
甲基叔丁基醚萃取蒸馏脱硫的研究
2014-06-09 14:25:22唐晓东向明锋
石油化工 2014年11期
唐晓东,谯 勤,程 瑾,向明锋
(1. 西南石油大学 油气藏地质及开发工程国家重点实验室,四川 成都 6l0500;
2. 西南石油大学 化学化工学院,四川 成都 6l0500;3. 上海利策科技有限公司,上海 200233;4. 四川恒日天然气工程有限公司,四川 成都 6l0500)
甲基叔丁基醚萃取蒸馏脱硫的研究
唐晓东1,2,谯 勤3,程 瑾2,向明锋4
(1. 西南石油大学 油气藏地质及开发工程国家重点实验室,四川 成都 6l0500;
2. 西南石油大学 化学化工学院,四川 成都 6l0500;3. 上海利策科技有限公司,上海 200233;4. 四川恒日天然气工程有限公司,四川 成都 6l0500)
采用萃取蒸馏法将甲基叔丁基醚(MTBE)萃取到萃取剂中,蒸馏得到低硫MTBE产品,并对萃取剂及萃取蒸馏的操作条件进行了优化。实验结果表明,在水中添加非质子极性助溶剂ZRD制得的TMS萃取剂的脱硫效果较好, MTBE在TMS萃取剂中的溶解度为10.5。采用TMS萃取剂的最佳实验条件为:MTBE 50 mL、萃取温度15 ℃、TMS与MTBE的体积比3.0、萃取时间15 s、相分离时间7 min、蒸馏温度75 ℃、蒸馏时间25 min。在最佳实验条件下,MTBE的硫含量可从98.1 μg/g降至8.4 μg/g、脱硫率为91.44%、MTBE的质量收率为99.69%;TMS循环使用5次均可保证MTBE的硫含量降至10 μg/g以下。该方法避免了因萃取剂硫含量富集而无法获得低硫MTBE产品的弊端。
甲基叔丁基醚;萃取蒸馏;脱硫
随着人们对环境的日益重视,清洁燃料成为发展趋势[1-2]。甲基叔丁基醚(MTBE)主要用于裂解制取高纯度的异丁烯[3-5]、充当反应溶剂和试剂,特别是汽油添加剂[6-7]。MTBE作为高辛烷值汽油调合组分,其需求量不断增长[8-9]。目前,国内多数炼油厂的MTBE总硫含量为80~200 μg/g,有的甚至高达2 000 μg/g,当其用于调合汽油时,往往造成汽油硫含量不合格。随着国Ⅴ车用汽油标准实施的临近,对低硫MTBE生产技术的需求也越来越迫切。鉴于国内MTBE产品硫含量普遍偏高的现状,加快开发高效经济的脱硫方法具有十分重要的意义[10]。
MTBE的脱硫方法主要包括优化生产MTBE的C4原料[11]、优化和稳定脱硫装置的操作、对MTBE产品进行精制[12]。MTBE中的硫化物主要是二甲基二硫(沸点109 ℃)以及噻吩类(沸点高于84 ℃)等沸点较高的硫化物[13],可利用沸点差异采用蒸馏法将硫化物脱除。蒸馏法分为MTBE原料蒸馏和MTBE产品蒸馏[14]两种,均可使MTBE的硫含量小于10 μg/g。MTBE原料蒸馏的脱硫要求较严格,C4原料进料量大,能耗和投资高。MTBE产品蒸馏明显优于原料蒸馏[15]。
