
激光深熔钎焊车用铝/钢异种金属试验研究
2014-06-09 12:33宋新华金湘中张明军冯斌华
激光技术 2014年3期
宋新华,金湘中,袁 江,张明军,宋 斌,冯斌华
(1.张家界航空工业职业技术学院航空制造工程系,张家界427000;2.湖南大学汽车车身先进设计制造国家重点实验室,长沙410082)
激光深熔钎焊车用铝/钢异种金属试验研究
宋新华1,2,金湘中2*,袁 江1,2,张明军2,宋 斌1,冯斌华1
(1.张家界航空工业职业技术学院航空制造工程系,张家界427000;2.湖南大学汽车车身先进设计制造国家重点实验室,长沙410082)
为了实现车用铝/钢异种金属良好连接,采用光纤激光对车用铝合金与镀锌钢对接接头进行了激光深熔填丝钎焊工艺试验,并对焊缝接头的成形、界面金属间化合物层,以及力学性能进行了分析。结果表明,铝合金一侧是激光深熔焊接接头,而镀锌钢一侧是钎焊接头;在镀锌钢与钎焊缝中间界面存在金属间化合物层,厚度小于10μm;金属间化合物主要为Al7.2Fe2Si和(Al,Si)13Fe4;拉伸试样主要断裂于铝合金热影响区处,平均抗拉强度为145MPa;接头的断裂方式主要是韧窝断裂。
激光技术;激光深熔钎焊;铝合金;镀锌钢;金属间化合物
引 言
由于各项节能减排政策的出台,汽车制造商必将减低汽车车身燃油消耗,车身轻量化可以实现这一目标。采用铝合金材料代替钢材是汽车车身轻量化的重要途径之一。然而,铝合金与钢材异种金属的连接仍是一大技术难题。这是由于铝合金与钢两者的物理性能(如熔点、热膨胀系数等)相差悬殊,更重要的是,在室温下铁在铝中的溶解度几乎为0,从而导致脆性Fe-Al金属间化合物的产生[1]。
常用铝/钢异种金属连接方法有固相连接、反应湿润连接或激光焊接。其中固相连接包括扩散焊、摩擦焊和搅拌摩擦焊,连接过程中铝合金和钢都处于固态,避免了铝与钢直接混合,有效抑制了Fe-Al金属间化合物的形成[2]。典型焊接方法如弧焊、电阻电焊和钎焊,用来固态钢与液态铝的连接。由于激光焊接具有极高的能量密度、焊接速率快和加热时间短等优势[3],因此,铝/钢异种金属激光焊接工艺成为国内外学者研究的热点[4-12]。铝/钢异种金属激光焊接工艺主要包括激光深熔焊接[3-7]、激光深熔钎焊[8-9]和激光熔钎焊接[10-12]。单纯激光深熔焊接时液态钢与液态铝的混合短时间难以精确控制,容易产生Fe-Al金属间化合物[3];激光深熔钎焊由于没有填充钎焊材料,工业上难以获得均匀的熔钎焊缝且对接间隙难以精确保证;激光熔钎焊接往往需要开设一定形状的坡口,方可获得成形良好的焊缝[12]。
本文中采用激光深熔填丝钎焊方法,实现了车用铝合金和镀锌钢异种金属对接接头的优质连接,并对焊缝的成形、界面金属间化合物层,以及力学性能进行了分析。
1 试验方法
试验材料为车用6016铝合金和H220YD+ZF镀锌钢板,厚度分别为1.15mm和1.2mm,镀锌钢板双面镀锌层厚度各约为10μm;填充焊丝为ER4043,直径为1.2mm,熔点为650℃。试验材料的化学成分如表1所示。试验中采用IPG光子公司生产的YLR-4000光纤激光器,操作光纤芯径为300μm,准直焦距为150mm,聚焦焦距为200mm,获得聚焦光斑直径为0.4mm。试验时将激光束沿焊接方向前倾10°入射,送丝角度为35°,同轴保护气体为氩气,试验装置示意图如图1所示。试验前用细砂纸打磨去除铝合金表面氧化膜,并用丙酮去除表面的油污,在镀锌钢对接边及上下表面涂覆一层薄的KAlF4焊剂。试验工艺参量规范为:激光功率为2600W,焊接速率为1m/min,送丝速率为2.22m/min,离焦量为5mm,同轴Ar保护气流量为16L/min。
