
木薯酒精渣同步糖化发酵制乙醇的工艺研究*
2014-06-09 07:16徐友海朱庆伟徐艳红张国进王继艳胡世洋惠继星
化工科技 2014年2期
徐友海,岳 军,朱庆伟,徐艳红,张国进,王继艳,胡世洋,惠继星
(中国石油吉林石化公司 研究院,吉林 吉林 132021)
近年来,燃料乙醇作为新的可再生的燃料替代品日益受到各国的重视,其中非粮乙醇是今后产业发展的基本方向,作为从粮食乙醇到纤维素乙醇的过渡,木薯乙醇是目前的发展重点之一。这类项目的特点之一是相应产生大量废渣,其主要成分包括w(纤维素)=25%~30%,w(半纤维素)=10%~12%,w(木质素)=30%~32%,w(粗蛋白)=4%~6%,w(粗脂肪)=2%~4%,w(淀粉)=8%~10%,w(粗灰分和无机盐)=10%~15%[1]。而每生产1t木薯乙醇大约产生0.33 t木薯酒精渣(干基),由此推算,对于一个生产能力为30万t/a的木薯燃料乙醇生产厂,每年产生的木薯渣则高达约10万t,如果这部分副产物仅仅是简单焚烧或作堆肥处理,不但是对资源的极大浪费,同时严重污染环境。因此,如何提高木薯渣的综合利用价值,变废为宝,是木薯酒精行业亟待解决的问题。
近年来,进行过不少木薯废渣开发利用的研究,如在浓硫酸(质量分数60%)、浓硝酸和催化剂共同作用下,经水解-氧化-水解可将木薯渣制备成草酸[2];利用黑曲霉和啤酒酵母对木薯渣进行混种发酵[3],提高木薯渣的蛋白含量,作为一种酵母单细胞蛋白饲料应用于饲养牲畜,使废弃物得到资源化处理;也可以利用木薯渣在箱式固态发酵反应器中用黑曲霉发酵生产植酸酶[4-5];更多的研究是利用其生产酒精,广西明阳生化科技股份有限公司将木薯渣与生木薯或木薯干片分开,分别进行蒸煮和糖化,木薯渣经糖化后进行渣水分离,固渣直接做饲料或肥料,分离的木薯渣糖化滤液则回用作生木薯或木薯干片的调浆用液。该方法降低了生木薯或木薯干片的用量[6]。广西师范大学通过使用纤维素酶将木薯加工制取淀粉过程的木薯渣中占较大比例的粗纤维利用起来,其最高产酒率达到27.3%[7]。中粮集团将含木薯渣的原料与酶混合,酶解其中的纤维素,得到酶解产物,并发酵该酶解产物生成乙醇,同时连续补加木薯渣。但是,因种种原因这些研究均未得到大面积的推广。
目前发酵生产酒精方面的研究多针对木薯加工制取淀粉过程中所产生的废弃物,主要是由于其淀粉含量较高,而木薯酒精废渣利用的研究非常少。从木薯酒精渣成分组成中可见,其中纤维素、半纤维素和木质素的含量较高,若通过适当的方法分别进行深加工而得到相应的高附加值产品(其中仅利用纤维素制乙醇就可提高乙醇收率4%以上),将会有效提高木薯乙醇装置的整体经济效益。
作者研究尝试建立一种以木薯酒精厂所产废渣为原料,通过适当的原料预处理、纤维素酶水解并发酵生产乙醇,提出一条以木薯酒精渣为原料发酵生产乙醇的工艺路线。
1 实验部分
1.1 主要材料与试剂
木薯酒精渣:广西北海生物质能源有限公司;纤维素酶:枣庄市杰诺生物酶有限公司;酿酒活性干酵母:湖北安琪酵母股份有限公司;其它为市售分析纯试剂。
1.2 仪器和设备
