
基于竖流式一体化反应器实现自养生物脱氮研究
2014-05-24 01:28:28陈宗姮张大林苏州科技学院环境科学与工程学院江苏苏州215009苏州科技学院环境生物技术研究所江苏苏州215009
中国环境科学 2014年6期
李 祥 ,黄 勇 *,朱 莉 ,袁 怡 ,周 呈 ,陈宗姮 ,张大林 (1.苏州科技学院环境科学与工程学院,江苏 苏州 215009;2.苏州科技学院环境生物技术研究所,江苏 苏州 215009)
厌氧氨氧化是指在厌氧条件下,厌氧氨氧化菌以氨氮作为电子供体,亚硝酸盐作为电子受体,通过氧化还原作用将其转化为氮气的生物脱氮过程.与传统生物脱氮过程相比,厌氧氨氧化反应脱氮效能高,无需有机物参与,动力消耗低,因而受到国内外研究者的广泛关注[1-5].
工业废水中氮素一般以氨的形式存在[6],在运用厌氧氨氧化工艺处理此类工业废水之前,需要利用好氧氨氧化菌将废水中部分氨氮转化为亚硝酸盐,以满足厌氧氨氧化反应的需求.然而亚硝化微生物与厌氧氨氧化微生物对生存环境存在一定的差异,因此如何实现亚硝化与厌氧氨氧化工艺的衔接,创造好氧氨氧化菌与厌氧氨氧化菌的生长环境,最大限度地发挥其功能是反应器脱氮效能快速提高的关键因素[8].
针对上述问题,本实验设计了一种新型一体化反应器(专利申请号:201210577386.3).好氧区设置在竖流式一体化反应器上端,厌氧区设置在下端,有效避免单一反应器内亚硝化过程中溶解氧对厌氧氨氧化的影响.同时利用亚硝化曝气后的尾气与厌氧氨氧化反应产生的氮气形成气升回流功能,实现单一反应器内好氧区与厌氧区的衔接.通过接种亚硝化膜与厌氧氨氧化污泥,研究实现其自养生物脱氮的可行性与运行特性.
1 材料与方法
1.1 实验装置与运行条件
实验装置如图 1所示.反应器由下部直径100mm和上部直径140mm的圆柱形有机玻璃制成,总高度 920mm,总有效体积 12L.该装置分别由污泥流化区(3.67L,生物膜下部边缘至反应器底部),厌氧生物膜区(1.58L,生物膜下部边缘至曝气装置底部),好氧生物膜区(4.43L,曝气装置上部边缘至集气室内液面部分),沉淀区(2.32L)组成.反应器内固、液和气流向如下:通过进气流量控制好氧区溶解氧在 0.5~1mg/L之间,剩余的尾气通过集气罩收集,再由导气管引入气升室,将亚硝化生物膜区的亚硝化液气升入气升室.然后亚硝化液通过回流管回流至反应器底部的污泥流化区,并与进水氨氮混合, 以满足厌氧氨氧化菌的需求.反应器进水运行方式为连续流,流量由蠕动泵控制.气体流量由气体流量计控制.反应器温度控制在32℃,由气浴加热控制.
1.2 反应器接种污泥
亚硝化区接种生物来源于经过150d左右驯化的亚硝化生物膜反应器[9],亚硝化生物膜刚刚挂好,具有一定的亚硝化能力,接种量 1.5L.流化区接种的厌氧氨氧化污泥取至实验室长期运行的厌氧氨氧化种泥反应器,接种量1L.
1.3 模拟废水组成
采用人工配水,废水主要由 NH4Cl(按需配制),NaHCO3(按需配制)、KH2PO427mg/L,CaCl2·2H2O 136mg/L,MgSO4·7H2O 20mg/L 和微量元素浓缩液Ⅰ1mL/L,微量元素浓缩液Ⅱ1.25mL/L组成.微量元素浓缩液Ⅰ:EDTA 5000mg/L,FeSO45000mg/L;微量元素浓缩液Ⅱ :E DTA 5000mg/L, ZnSO4·7H2O 430mg/L,CoCl2·6H2O 240mg/L, MnCl2·4H2O 990mg/L,CuSO4·5H2O 250mg/L, H3BO414mg/L,NaMoO4·2H2O 220mg/L, NiCl2·6H2O 190mg/L,NaSeO4·10H2O 210mg/L.