本工作采取萃取蒸馏的方法脱除MTBE产品中的硫化物,并对萃取剂及萃取蒸馏的操作条件进行了优化。
1 实验部分
1.1 实验原理
传统萃取蒸馏脱硫是将硫化物萃取到萃取剂中,然后将MTBE从萃取剂中蒸馏出来,从而达到脱硫的目的。本实验是利用MTBE在萃取溶剂中的溶解度远大于硫化物在萃取剂中的溶解度,将MTBE萃取到萃取剂中并将其蒸馏出来,避免了传统萃取蒸馏因萃取剂硫含量富集而无法获得低硫MTBE产品的弊端。
1.2 原料、试剂及主要仪器
MTBE:硫含量98.1 μg/g,庆阳石化公司提供;二甲基甲酰胺、N-甲基吡咯烷酮、二甲亚砜、环丁砜、N-甲酰吗啉、异丙醇、碳酸丙烯脂:AR,成都科龙化学试剂厂;煤油、柴油:硫含量均小于98.1 μg/g,庆阳石化公司提供;助溶剂ZRD:西南石油大学自制;GLC-200型微库仑硫含量测定仪:姜堰市分析仪器厂。
1.3 实验方法
在一定温度下,按一定比例将MTBE加入到萃取剂中进行萃取,静置,相分离若干分钟后将含MTBE的萃取剂进行蒸馏,冷却并收集蒸馏出的MTBE,测定其硫含量。
1.4 分析方法
采用微库仑法测定硫含量。按式(1)~(3)分别计算脱硫率(D)、质量收率(Y)和溶解度(R):
式中,S1为原料MTBE的硫含量,μg/g;S2为脱硫后MTBE的硫含量,μg/g;m1为原料MTBE的质量,g;m2为脱硫后MTBE的质量,g;mMTBE为溶解在100 g萃取剂中的MTBE的质量,g;mS为萃取剂的质量,mS=100 g。
2 结果与讨论
2.1 萃取剂的筛选
考察不同萃取剂的脱硫效果,以筛选合适的萃取剂,实验结果见表1。从表1可看出,水对MTBE的脱硫效果最好且最经济。但相比其他萃取剂,MTBE在水中的溶解度太低,所以选择在不影响脱硫效果的前提下在水中添加一种非质子极性助溶剂ZRD作为萃取剂,将MTBE在水中的溶解度提高到10.5,该萃取剂命名为TMS。

表1 萃取剂的筛选Table 1 Selection of extractants
2.2 实验条件对脱硫效果的影响
2.2.1 萃取温度的影响
萃取温度对脱硫效果的影响见图1。从图1可看出,随萃取温度的升高,硫化物在萃取剂TMS中的溶解度逐渐增大,导致脱硫效果变差,而温度太低又不利于实际操作。因此,选择最佳萃取温度为15 ℃。
2.2.2 萃取剂用量的影响
萃取剂用量对脱硫效果的影响见图2。从图2可看出,当VTMS∶VMTBE≤3.0时,脱硫率随VTMS∶VMTBE的增大而增大;当VTMS∶VMTBE>3.0时,萃取剂用量对脱硫率基本无影响。因此,选择最佳萃取剂用量为VTMS∶VMTBE=3.0。
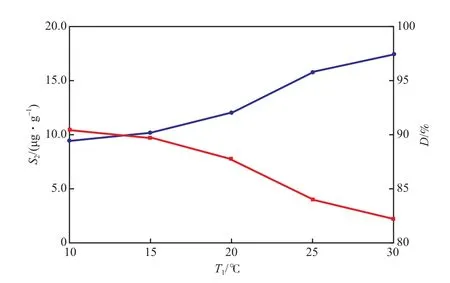
图1 萃取温度对脱硫效果的影响Fig.1 Effects of T1on the desulfurization.