CL-32L高压灭菌锅:日本ALP公司;TGL-16G高速台式离心机:上海安亭科学仪器厂;THZ-98AB恒温振荡器、DHG-9070A电热恒温鼓风干燥箱:上海一恒科学仪器有限公司;SW-CJ-1FD洁净工作台:苏州安泰空气技术有限公司;SSY-H不锈钢恒温水浴锅:上海三申医疗器械厂;SBA-40X生物质传感分析仪:山东省科学院生物研究所;BIOCTECH-5BG发酵罐:上海保兴生物设备工程有限公司;1KCF-10回转搅拌反应釜:烟台牟平曙光精密仪器厂;6202小型高速粉碎机:北京燕山正德机械设备有限公司。
1.3 实验方法
1.3.1 原料的准备
将取自于木薯酒精工厂的木薯渣自然风干,储存于自封袋中,平衡水分24 h后进行后续步骤。
1.3.2 原料的预处理
粉碎:将自然风干的木薯酒精渣用6202小型高速粉碎机粉碎后过筛,取不同粒径进行下一步实验。
酸碱处理:按要求配制一定浓度的酸、碱等溶液,按一定比例加入木薯酒精渣(干重),混合均匀后置于高压反应釜内,升温至预定温度保持一定的时间。处理完毕后,冷却放料,固体残渣经过滤后洗涤至中性,贮于密封袋存于4 ℃冰箱备用,
1.3.3 材料及设备的高压蒸汽灭菌
按照培养基配方,于电子天平上称量所需的药品,加入适量的蒸馏水,并充分搅拌,后分装入摇瓶或发酵罐中。在高压蒸汽灭菌锅内进行灭菌处理,灭菌结束后冷却至室温备用。
1.3.4 同步糖化发酵
木薯酒精渣经粉碎过筛后取一定粒径范围的进行实验,加入一定比例的水及0.75 g/L的硫酸铵,高压蒸汽灭菌20 min,冷却至约30 ℃后加入纤维素酶及1 g/L的干酵母,发酵过程中保持木薯渣不沉底,定期补加木薯渣,发酵温度为30~32 ℃,5 h前好氧发酵,5 h后厌氧发酵,定时取样分析ρ(乙醇)。
1.4 分析方法
1.4.1 木薯酒精渣成分测定
纤维素、半纤维素、木质素含量分别采用硝酸乙醇法、减量法、两步法酸水解测定[8],灰分含量测定参照《GB/T2677.3—1993 造纸原料灰分的测定》。
1.4.2 发酵液中的乙醇、葡萄糖测定
吸取2 mL发酵醪,离心后取上清液,并稀释适当的倍数后,用SBA-40X型生物传感分析仪测定葡萄糖、乙醇的质量浓度,乘以稀释倍数后即为发酵醪中葡萄糖、乙醇的质量浓度。
2 结果与讨论
2.1 木薯酒精渣成分分析
木薯酒精渣的主要成分(见表1)与文献报道有较大差异,其中,木质素的质量分数低于文献报道值,而灰分含量大大高于文献报道值,这将对提高发酵醪中ρ(乙醇)有比较大的影响。

表1 木薯酒精渣主要成分
2.2 不同粒径对木薯酒精渣发酵的影响
经粉碎后分别取不同粒径范围的木薯酒精渣按1.3.4的方式进行发酵实验,初始固液比1∶8,纤维素酶添加量为每克木薯渣(干重)30FPU。250 mL三角瓶装液量60 mL,置于恒温震荡培养箱内。发酵过程中分批补料使最终固液比达到1∶2.5,分别于24、48、72 h取样分析,不同时间发酵液中ρ(乙醇)见表2。
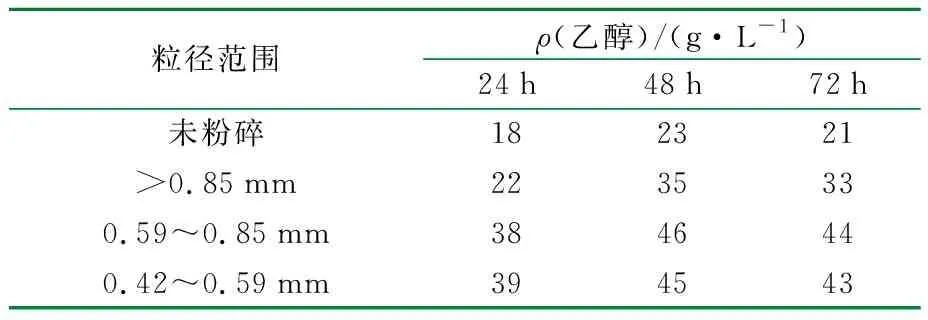
表2 不同粒径范围的木薯酒精渣发酵结果