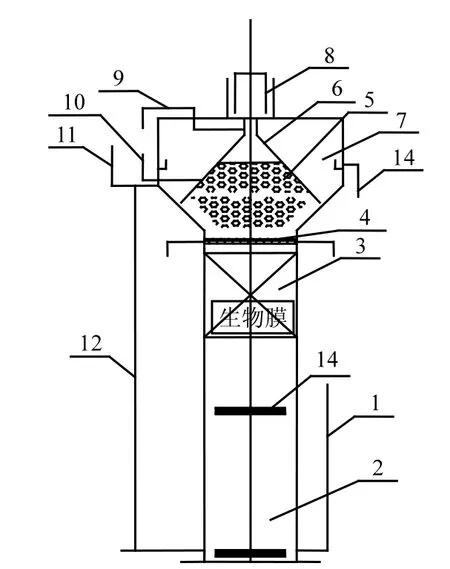
图1 竖流式一体化反应器Fig.1 Schematic of up-flow integrated reactor
1.4 测定项目与方法
指标测定方法均按照《水和废水监测分析方法》[10].采用纳氏分光光度法;采用 N-(1萘基)-乙二胺分光光度法;采用离子色谱法;DO采用梅特勒荧光法在线监测仪;ORP/pH采用凯美泰克在线监测仪.
2 结果与分析
2.1 一体化反应器中氨氮转化及去除量变化
依据接种亚硝化膜的氨氮转化能力和厌氧氨氧化污泥脱氮效能,在反应器运行初期设定反应器进水氨氮浓度为200mg/L左右,HRT设定为11.5h.在反应器运行初期(图 2A),出水氨氮浓度维持在42.4mg/L,亚硝氮浓度维持在 6.8mg/L,硝氮浓度维持在 23.9mg/L,出水总氮维持在72.9mg/L,氮去除速率维持在 0.255kg/(m3·d).反应器运行初期(0~9d)出现稳定的氮去除能力,说明亚硝化菌与厌氧氨氧化菌已经在一体化反应器内适应各功能区环境.
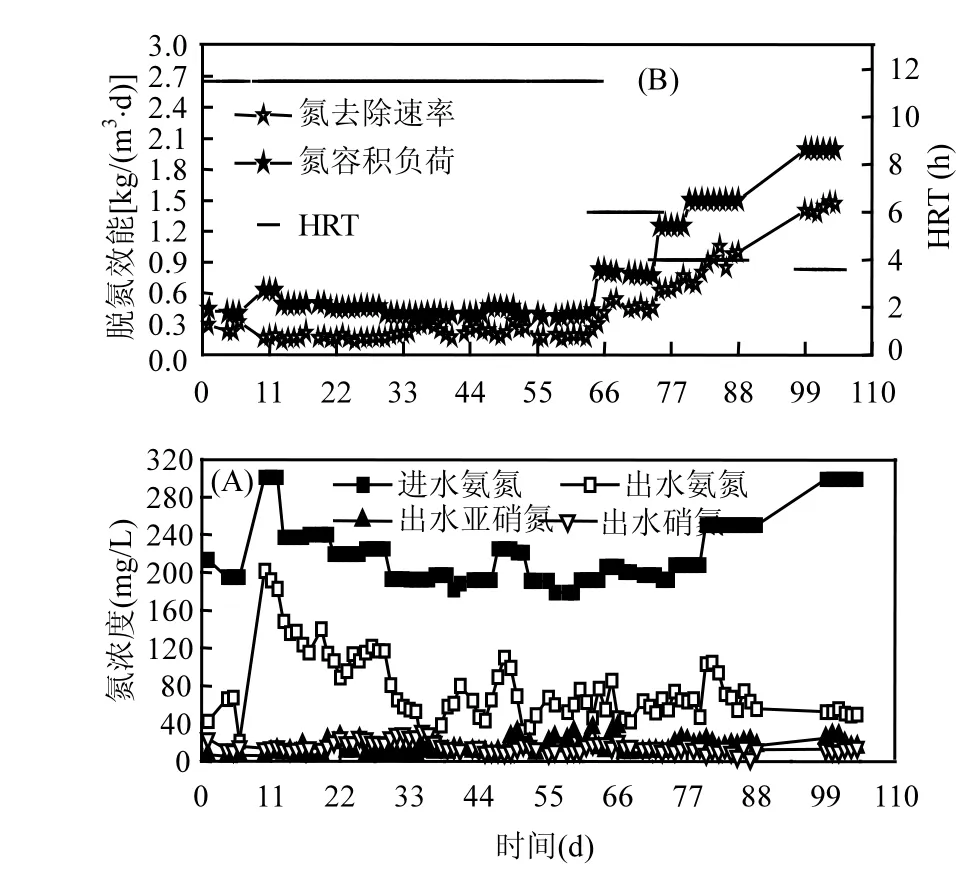
图2 一体化反应器脱氮效能变化Fig.2 The change of nitrogen removal efficiency in the integrated reactor
为了保证回流液中有足够量亚硝氮,满足厌氧氨氧化需求,同时防止亚硝化区内因溶解氧过高导致硝化细菌的生长.在反应器运行的第 10d将进水氨氮浓度提高至 300mg/L.然而,由于反应器运行初期脱氮效能不高,反应器氨氮出水浓度也相应迅速上升到200mg/L左右,亚硝氮浓度仅上升到11.8mg/L,氮去除速率明显下降.反应器流化区和亚硝化区的FA (free ammonium )浓度分别达到24和41mg/L,说明高浓度FA对亚硝化菌和厌氧氨氧化菌也产生了抑制作用.Jung等[11]发现当进水中FA浓度达到1.7mg/L就会对厌氧氨氧化过程产生抑制,当FA浓度达到32mg/L时厌氧氨氧化反应将会完全终止.Jaroszynski等[12]通过序批实验研究了FA浓度变化对厌氧氨氧化菌活性的影响,结果表明当FA浓度达到2mg/L时就会对厌氧氨氧化菌活性产生影响.Anthonisen等[13]研究表明当FA浓度达到10mg/L时会对亚硝化菌活性产生抑制.为了防止氨氮对底部的厌氧氨氧化污泥产生抑制,在随后的运行过程中进一步降低进水氨氮浓度至220mg/L左右,并适当将降低进水pH值,使反应器内FA浓度有所下降.在此过程中反应器的脱氮效能逐步缓慢上升.