根据国家标准GB228-2002,采用线切割方法将已焊试件切割成标准拉伸试样,如图2所示(图中R为曲率半径,F为拉伸时的拉力)。打磨线切割边后,在WDW-100微机控制电子万能试验机上进行拉伸试验,拉力加载速率为1.0mm/min。同时,用砂纸对线切割所得焊缝横截面进行打磨与抛光处理,然后分别用凯勒试剂和硝酸酒精溶液对铝合金和镀锌钢进行腐蚀处理,在XTZ-10ST视频显微镜下观察焊缝横截面;采用MM-6卧式金相显微镜对接头进行金相组织观察分析;采用QUANTA 200环境扫描电子显微镜(environment scanning electron microscope,ESEM)及其配备的能谱仪(energy disperse spectroscopy,EDS)和Bruker D8 ADVANCE X射线衍射仪(X-ray diffraction,XRD)对接头显微结构和界面层化学成分进行分析;采用HXD-10007显微硬度计,对焊缝接头的显微硬度进行测试。

Table1 Chemical compositions of galvanized steel,aluminum and fillerwire
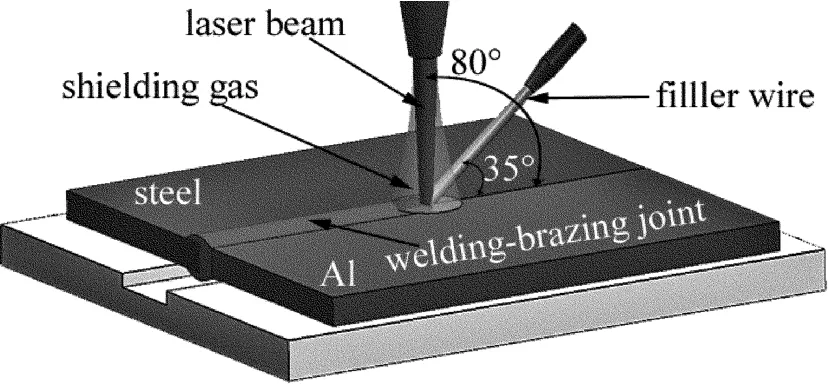
Fig.1 Schematic illustration experimental set-up

Fig.2 Schematic illustration of tensile testing sample
2 试验结果与分析
2.1 焊缝成形特点
采用激光深熔填丝钎焊方法可以实现铝合金与镀锌钢对接接头熔钎焊连接。图3为铝合金与镀锌钢板激光深熔填丝钎焊对接接头成形照片。由右图可知,在铝合金一侧获得了成形饱满的激光深熔焊接头,主要由熔焊焊缝、热影响区及铝合金母材组成;在镀锌钢一侧,填充焊丝钎料在镀锌钢对接端面和上下表面实现了良好的铺展浸润效应,获得了上下均匀连接的钎焊接头,主要由钎焊缝、连接界面以及镀锌钢母材组成。

Fig.3 Cross-section of laser deep penetration welding-brazing Al/steel joint
2.2 界面金属间化合物层显微结构与成分分析
图4为镀锌钢与钎焊缝界面层的SEM背散射电子图像,其中图4a~图4d分别对应图3中方框标示的A~D区域。由图4可知,每个钎焊界面都有一层薄的中间金属间化合物层,厚度各不相同。镀锌钢上表面与钎焊缝界面层厚度较均匀,厚度约为2.5μm,如图4a所示;镀锌钢对接表面与钎焊缝界面层上部,靠近上表面界面层较厚,厚度约为10μm,如图4b所示;靠近焊缝下表面,镀锌钢与钎料界面扩散效应较均匀,界面层厚度也较均匀一致,厚度约为5μm,如图4c所示。液态钎料在镀锌钢下表面的铺展浸润也较均匀,且界面层厚度较上表面的薄,厚度约1.5μm。相关研究表明,接头中Fe-Al金属间化合物层厚度的临界值为10μm[13]。显然,对于铝合金与镀锌钢激光深熔填丝熔钎焊接头,钎焊界面处生成的Fe-Al金属间化合物层厚度可以控制在10μm以内,以致对接头力学性能不会产生显著影响。