实验结果表明:通过粉碎可以提高纤维素酶与底物的接触面积,在相同纤维素酶用量下可以增加其纤维素的水解效率,从而取得较好的发酵效果,粒径范围在0.59~0.85 mm时比未经粉碎的木薯酒精渣ρ(乙醇)提高1倍,粒径进一步降低,则效果不明显。因此,在下一步实验中,原料均取粉碎粒径0.85 mm以下的木薯酒精渣开展实验。
2.3 不同预处理方式对木薯酒精渣发酵的影响
在目前技术条件下,利用木质纤维素类材料发酵制取乙醇通常采用酸、碱进行预处理,以提高纤维素水解效率。而对于木薯酒精渣这种特殊的纤维质材料,其木质素、纤维素、半纤维素是处于较松散的结合状态,只是由于酶的可及性较差影响了酶解效果,通过粉碎可以增加酶与底物的接触面积。实验中对化学法与机械粉碎2种预处理方式进行了分批补料同步糖化发酵摇瓶对比实验。酸碱预处理按1.3.2的方法进行,预处理条件设置见表3。
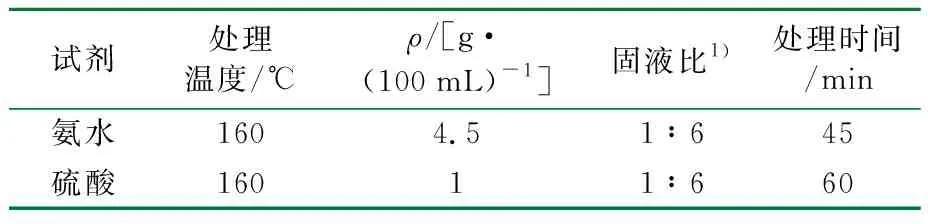
表3 木薯酒精渣预处理条件
粉碎后的木薯酒精渣取粒径小于0.85 mm的部分进行实验,其它实验条件同2.2,不同时间发酵液中ρ(乙醇)见图1。

发酵时间/h
从实验结果可以看出,对于木薯酒精渣这种特殊的纤维质材料,通过简单的机械粉碎处理,使纤维素酶的可及性增加,能够取得较好的发酵效果。而通过酸、碱预处理虽然能够破坏纤维质结构,提高纤维素含量,使酶解效果得以提高,但预处理过程所产生的小分子物质可能对酿酒酵母产生抑制作用,反而使发酵结果不太理想,需增加脱毒步骤消除抑制因素,而未处理的木薯酒精渣由于粒径较大,酶的作用效果降低,最高ρ(乙醇) ≈ 25 g/L。
2.4 不同纤维素酶加量对发酵的影响
除了预处理条件,纤维素酶的用量也是影响纤维素水解效果的重要因素,尤其是原料杂质含量较高时,杂质对酶的无效吸附或者失活因子可能导致纤维素酶的水解效率降低,因此需要考察不同纤维素酶用量条件下的乙醇发酵结果。
取粉碎后粒径小于0.85 mm的部分进行发酵实验,纤维素酶添加量为每克木薯渣(干重)0~50 FPU,其它条件同2.2,不同时间发酵液中ρ(乙醇)见图2。

纤维素酶的添加量/(FPU·g-1)
从实验结果可以看出,随着加酶量的提高,发酵液中ρ(乙醇)基本呈线性增加,表明纤维素酶的用量对于乙醇产率有很大的影响,当加酶量达到50FPU/g时,发酵48 h时ρ(乙醇)=65 g/L(体积分数为8.2%),木薯酒精渣的乙醇收率达到16%(每单位质量木薯渣生成酸的量,下同),这表明虽然木薯渣中木质素、纤维素及半纤维素是处于较松散的结合状态,通过简单的粉碎处理可以使纤维素酶的可及性增加,但杂质的存在对纤维素酶有很强的吸附或者失活作用,影响了纤维素酶的水解效率,因而增加酶量可以提高发酵效果。因此,对木薯发酵工艺过程进行适当调整和优化,降低木薯酒精渣中的灰分等杂质含量,将会有效降低木薯酒精渣发酵制乙醇的纤维素酶用量,并提高发酵液中ρ(乙醇)。
2.5 5 L发酵罐实验
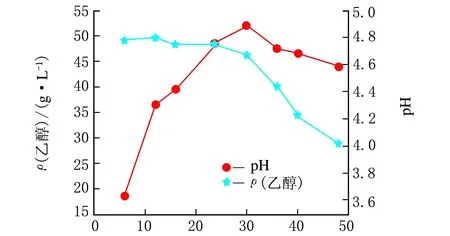
在上述摇瓶发酵实验的基础上,开展了5 L发酵罐同步糖化发酵实验,木薯酒精渣经粉碎后取粒径小于0.85 mm的部分,木薯酒精渣加入总量为800 g,初始加入250 g,水2 L,硫酸铵0.75 g/L,高压蒸汽灭菌后冷却至约30 ℃,加入纤维素酶(添加量总量为2 400 FPU,每克木薯渣30FPU),发酵过程中在24 h内将剩余木薯渣分批加入,实验结果见图3。