当反应器运行至 64d,氮去除速率基本处于稳定状态,因此将反应的 HRT缩短至 6h,进一步提高反应器的氮负荷至 0.85kg/(m3·d).此时反应器的脱氮效能也得到了快速提高,并且稳定在0.45kg/(m3·d)左右.随后通过缩短 HRT和提高基质浓度的方式逐步提高反应器氮容积负荷.经过104d的运行,反应器进水氨氮浓度提升至298.6mg/L,HRT逐步缩短至 3.6h,氮容积负荷提升至 1.99kg/(m3·d).最终反应器出水氨氮、亚硝氮、硝氮浓度分别稳定在48.5、14.5和13.7mg/L,反应器脱氮效能达到 1.48kg/(m3·d).因此,从反应脱氮效能的增加反映出一体化反应器已经启动成功,亚硝化和厌氧氨氧化微生物在反应器内获得大量富集.
2.2 一体化反应器运行特性
2.2.1 一体化反应器进气量对回流量和厌氧区环境的影响 通过气升实现反应器自回流功能是一体化反应器实现好氧区与厌氧区串联的一个重要特征.回流量的大小关系到厌氧氨氧化脱氮效能的好坏.回流量过小会导致反应器下部厌氧氨氧化菌所需亚硝氮量的供给补足,污泥流化区上升流速过小;回流量过大,回流液中携带的溶解氧将会影响厌氧氨氧化菌对环境的要求,同时污泥流化区过大的上升流速会导致厌氧氨氧化微生物进入好氧区,乃至随出水流失.因此,在一体化反应器的运行过程中需要对回流量进行调节.亚硝化区的曝气量调控是改变回流量的一个重要手段.将一体化进气量与回流量进行测定后绘制成图 3.由图 3可知,进气量(X)与回流量(Y)呈现出明显的线性关系:Y=2.8X-37.1(R2=0.98).因此在保证亚硝化的同时,通过进气量调节可以很好地控制亚硝化液回流量.
由图 4可知,在反应器运行的前64d,当进水流量恒定在 17.39mL/min,亚硝化区进气量从40L/h逐步增加到100L/h时,气升室的亚硝化液回流量由 73.8L/min上升到 240L/min,回流比由最初的4:1上升到14:1.随后,随着进水流速的增加,回流比有所降低,但随着曝气量增加到200L/h,回流量也一直增加到 517.2mL/min,说明利用气升所产生的回流量随曝气量增加十分明显.但是,随着回流量的增加,反应器底部的ORP值一直处于(-450±50)mv,说明厌氧氨氧化菌所处环境一直处于厌氧状态,并未受到回流液中携带溶解氧的影响.