为了获得铝合金与镀锌钢深熔钎焊接头钎焊界面处金属化合物层的元素组分和物相组成,对接头钎焊界面进行了EDS点扫描分析和XRD检测分析。表2所示为图4a~图4d中所标示的各点的EDS分析结果。由表2可知,Al元素和Fe元素在镀锌钢与钎焊缝界面处有一个渐变过程,这是熔钎焊过程中两种元素相互扩散的结果。根据各元素成分的比例,可以推测靠近钎焊缝处可能存在τ5-Al7.2Fe2Si,这是由于填充焊丝中存在一定量的Si元素(质量分数为0.05),且Al-Fe-Si三元合金较Al-Fe二元合金生长能量小[14],从而τ5-Al7.2Fe2Si最先在钎焊界面形成。初生相τ5-Al7.2Fe2Si的形成一定程度上防止了液态铝与固态钢的直接接触反应。随着焊接过程的进行,高温液态钎料侵蚀初生相层,最终Al原子扩散到微量熔化的Fe基体而形成Fe-Al金属间化合物。根据EDS分析可以初步确定θ-(Al,Si)13Fe4在镀锌钢与钎焊缝界面生成。

Fig.4 Backscatter electron imaging of galvanized steel/brazing seam interfacial layer in Fig.3a—A zone b—B zone c—C zone d—D zone
图5 为断裂发生在钎焊界面的断裂面XRD检测分析结果,由图中的衍射峰可以看出,接头钎焊界面Al-Fe金属间化合物相主要有θ-(Al,Si)13Fe4和τ5-Al7.2Fe2Si两种。

Table 2 EDS analysis results of interfacial layer pointed in Fig.4

Fig.5 X-ray diffraction profile of the fracture plane in steel side
2.3 接头的力学性能
取相同参量下铝合金与镀锌钢激光深熔钎焊试件5组,先后测试焊缝接头镀锌钢与钎焊缝界面处的显微硬度,加载载荷为300mN,保持时间为15s,其平均显微硬度值分布曲线如图6所示。由图可知,钎焊缝和镀锌钢基体的显微硬度分别为53.5HV和480HV。然而,钎焊缝和镀锌钢界面处显微硬度值陡然增大,这是由于界面处生成了硬度极大的金属间化合物。具体地,靠近钎焊缝的平均显微硬度值为1030HV~1080HV,对应于τ5-Al7.2Fe2Si相金属间化合物;靠近镀锌钢一侧平均显微硬度值为800HV~830HV,对应于θ-(Al,Si)13Fe4相金属间化合物[15]。
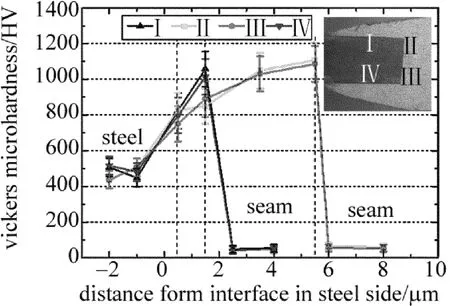
Fig.6 Microhardness distribution across the interface between galvanized steel and brazing seam
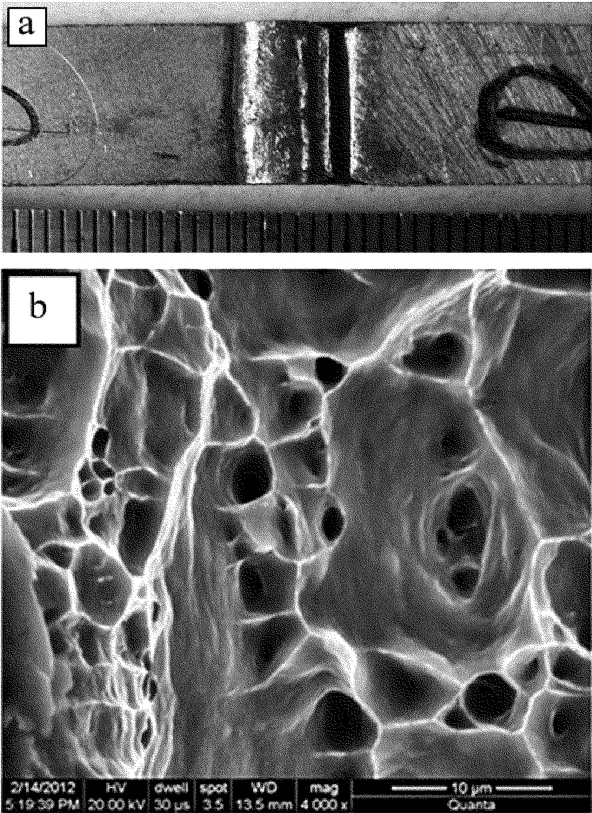
Fig.7 Tensile specimen fractured at heat affected zone of aluminum alloya—macroscopic view b—SEM fractography
