提琴音柱形状改革实践
2014-05-30 02:59彭化龙
乐器 2014年2期
文/彭化龙
一、前言
我爱好提琴音乐,也热心钻研提琴调音。在长期的学习和演奏活动中,常常感到某些提琴无论在选材、制作、油漆诸方面都没有多大问题,可就是音质不好,发音不饱满,高音刺耳,低音软弱无力,甚至夹杂着沙哑的声音。我认为问题是出在音柱上。我们知道,音柱在提琴各附件中被称作“灵魂”,在提琴调音中起着至关重要的作用。那么,就要从尾柱孔和f孔观察测量它的位置是否正确。否则,就要把它推倒取出,仔细检查,常常发现下列问题:
1.音柱端面破裂,有伤痕。
2.端面切口随意,两端扭曲与琴板不吻合。
3.年轮线方向与切口方向不对。
4.安装歪扭、不立正,顶住码脚,长了往琴中心装,短了往f孔边装。这样,须重新制作一个音柱装上。我经多年实践制作成方形音柱,在大、中、小提琴上都有应用,它能改善发音,并有制作容易,安装方便的优越性。现以大提琴音柱为例作一介绍。
二、制作
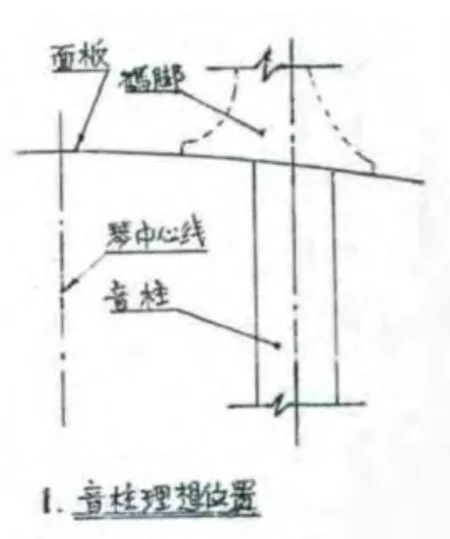
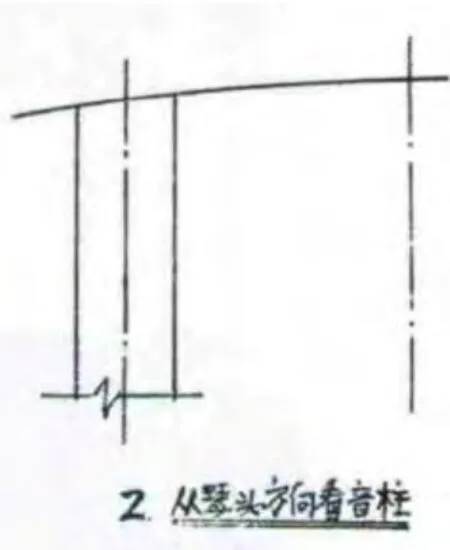
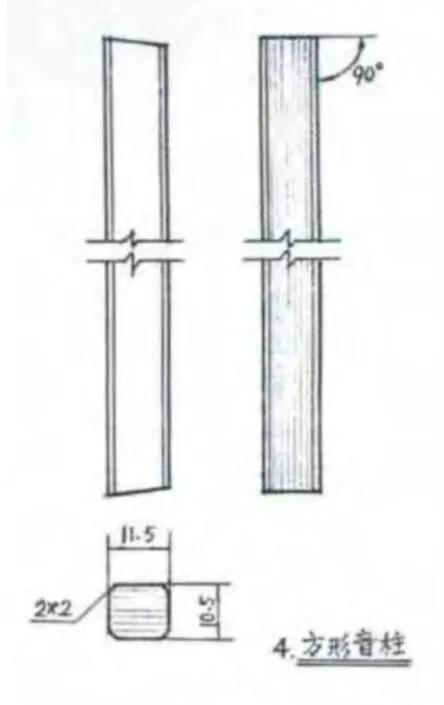
1.绘制一个音柱理想位置图(即琴码处断面)如图1,它的反面就是从琴头方向看音柱,如图2。图中的音柱中心线与低音梁中心相对应,低音梁至f孔边距可测出,它的厚度约为10~11mm。图中的面板曲线要求很准确,每个琴不一样,要实际测量。可先绘制在硬纸板上剪下来,卡在琴上看是否吻合。图1、图2中音柱上面的那一小段曲线是我们有用的。
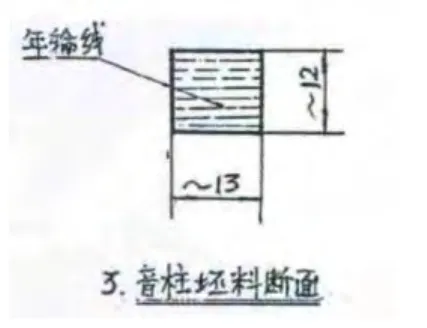