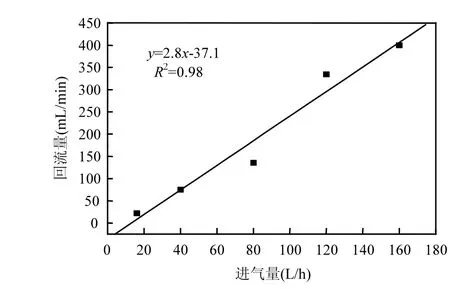
图3 进气量与回流量的线性关系Fig.3 Linear relationship of quantity between air admission and reflux
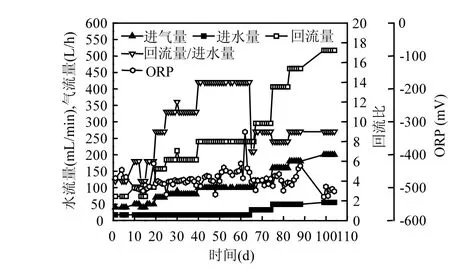
图4 曝气量对回流比和厌氧区环境影响Fig.4 The effect of air inflow on reflux ratio and anaerobic environment
在一体化反应器中,回流功能作用主要有以下几方面:第一,通过回流功能将亚硝化区的亚硝化液输送至底部,满足厌氧氨氧化需求,创造出好氧与厌氧生物生长所需的不同环境的流通性;第二,通过回流可以对进水基质浓度进行稀释,很好地降低高基质浓度对厌氧氨氧化菌的生长,有利于反应器脱氮效能的提高[14].JIN等[15]通过反应器外设出水循环泵研究高氨氮浓度(进水氨氮浓度700mg/L)对反应稳定性影响,结果也表明增设出水循环可以有效降低进水基质浓度对厌氧氨氧化菌的抑制,有利于反应器脱氮效能的增加和反应器稳定的运行.第三,经过厌氧氨氧化反应后,水中的亚硝酸盐基本得到去除,亚硝化区的硝化细菌因缺少基质而无法生长,可以从根本上有效抑制硝化细菌的生长.第四,回流量的增加,使得流化区上升流速的增加,有利于流化区污泥的颗粒化,当其达到一定数值后可以减少或者去除机械搅拌.
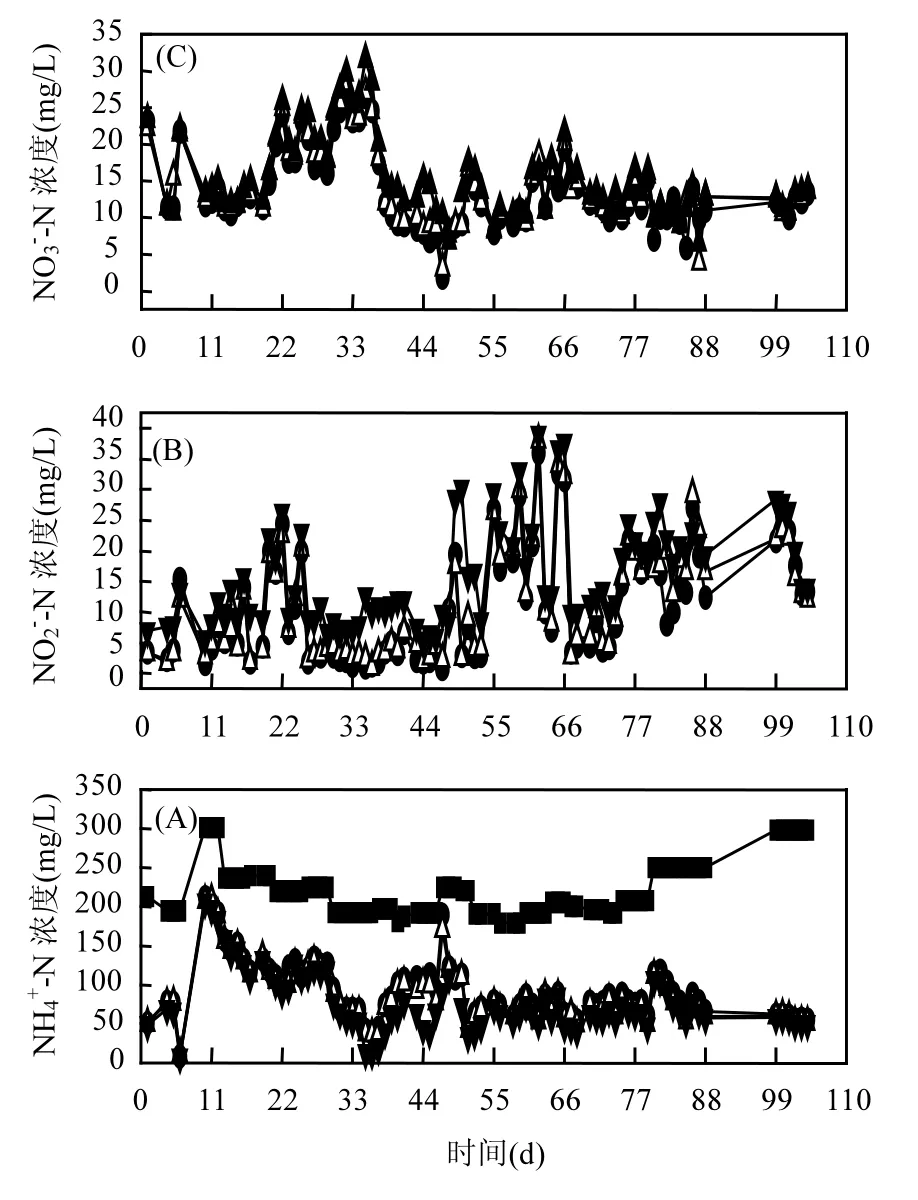
图5 反应器各反应区氮素形态变化Fig.5 The change of nitrogen form during every reaction zone in reactor