取相同参量下铝合金与镀锌钢激光深熔钎焊试件5组,先后进行拉伸试验。结果发现,拉伸试样主要断裂于铝合金热影响区处,可见较明显的“缩颈”现象,如图7a所示。平均抗拉强度为145MPa。图7b所示SEM观察拉伸断口形貌显示,断口主要以韧窝状微观形貌为主,属于韧窝断裂。
3 结 论
(1)采用激光深熔填丝钎焊方法实现了车用铝合金与镀锌钢对接焊接,镀锌钢一侧钎焊缝成形均匀。
(2)镀锌钢与钎焊缝中间接合界面存在金属间化合物层,填充焊丝中Si元素在一定程度上限制了金属间化合物的生长,金属间化合物层厚度小于10μm。
(3)镀锌钢与钎焊缝界面形成的金属间化合物主要为Al7.2Fe2Si和(Al,Si)13Fe4。
(4)铝合金与镀锌钢激光深熔填丝钎接头拉伸试样主要断裂于铝合金热影响区处,平均抗拉强度为145MPa;拉伸断裂方式主要是韧窝断裂。
[1] LIU Z Q,LIU K.Manual for the welding of dissimilar metals[M].Beijing:China Machine Press,1997:332-333(in Chinese).
[2] LIY J,LIU K.Present situation about research of the connection process of steel/aluminum dissimilar metal[J].Modern Welding Technology,2012(3):1-4(in Chinese).
[3] WANG JC.Developmentand expectation of laserwelding technology[J].Laser Technology,2010,25(1):48-53(in Chinese).
[4] SIERRA G,PEYRE P,DESCHAUX-BEAUME F,et al.Steel to aluminium keyhole laserwelding[J].Materials Science and Engineering,2007,A447(1/2):197-208.
[5] YAN S,HONG Z,WATANABE T,et al.CW/PW dual-beam YAG laserwelding of steel/aluminum alloy sheets[J].Optics and Lasers in Engineering,2010,48(7):732-736.
[6] ZHANG M J,CHEN G Y,LISC,et al.Experimental investigation on fiber laser overlap welding of automotive aluminum to galvanized steel[J].Chinese Journal of Lasers,2011,38(6):0603010(in Chinese).
[7] SCHIMEK M,SPRINGER A,KAIERLE S,et al.Laser-welded dissimilar steel-aluminum seams for automotive lightweight construction[J].Physics Procedia,2012,39:43-50.