2.找来干透的木材,要求质轻,不太硬,纹理清晰,年轮线密无疤节。如老杉木、白枮木均可。用薄刀劈能顺纹理裂开,劈成最小约12mm×13mm的方木条,长约165m m,断面形状如图3所示。年轮线要两端相对应。
3.在玻璃板上铺上砂纸,磨制成图4的形状。
①粗磨两端面,使木材纹理清晰,容易辨认。
②打磨木条成90°的两个基准面,纵向纹理和横向纹理不能错乱。
③磨出另两个对应面,断面成10.5mm×11.5mm。
④木条的一端在图1、图2上描取面板曲线。磨制曲面(近似平面),边磨边对照上两图,它的另两面是90°的平线,用角尺测量。
⑤参考原音柱长度切去余量,重复上面的工作程序,磨制另一端面。
⑥细磨方木条,然后磨去四条长棱边,方形音柱制成。
三、安装
备好四件工具,如图5、6、7、8所示。前三件可用竹片、木片、硬塑料片制作,第四件是铁丝。每件作用一目了然,夹子和撬杆只在f孔使用。参照图1音柱理想位置和图9音柱平面位置安装。
1.音柱靠f孔的一面打上记号,放入琴内,拨至记号朝上。
2.用夹子夹住音柱,将橡筋往下推,靠近音柱,夹好以后转动夹子,并用拉钩辅助,使音柱立起来,松掉夹子。
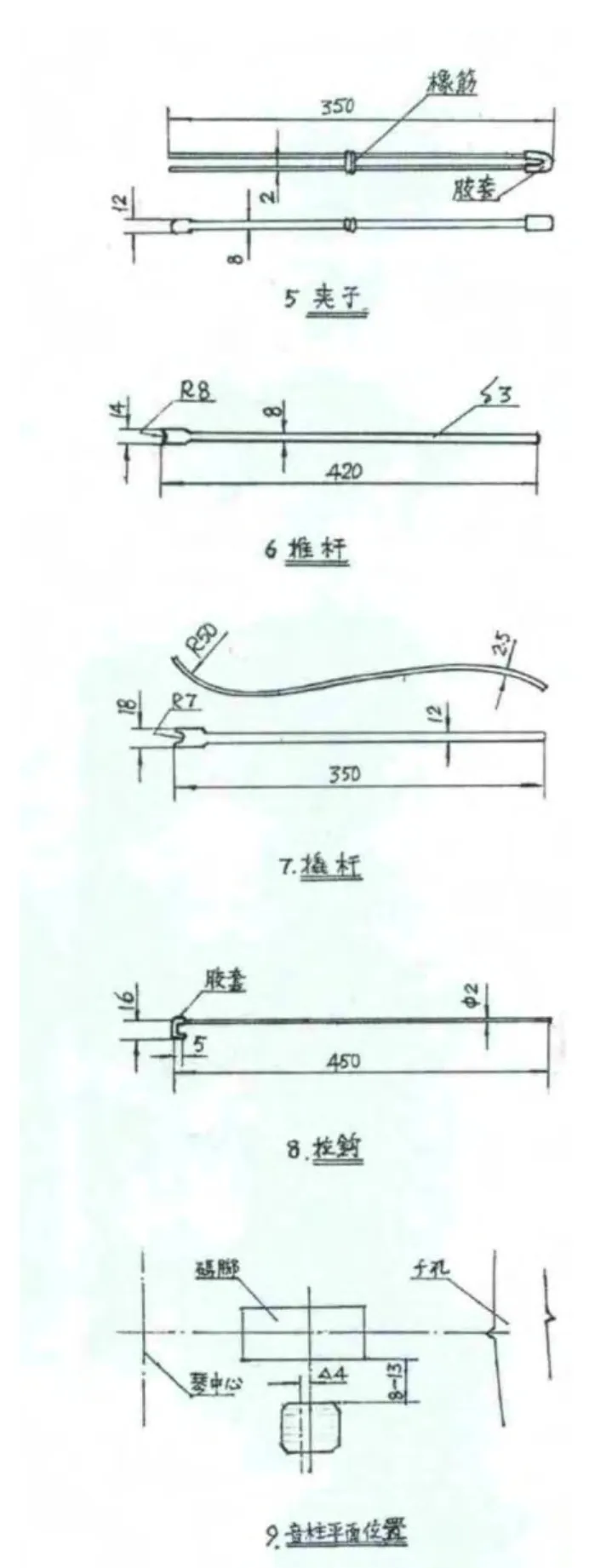
3.从尾柱孔和f孔观察音柱所处位置,用其他三件工具拨正。注意须分别在音柱的两端同时用工具,一件为主,一件为辅。形成作用力与反作用力,这样不易倒。
音柱传递琴弦的振动,承受琴弦的张力,它与低音梁受力平衡时,提琴发音就协调。改变音柱的长短和位置,即改变它的受力大小,就起到调音的作用。当它横向移动向f孔边受力就增大,A弦就会响亮,C弦就会软弱一些。图9标照这个移动量是△4,如果这个量再增加,我认为必须修正音柱长度,缩短一些,重磨一个端面。