2.2.2 一体化反应器各区氮素的变化 一体化反应器脱氮效能的好坏与反应器内各功能区氮素 (氨氮、亚硝氮和硝态氮)转化能否实现有着紧密的联系.将一体化反应器运行过程中各区域氮素的转化绘制成图5.由图5(A)可见,反应器内氨氮随着水流方向逐渐降低,由于回流比一直保持在 4以上,使得流化区、厌氧膜区、亚硝化区的氨氮浓度变化较小.但是总体而言,流化区>厌氧膜区>亚硝化区,基本满足反应器最初的设计原理.与氨氮浓度变化相比,反应器内各区域亚硝氮浓度差异明显[图 5(B)],亚硝氮浓度变化为亚硝化区>流化区>厌氧膜区,主要是因为流化区和厌氧膜区厌氧氨氧化污泥利用亚硝氮进行厌氧氨氧化,而亚硝化区由于溶解氧存在,只适宜亚硝化菌的生长.同时由图5(B)可见,反应器亚硝化液的回流量已经满足了厌氧区厌氧氨氧化菌的需求.硝态氮的存在能够指示反应器内厌氧氨氧化的能力.由图5(C)可知,反应器内硝氮浓度随着水流方向逐渐升高,说明厌氧氨氧化菌在反应器内良好地生长.
2.3 各功能区域污泥形态的变化
一体化反应器各功能区氮素的转化量多少与该区域的微生物量多少有着直接关联.同时厌氧氨氧化菌与亚硝化菌为自养微生物,倍增时间较长.因此,亚硝化与厌氧氨氧化联合工艺的运行过程中,微生物量的高效滞留是反应器脱氮效能提高的必要条件.一体化反应器经过 104d的运行,各区微生物形态如图6所示.亚硝化区利用了密度比水轻的填料,并通过曝气实现亚硝化生物膜的流化状态.由图6(A)可见载体内生物量十分丰富,外观呈黄棕色.通过对在体内微生物电镜扫描后发现,内部生物由大量丝状物缠绕[图6(D)],有助于微生物附着.而填料外侧微生物量较少,主要是因为载体之间相互碰撞,导致微生物很难附着.流化区因流态稳定,污泥颗粒化条件良好,部分污泥开始颗粒化,不至于随上升流速提高而随液体流失,使得微生物得到有效截留,并且呈现出厌氧氨氧化污泥所具有的独特红色[图 6(B)].厌氧生物膜区具有较强的吸附性,为颗粒较轻的微生物提供了较好的吸附载体,有效防止微生物的流失[图 6(C)].因此,从一体化反应区各区微生物图片也进一步说明亚硝化菌和厌氧氨氧化菌在一体化反应器内生长良好,并且得到大量富集.