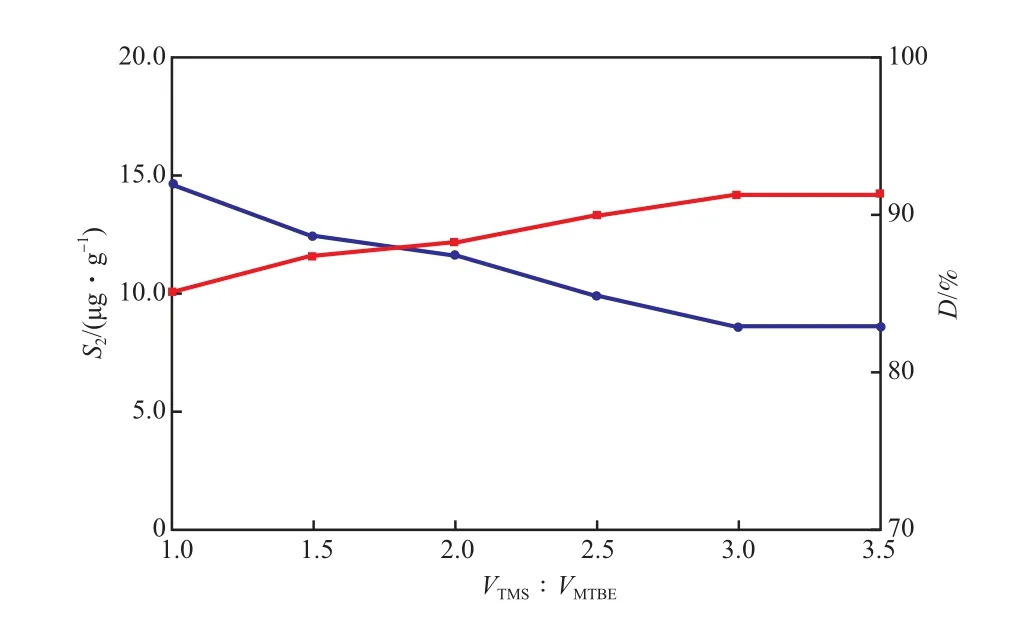
图2 萃取剂用量对脱硫效果的影响Fig.2 Effects of VTMS∶VMTBEon the desulfurization.
2.2.3 萃取时间的影响
萃取时间对脱硫效果的影响见图3。从图3可看出,萃取时间对脱硫效果几乎无影响。但为了使MTBE与萃取剂有足够的接触时间,使其充分溶解到萃取剂中,选择15 s为最佳萃取时间。
2.2.4 相分离时间的影响
相分离时间对脱硫效果的影响见图4。从图4可看出,当相分离时间在5 min以内时,因为分相不完全,随MTBE进入到萃取剂中的硫化物留在了萃取剂中,相分离时间对脱硫效果影响较大;当相分离时间为5~7 min时,相分离时间对脱硫效果的影响较小;当相分离时间大于7 min时,分相基本稳定,相分离时间对脱硫效果几乎无影响。因此,选择最佳相分离时间为7 min。
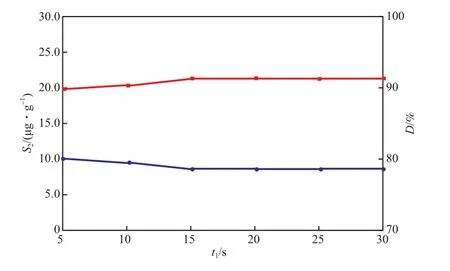
图3 萃取时间对脱硫效果的影响Fig.3 Effects of t1on the desulfurization.
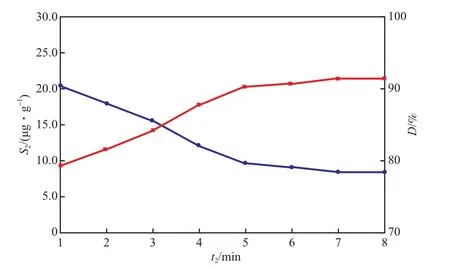
图4 相分离时间对脱硫效果的影响Fig.4 Effects of t2on the desulfurization.
2.2.5 蒸馏温度的影响
蒸馏温度对脱硫效果的影响见图5。
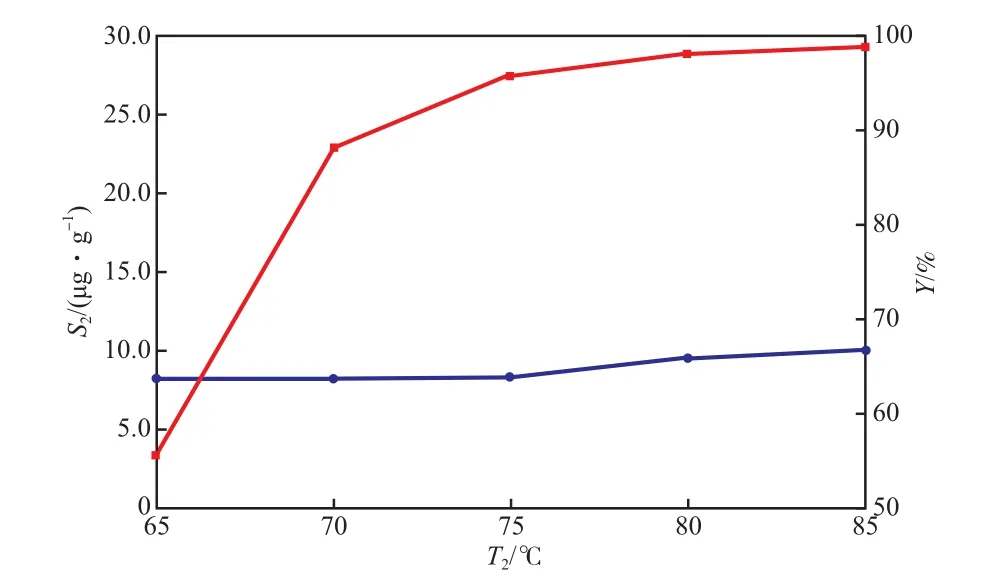
图5 蒸馏温度对脱硫效果的影响Fig.5 Effects of T2on the desulfurization.