当它向码脚方向移动,它的受力也将增大,影响与低音梁受力平衡。这样,A弦发音噪而亮,C弦变弱。图9标照与码脚距离8mm~13mm,我认为新琴远一点,旧琴(10年以上)近一点为好。当然也还有对提琴音色喜好感觉,我常常把低音浑厚有力摆在第一,高音悦耳清亮是第二。总之,手在用某件工具移动音柱时,感觉必须轻松易动。这样,音柱绝对不能长,又要直立不倒。
四、检测
这个工作须很细致,须反复下列各步骤:
1.用夹子轻轻摆动音柱,感觉受力,使音柱年轮线与面板垂直。
2.用直尺测量与f孔内边缺口中心距离。
3.接通一个6V手电灯泡放入琴内指板下方,在尾柱孔参照琴内首木的一边,目测音柱是否横向立正。
4.用绳子牵住一个小三角板或直角硬纸板,从f孔放入,再用夹子夹住靠近音柱,检验是否与背板纵向垂直。
5.在尾柱孔观察音柱上下弧面是否透光,接合面必须密合成线。否则,必须重复前面的工作。
五、结语
方形音柱带有方向性,使弧面与琴板吻合更好,能改善提琴发音,且制作容易,安装不受损。只要有对美好声音的追求和强烈的敬业精神,采用方形音柱,你的大提琴声会魅力无穷,你会倍感自豪。
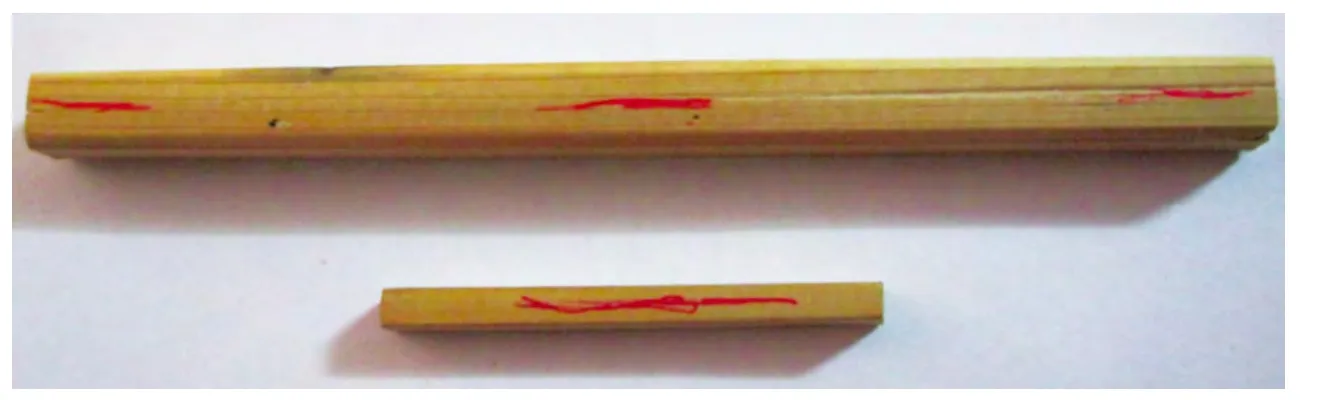
长的为大提琴音柱,短的为中提琴音柱

改良的音柱
猜你喜欢
学苑创造·B版(2022年2期)2022-01-28
家庭影院技术(2021年9期)2021-11-05
家庭影院技术(2021年3期)2021-05-21
疯狂英语·新读写(2020年3期)2020-06-06
数学小灵通(1-2年级)(2018年4期)2018-05-07
家庭影院技术(2017年11期)2017-12-20
课堂内外(小学版)(2017年6期)2017-09-04
学与玩(2017年4期)2017-02-16