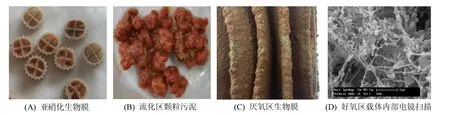
图6 一体化反应器污泥形态及特性Fig.6 Characteristics and shapes in the integrated reactor
3 亚硝化厌氧氨氧化联合工艺
基于亚硝化与厌氧氨氧化的联合自养生物脱氮工艺中厌氧氨氧化生物脱氮效能的高效必须依赖亚硝化转化率的提高,以满足厌氧氨氧化生物的需求.目前,亚硝化与厌氧氨氧化工艺的衔接一般有2种方式:一种是将2个反应放置在两个构筑物中,通过串联实现[16-17];另一种是将两个反应放置在一个构造物中,通过调解部分控制参数实现两种微生物共同生长[18-21].由于亚硝化反应是pH值下降的过程,厌氧氨氧化是一个pH值上升的过程,并且这2个反应过程pH值变化往往会超过各自微生物的生长适宜范围,所以单独反应时各构筑物中需要大量缓冲物维持体系pH值环境或者 2个工艺之间外设循环泵,但是额外增加了动力消耗.同时亚硝化过程常常因硝化细菌适应性生长而不能稳定运行.因此更多研究者利用单一反应器实现亚硝化与厌氧氨氧化菌的协同生长,例如 OLAND[22]、CANON[23]、SNAP[24]等等.单一反应器有效解决了亚硝化与厌氧氨氧化之间 pH值互补问题,同时厌氧氨氧化菌能够快速利用亚硝化菌产生的亚硝酸盐,通过消耗硝化菌需要底物有效抑制硝化细菌的生长.
厌氧氨氧化菌是严格的厌氧细菌,亚硝化菌为好氧菌,因此无论如何限制溶解氧,好氧氨氧化菌和厌氧氨氧化菌在单一反应器内均得不到相应的适宜环境,不能最大限度发挥其相应功能.为了解决反应器内同时满足亚硝化菌和厌氧氨氧化菌的好氧和厌氧环境的需求,一些研究者通过利用颗粒污泥或者生物膜形成一定溶解氧浓度梯度,以满足2种微生物的生长环境.通过生物膜等载体的投加可以有效地提高反应区的脱氨效能.但是由于亚硝化菌对氧的充分需求和厌氧氨氧化菌对厌氧环境的需求相矛盾,使得亚硝化成为整个脱氮过程的限制因素[20].与目前单一厌氧氨氧化反应器的脱氮效能[10kg/(m3·d)以上]相差甚远.通过目前文献报道,将亚硝化-厌氧氨氧化联合反应在单一反应器运行效果进行对比,如表1所示.由表1可知,从脱氮效能、启动时间和去除率方面进行比较,本反应器的脱氮效能优于传统的单一反应器.本反应器成功实现单一反应器厌氧与好氧环境的分区,亚硝化区亚硝酸盐完全满足厌氧区厌氧氨氧化菌的需求(图5),脱氮效能提升空间较大.但是反应脱氮效能快速提高还有待进一步改善,需要寻找适宜的亚硝化与厌氧氨氧化体积比及参数的优化.
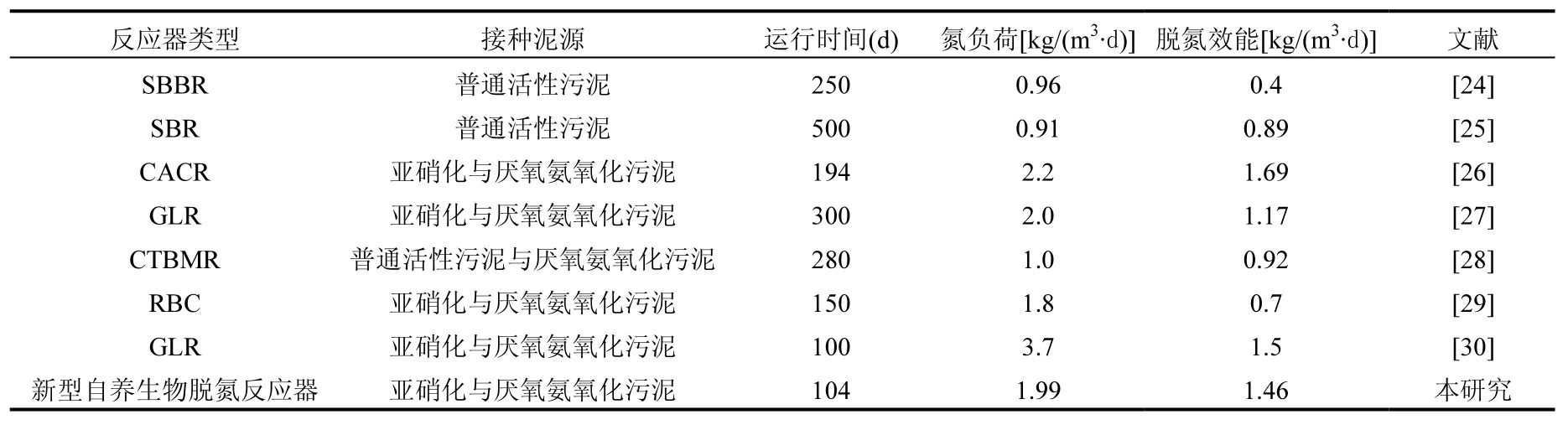
表1 亚硝化-厌氧氨氧化联合反应在单一反应器脱氮效能Table 1 The nitrogen removal effciency of partial niritation and anammox process in single reactor
4 结论
4.1 利用曝气尾气和厌氧氨氧化反应产生的气体形成的气升回流功能成功实现了一体化反应器内好氧区与厌氧区的联合,实现无机氨氮废水的自养生物脱氮.经过 104d的运行,一体化反应器脱氮效能由最初的 0.25kg/(m3·d)上升到1.46kg/(m3·d).
4.2 随着脱氮效能增加,气升回流功能产生的回流量逐渐增加.当亚硝化区进气量从 40L/h逐步增加到100L/h时,气升室的亚硝化液回流量由73.8L/min上升到240L/min, 回流比由最初的4:1上升到14:1.有效缓解进水基质对微生物的影响,提高流化区的上升流速,促使厌氧氨氧化污泥颗粒化.
[1]李 祥,黄 勇,朱 莉,等.蚀刻液废水厌氧氨氧化脱氮性能研究 [J]. 中国环境科学, 2011,32(12):2199-2204.