从图5可知,随蒸馏温度的升高,MTBE质量收率逐渐提高,但对脱硫效果几乎没有影响。从蒸馏温度对脱硫效果的影响可看出本方法优于传统萃取蒸馏法。采用传统萃取蒸馏法,蒸馏温度太高时,低沸点硫化物将随MTBE一并蒸馏出来,达不到MTBE低硫含量的标准。从节能角度考虑,选取75 ℃作为最佳蒸馏温度。
2.2.6 蒸馏时间的影响
实验结果表明,蒸馏时间对脱硫效果几乎没有影响。蒸馏时间对MTBE收率的影响见图6。从图6可看出,当蒸馏时间小于等于20 min时,MTBE收率随蒸馏时间的延长而明显增加;当蒸馏时间为20~25 min时,MTBE收率增加缓慢;当蒸馏时间大于25 min后,MTBE收率趋于稳定(图中未给出)。因此,选取25 min作为最佳蒸馏时间。
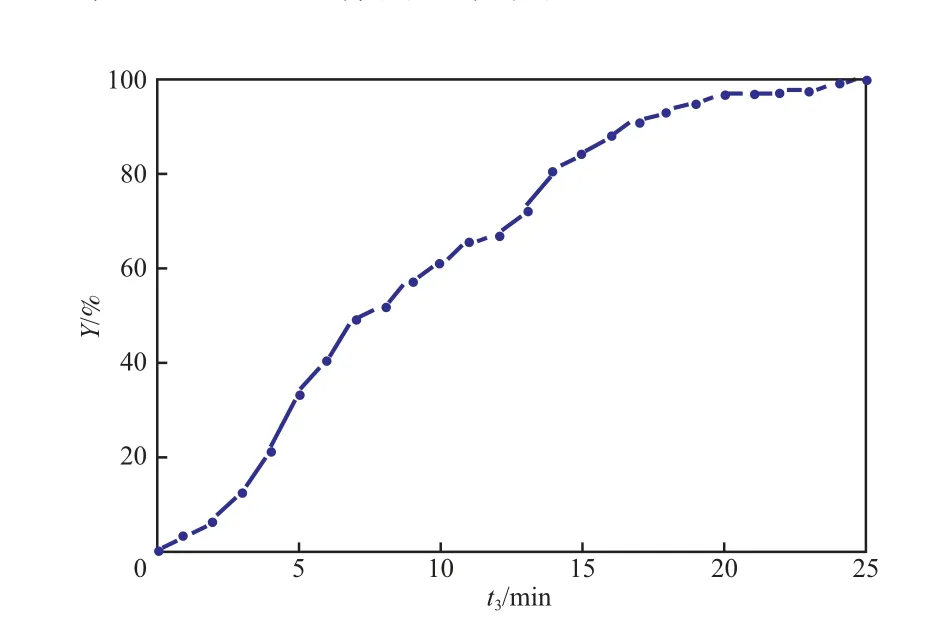
图6 蒸馏时间对MTBE收率的影响Fig.6 Effect of t3on Y.
