术(2021年3期)2021-08-14 02:09:26
能源工程(2021年3期)2021-08-05 07:26:14
铁道通信信号(2020年9期)2020-02-06 09:15:46
小资CHIC!ELEGANCE(2019年28期)2019-09-12 08:12:32
海峡姐妹(2019年1期)2019-03-23 02:42:56
制造技术与机床(2017年6期)2018-01-19 02:40:54
小猕猴智力画刊(2017年12期)2017-12-27 08:35:00
工业设计(2016年7期)2016-05-04 04:02:45