[2]于英翠,高大文,陶 彧,等.利用序批式生物膜反应器启动厌氧氨氧化研究 [J]. 中国环境科学, 2012,32(5):843-849.
[3]Long A, Heitman J, Tobias C, et al. Co-occurring anammox,denitrification, and codenitrification in agricultural soils [J]. Appl.Environ. Microbiol., 2013,79(1):168-176.
[4]Yamagishi T, Takeuchi M, Wakiya Y, et al. Distribution and characterization of anammox in a swine wastewater activated sludge facility [J]. Water Sci. Technol., 2013,27(10):2330-2336.
[5]于德爽,李伟刚,李 津.ASBR 反应器厌氧氨氧化脱氮Ⅰ:工艺特性与控制策略 [J]. 中国环境科学, 2013,33(12):2176-2183.
[6]杨晓明,耿长君,苗 磊.高氨氮及高浓度难降解化工废水处理技术进展 [J]. 化工进展, 2011(S1):825-827.
[7]Ganigué R, Volcke E I P, Puig S, et al. Impact of influent characteristics on a partial nitritation SBR treating high nitrogen loaded wastewater [J]. Bioresource Technology, 2012,111:62-69.
[8]李 祥,黄 勇,袁 怡,等.亚硝化的实现及与厌氧氨氧化联合工艺研究 [J]. 水处理技术, 2011,37(12):10-14.
[9]李 祥,黄 勇,朱 莉,等.厌氧氨氧化前置亚硝化反应器启动及稳定研究 [J]. 水处理技术, 2013,39(7):96-99.
[10]国家环境保护局.水和废水监测分析方法 [M]. 4版.北京:中国环境科学出版社, 2002:258-282.
[11]Jung J Y, Kang S H, Chung Y C, et al. Factors affecting the activity of Anammox bacteria during start up in the continuous culture reactor [J]. Water Sci. Technol., 2007,55(1):459-468.
[12]Jaroszynski L W, Cicek N, Sparling R, et al. Impact of free ammonia on anammox rates (anoxic ammonium oxidation) in a moving bed biofilm reactor [J]. Chemosphere, 2012,88(2):188-195.
[13]Anthonisen, A C, Loehr, R C, Prakasam, T B S, et al. Inhibition of nitrification by ammoniaand nitrous acid [J]. J. Water Pollut Control Fed., 1976,48:835–852.
[14]李 祥,黄 勇,周 呈,等.增设回流提高厌氧氨氧化反应器脱氮效能 [J]. 农业工程学报, 2013,29(9):178-183.