2.2.7 小结
综上所述,最佳实验条件为:MTBE 50 mL、萃取温度15 ℃、VTMS∶VMTBE=3.0、萃取时间15 s、相分离时间7 min、蒸馏温度75 ℃、蒸馏时间25 min。在此条件下,脱硫后MTBE的硫含量可从98.1 μg/g降至8.4 μg/g、脱硫率为91.44%、MTBE的质量收率为99.69%。在各实验条件中,萃取温度对脱硫效果的影响最大,相分离时间其次,蒸馏条件主要影响MTBE的质量收率,对脱硫效果基本没有影响。
2.3 萃取剂TMS的循环使用次数
在最佳实验条件下,考察萃取剂TMS的循环使用次数,实验结果见图7。由图7可看出,TMS在5次循环使用范围内可将MTBE原料的硫含量降至10 μg/g以下。
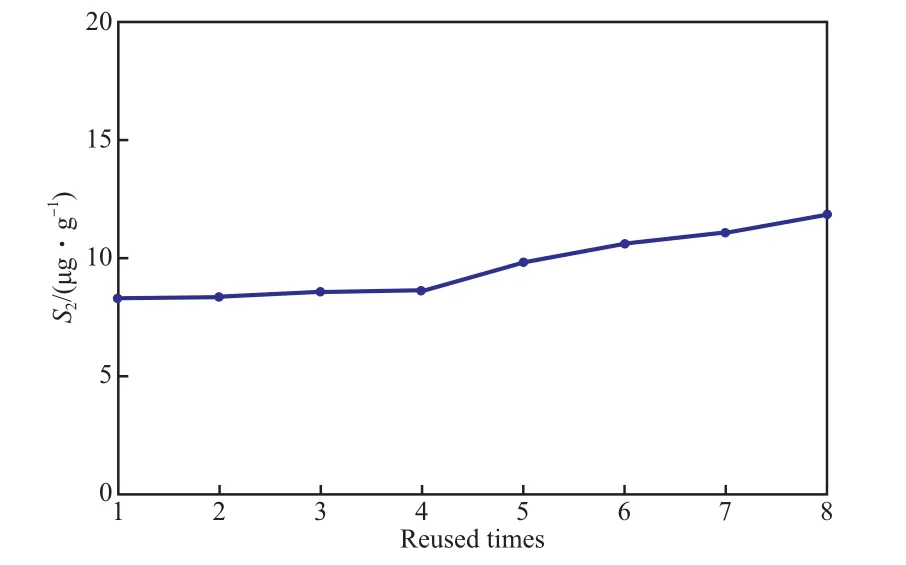
图7 萃取溶剂TMS的循环使用次数Fig.7 Recycling times of TMS.
3 结论
1)在实验条件中,萃取温度对脱硫效果的影响最大,相分离时间其次,蒸馏条件主要影响MTBE的质量收率,对脱硫效果基本没有影响。
2)采用萃取溶剂TMS对MTBE进行萃取蒸馏的最佳实验条件为:MTBE 50 mL、萃取温度15℃、VTMS∶VMTBE=3.0、萃取时间15 s、相分离时间7 min、蒸馏温度75 ℃、蒸馏时间25 min。在此条件下,MTBE的硫含量可从98.1 μg/g降至8.4 μg/g、脱硫率为91.44%、MTBE的质量收率为99.69%;TMS循环使用5次以内,MTBE的硫含量均能降至10 μg/g以下。
3)采用本实验所用萃取蒸馏法脱除MTBE中的硫化物避免了传统萃取蒸馏法无法获取低硫含量MTBE的缺点。
[1] 武文钊,韩志忠,张玉东. MTBE蒸馏脱硫工艺模拟[J]. 计算机与应用化学,2011,28(8):991 - 994.
[2] 刘家琏. 面临世界发展低硫燃料趋势的思考[J]. 中外能源,2008,13(6):14 - 18.
[3] 张淑梅, 吕志辉, 翟庆铜,等. 甲基叔丁基醚裂解制备高纯度异丁烯[J]. 燃料化学学报,2003,31(2):156 - 160.
[4] 宋金欧,姚春德,李菁,等. MTBE和乙醇对汽油燃烧特性的影响[J]. 天津大学学报,2007,40(9):1085 - 1088.
[5] Osman M M,Matar M S,Koreish S. Effect of Methyl Teriarybutyl(MTBE) as a Gasoline Additive on Engine Performance and Exhaust Emissions[J]. Fuel Sci Technol Int Nat,1993,11(10):1331 - 1343.