[8] PIY D,DONG P,YANGW X,et al.Laser penetration brazing of brass and low carbon steel[J].Chinese Journal of Lasers,2007,34(11):1562-1566(in Chinese).
[9] LEIZ,QIN G L,LIN SY,et al.Fusion-brazing joining for dissimilarmetals between 5A02 aluminum alloy and zinc-coated steel based on laser-MIG hybrid welding[J].Chinese Journal of Mechanical Engineering,2009,45(3):94-98(in Chinese).
[10] MIAO Y,HAN D,YAO J,et al.Effect of laser offsets on joint performance of laser penetration brazing for magnesium alloy and steel[J].Materials&Design,2010,31(6):3121-3126.
[11] SHIY,KUANG Y L,LIU J,et al.Nd∶YAG lasermelting-brazing welding between 5052 aluminum and galvanized steel[J].Applied Laser,2012,32(6):497-500(in Chinese).
[12] CHEN G Y,WU K R,LIAO SH,etal.Research about the influence of V-shaped groove on butt joint properties of steel-aluminum laserwelding-brazing[J].Laser Technology,2014,38(1):11-16(in Chinese).
[13] WAGNER F,ZERNER I,KREIMEYERM,etal.Characterization and properties of dissimilarmetal combinations of Fe/Al and Ti/Al-sheetmaterials[C/CD]//Proceedings of the ICALEO’01.Jacksonville,Florida,USA,2001.
[14] LIY,OCHIN P,QUIVY A,et al.Enthalpy of formation of Al-Fe-Si alloys(τ5,τ10,τ1,τ9)[J].Journal of Alloys and Compunds,2000,298(1/2):198-202.
[15] SONG JL,LIN SB,YANGC L,etal.Analysis of intermetallic layer in dissimilar TIGwelding-brazing butt jointof aluminium alloy to stainless steel[J].Science and Technology of Welding&Joining,2010,15(3):213-218.
Experimental investigation of laser deep penetration welding-brazing of automotive alum inum/steel galvanized metal
SONG Xinhua1,2,JIN Xiangzhong2,YUAN Jiang1,2,ZHANGMingjun2,SONG Bin1,FENG Binhua1
(1.Department of Aerospace Engineering,Zhangjiajie Institute of Aeronautical Engineering,Zhangjiajie 427000,China;2.State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,Hunan University,Changsha 410082,China)
In order to achieve good automotive joining of aluminum/steel dissimilar metals,the experiments of butt joining aluminum alloy to galvanized steelwere carried outby laser deep penetration welding-brazingwith a fiber laser.The seam appearance,the intermetallic composition layer as well as themechanical properties of the jointswere analyzed.The results show that a typical deep penetration welding seam is formed on the aluminum alloy side,while a brazed seam is generated on the solid galvanized steel side.There is a thin layer of the intermetallic composition on the interface between the galvanized steel and the brazed seam,which is less than 10μm.Themain intermetallic compositions were Al7.2Fe2Si and(Al,Si)13Fe4.The tensile sampleswere fractured at the heat affected zone of the aluminum alloy.The average tensile strength of the joint is 145MPa.The fracturemode of the joint is ductile fracture.
laser technique;laser deep penetration welding-brazing;aluminum alloy;galvanized steel;intermetallic composition
TG456.7
A
10.7510/jgjs.issn.1001-3806.2014.03.012
1001-3806(2014)03-0342-05
国家自然科学基金资助项目(50875079);湖南省自然科学基金资助项目(09JJ3088)
宋新华(1980-),男,硕士,研究方向为激光焊接技术。
*通讯联系人。E-mail:jin9000xz@hotmail.com
2013-08-16;
2013-09-02
猜你喜欢
表面工程与再制造(2019年3期)2019-09-18
制造技术与机床(2017年3期)2017-06-23
焊接(2016年3期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年5期)2015-07-18
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