[15]Jin Ren-Cun, Yang Guang-Feng, Ma Chun, et al. Influence of effluent recirculation on the performance of Anammox process [J].Chemical Engineering Journal, 2012,200:176-185.
[16]Gut L, Płaza E, Hultman B. Assessment of a two-step partial nitritation/ Anammox system with implementation of multivariate data analysis [J]. Chemometrics and Intelligent Laboratory Systems, 2007,86(1):26-34.
[17]Graaff M S de, Vieno N M, Kujawa-Roeleveld K. Fate of hormones and pharmaceuticals during combined anaerobic treatment and nitrogen removal by partial nitritation-anammox in vacuum collected black water [J]. Water Research, 2011,45(1):375-383.
[18]Zekkera I, Rikmanna E, Tennoa T, et al. Achieving nitritation and anammox enrichment in a single moving-bed biofilm reactor treating reject water [J]. Environmental Technology, 2012,33(6):703–710.
[19]Tao Wendong, He Yuling, Wang Ziyuan, et al. Effects of pH and temperature on coupling nitritation and anammox in biofilters treating dairy wastewater [J]. Ecological Engineering, 2012,47:76–82.
[20]Cema G, Płaza E, Trela J, et al. Dissolved oxygen as a factor influencing nitrogen removal rates in a one-stage system with partial nitritation and Anammox process [J]. Water Science and Technology, 2011,64(5):1009-1015.
[21]Samik Bagchi, Rima Biswas, Tapas Nandy. Alkalinity and dissolved oxygen as controlling parameters for ammonia removal through partial nitritation and ANAMMOX in a single-stage bioreactor [J]. Journal of Industrial Microbiology and Biotechnology, 2010,37(5):871–876.
[22]Kuai L P, Verstraete W. Ammonium removal by the oxygenlimited autotrophic nitrification–denitrification system, Applied and Environmental Microbiology, 1998,64(11):4500-4506.
[23]Sliekers A O, Derwort N, Campos-Gomez J L, et al. Completely autotrophic nitrogen removal over nitrite in one single reactor [J].Water Research, 2002,36(10):2475-2482.
[24]Pham Khac Lieu, Ritsuko Hatozaki, Hayato Homan, et al.Single-stage nitrogen removal using anammox and partial nitritation (SNAP) for treatment of synthetic landfill leachate [J].Japanese Journal of Water Treatment Biology, 2005,41(6):103-112.
[25]Daverey Achlesh, Su Sin-Han, Huang Yu-Tzu, et al. Partial nitrification and anammox process: A method for high strength optoelectronic industrial wastewater treatment [J]. Water Research, 2013,47(9):2929-2937.
[26]Sen Qiao, Tian Tian, Xiumei Duan, et al. Novel single-stage autotrophic nitrogen removal via co-immobilizing partial nitrifying and anammox biomass [J]. Chemical Engineering Journal, 2013,230:19-26.
[27]Abma W R, Driessen W, Haarhuis R, et al. Upgrading of sewage treatment plant by sustainable and cost-effective separate treatment of industrial wastewater [J]. Water Sci. Technol.,2010,61(7):1715-1722.
[28]Qiao S, Nishiyama T, Fujii T, et al. Rapid startup and high rate nitrogen removal from anaerobic sludge digester liquor using a SNAP process [J]. Biodegradation, 2012,23(1):157-164.
[29]Vlaeminck S E, Terada A, Smets B F, et al. Carballa Nitrogen removal from digested black water by one-stage partial nitritation and anammox [J]. Environ. Sci. Technol., 2009,43(13):5035-5041.
[30]Sliekers A O, Third K A, Abma W, et al. CANON and anammox in a gas-lift reactor [J]. FEMS. Microbiol. Lett., 2003,218(2):339-344.
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05 07:20:18
现代临床医学(2021年5期)2021-11-02 05:21:18
昆明医科大学学报(2021年4期)2021-07-23 01:22:08
北京大学学报(自然科学版)(2021年3期)2021-07-16 07:13:00
云南化工(2020年6期)2020-07-01 03:38:50
中国粮油学报(2019年4期)2019-07-12 09:06:26
农业工程学报(2019年3期)2019-02-23 03:45:14
专用汽车(2016年1期)2016-03-01 04:13:32
中华皮肤科杂志(2014年4期)2014-12-19 12:55:59
西安建筑科技大学学报(自然科学版)(2014年4期)2014-11-12 05:15:34