[6] 周继东,刘敏. MTBE裂解制异丁烯分离工艺的研究[J]. 石油化工,2002,31(8):638 - 640.
[7] Oxeno Olefinchemie GMBH. Method for the Production ofIsobutene from Commercial Methyl tert-Butyl Ether:US,20060135833 Al[P]. 2006-06-22.
[8] 杨哲. MTBE等汽油含氧调合组分的发展趋势[J]. 石油炼制与化工,2002,33(7):44 - 48.
[9] 李添魁. 红外光谱法测定汽油中的MTBE含量[J]. 石油化工,1995,24(3):198 - 200.
[10] 刘成军,温世昌,王玮瑶,等. 降低MTBE产品硫含量的探讨[J]. 炼油技术与工程,2011,41(12):14 - 18.
[11] 唐晓东,赵琳,王萍萍,等. 炼油厂C4馏分溶剂抽提脱硫的实验研究[J]. 石油炼制与化工,2012,43(2):33 - 37.
[12] Saudi Arabian Oil Company. Desulfurization of Hydrocarbons by Solvent Extraction:US,20130048542 A1[P]. 2013-02-28.
[13] 中国石油大学(北京). 一种甲基叔丁基醚深度脱硫的方法:中国,102557888A[P]. 2012-07-11.
[14] 西南石油大学. 一种甲基叔丁基醚脱有机硫的方法及装置:中国,102381945 B[P]. 2013-10-09.
[15] 李网章. MTBE降硫与国Ⅴ汽油生产[J]. 炼油技术与工程,2013,43(2):19 - 23.
(编辑 王 萍)
Desulfurization of Methyl tert-Butyl Ether by Extractive Distillation
Tang Xiaodong1,2,Qiao Qin3,Cheng Jin2,Xiang Mingfeng4
(1. State Key Laboratory of Oil and Reservoir Geology and Exploitation,Southwest Petroleum University,Chengdu Sichuan 610500,China;2. College of Chemistry and Chemical Engineering,Southwest Petroleum University,Chengdu Sichuan 610500,China;3. Shanghai Richtech Engineering Co.,Ltd.,Shanghai 200233,China;4. Sichuan Hengri Natural gas Engineering Co.,Ltd., Chengdu Sichuan 610500,China)
The extractive distillation of methyl tert-butyl ether(MTBE) was investigated to obtain low-sulfur product. Extractants and operation conditions of the extractive distillation were optimized. The results showed that,the solubility of MTBE in TMS(H2O with cosolvent ZRD) was 10.5. Under the optimized conditions of TMS as extractant,extraction temperature 15 ℃,volume ratio of TMS to MTBE 3.0,extraction time 15 s,phase separation time 7 min,distillation temperature 75 ℃ and distillation time 25 min,the sulfur content in MTBE could be reduced from 98.1 μg/g to 8.4 μg/g,and the desulfurization rate and MTBE yield were 91.44% and 99.69%,respectively. The sulfur content was still reduced to less than 10 μg/g after TMS was reused 5 times. This method can avoid the enrichment of sulfur in extractants,which leads to that it is diff cult to obtain low sulfur MTBE product.
methyl tert-butyl ether;extractive distillation;desulfurization
1000 - 8144(2014)11 - 1326 - 05
TQ 028.3
A
2014 - 05 - 15;[修改稿日期] 2014 - 08 - 09。
唐晓东(1963—),男,四川省南充市人,硕士,教授,电话 15108255288,电邮 txd3079@163.com。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:27:06
昆钢科技(2022年2期)2022-07-08 06:36:28
西南石油大学学报(社会科学版)(2022年4期)2022-07-06 08:01:16
西南石油大学学报(社会科学版)(2022年3期)2022-05-31 01:39:24
云南化工(2021年5期)2021-12-21 07:41:12
山东冶金(2019年3期)2019-07-10 00:53:54
咸阳师范学院学报(2016年6期)2017-01-15 14:18:46
大庆社会科学(2015年1期)2015-11-28 05:48:29
应用化工(2014年3期)2014-08-16 13:23:50
应用技术学报(2014年1期)2014-02-28 14:52:13