发酵时间/h

发酵时间/h
实验结果表明:发酵液中ρ(乙醇)最高达到52 g/L(体积分数为6.5%),木薯酒精渣到乙醇的收率达到13%,纤维素利用率约为75%,继续延长发酵时间,ρ(乙醇)反而下降,pH值也快速下降,由于是同步糖化发酵,ρ(葡萄糖)始终维持在较低水平,由于料液非常粘稠,如若继续补料普通的机械搅拌罐难以实现,需设计特殊的适合高固体含量的生物反应器。
3 结 论
研究了利用木薯乙醇厂废渣为原料发酵生产乙醇的方法,结果表明通过简单的机械粉碎后,通过同步糖化发酵生产乙醇是可行的。发酵条件为木薯酒精渣经粉碎后取粒径小于0.85 mm的部分,初始料水比1∶8,纤维素酶添加量为每克木薯渣(干重)30FPU,发酵过程中在24 h内分批将剩余木薯渣加入至总料水质量比达到1∶2.5,发酵时间30~40 h,发酵液中ρ(乙醇)>50 g/L,木薯酒精渣到乙醇的收率达到13%,当添加量达到每克木薯渣(干重)50FPU时,发酵液中ρ(乙醇)=65 g/L,乙醇收率达到16%,主要是由于木薯酒精渣的有效成分相对较低,灰分等杂质的存在对纤维素酶有很强的吸附或者失活作用,影响了纤维素酶的水解效率,因此增加纤维素酶添加量可以显著提高发酵效果。
[ 参 考 文 献 ]
[1] 刘甲申,刘文信,李春玲,等.采用含木薯渣的原料制备乙醇的方法:中国,100588711C[P].2010-02-10.
[2] 王宇飞,田小杰,张钰爽,等.木薯发酵制备酒精后剩余残渣的综合利用[J].广东化工,2008,35(12):78-81.
[3] 汤燕华,谢必峰.利用木薯渣发酵生产啤酒酵母单细胞蛋白的研究[J].药物生物技术,2006:13(1):51-54.
[4] 钟秋平,周文化,李建娜,等.木薯渣固态发酵植酸酶的中试条件[J].热带作物学报,2004,25(1):44-48.
[5] 马艳,洪葵,李枚秋,等.木薯渣固态发酵植酸酶的条件研究[J].热带作物学报,2000,21(2):56-63.
[6] 潘瑞坚,林旭升,张翰君.木薯渣酒精生产新工艺:中国,101195836A[P].2008-06-11.
[7] 苏小建,谢丽霞,曹子慧,等.木薯渣的发酵工艺研究 [J].粮油加工,2010,10:127-129.
[8] 石淑兰,何福望.制浆造纸分析与检测[M].北京:中国轻工业出版社,2010:35-49.
猜你喜欢
西南石油大学学报(自然科学版)(2019年5期)2019-12-20
天然产物研究与开发(2018年4期)2018-05-07
酒·饮料技术装备(2018年1期)2018-04-28
中成药(2018年1期)2018-02-02
世界热带农业信息(2018年11期)2018-01-17
广东第二课堂·小学(2017年5期)2017-05-27
中国粮油学报(2016年5期)2016-01-23
中国卫生标准管理(2015年25期)2016-01-14
世界热带农业信息(2014年8期)2014-09-23
中国酿造(2014年9期)2014-03-11
