
压水堆核电厂核级板材超声检测标准浅析
2014-05-14 06:45:42,,
无损检测 2014年4期
,,
(深圳中广核工程设计有限公司,深圳 518124)
压水堆核电厂一回路的设备中,如蒸汽发生器、稳压器等压力容器的筒体大多采用板材卷制后焊接的制造工艺。这类筒体是一回路和二回路的承压边界,属于核一级部件。鉴于这类板材绝大部分在国外采购的现状,在具体实施过程中,存在不同标准体系下如何正确地使用标准,合理地制定验收准则的问题。
目前,关于这类板材的超声波检验的标准主要有法国标准RCCM[1](压水堆核岛机械设备设计和建造规则)、ASME[2]核电厂规范第Ⅲ卷核设施部件建造规则,国内标准GB/T2970厚钢板超声波检验方法。
1 概述
鉴于三个标准来自于不同的工业体系,超声波检验方法大多引用欧洲或美国的工业标准规范。在编制核级板材的采购技术条件时,一般做法是在这些标准规范的基础上增加补充规定。主要引用的基础工业标准如下:
EN 10160《厚度大于等于6 mm钢板的超声波检测》;
ASME SA-577/SA-577M《钢板超声波斜射波检验》;
ASME SA-578/SA-578M《特殊用途普通钢板与复合钢板超声直射波检验》。
RCCM是建立在法国工业体系上的标准,引用了欧标EN 10160作为核级板材的超声检验标准,考虑到核工业的特殊性,RCCM MC2400在此基础上修订和补充了一些规定,使其适用核电工业的要求。GB/T 2970是国内较为常用的适用于锅炉、压力容器、桥梁等方面钢板超声波检验标准。ASME标准国内使用较多,在此不再赘述。另外,对于厚度小于6 mm的钢板,工程上称之为薄板,薄板的超声波检验使用板波法[3]。
2 分析比较
2.1 探头
三个标准对探头的频率、尺寸和探头类型进行了规定。
EN10160规定探头的频率在2~5 MHz,探头整体尺寸在10~25 mm的范围,探头的型式取决于钢板厚度,钢板的名义厚度或任意不连续区域的深度为6 mm≤e<60 mm时,探头型式为双晶探头;60 mm≤e<200 mm时,探头型式为单晶或双晶探头。
例外情况,当满足以下条款中的任意一条时,可以选用超出标准规定频率、尺寸的探头:① 当采用自动检测或半自动检测的方法时。② 为了满足本标准的要求,被检测钢板的声学性能衰减显著时。
ASME规定在直射波检验时,推荐采用2.5 MHz的检测频率,探头晶片尺寸为25或30 mm直径或长度为25 mm的正方形探头。推荐采用2.25 MHz的检测频率,当被检钢板厚度小于20 mm,可采用5 MHz的频率。斜射波检验时,探头的有效长度和宽度规定最小12.5 mm,最大为25 mm,探头角度应为45°,检验频率应能探测出所要校准刻槽的最高频率,且信噪比大于3。
GB/T 2970按照待检板材厚度,规定探头的频率,当板厚为6 mm≤e≤13 mm,探头型式为双晶探头,频率为5 MHz;当板厚为13 mm<e≤60 mm,探头型式为双晶或单晶,频率不小于2.0 MHz;当板厚大于60 mm,探头型式为单晶探头,频率不小于2.0 MHz。
分析比较,无论采用哪种检测标准,选用哪种探头,其目的是保证有效检出探测区的缺陷。三个标准均给出了探头尺寸的限值,在满足标准的前提下,应该选择适宜于被检件的探头型式和探头频率。EN10160规定自动化和半自动化的检验可以不受标准规范限制,随着工业化水平的提升,自动化检测是发展趋势,这项规定更适用于实际操作和先进技术的推广使用。ASME的规定相对宽泛,提供给检测者更多的选择空间。GB/T 2970的要求相对严格,并且对不同厚度的钢板规定了探头的型式和频率,符合国内的使用习惯。对于厚度小的薄板,选用双晶探头和5 MHz的频率,减少了盲区,提高了检测精度。
2.2 声衰减的特殊规定
在超声检测中,由于被检板材表面的耦合不良,以及板材在轧制过程中易产生分层和折叠等平面性缺陷等因素,会出现反射波大幅衰减的情况。各标准对衰减进行了限制规定,EN10160认为声衰减是影响缺陷判断的重要因素,在RCCM MC2413中补充了声衰减的测量,见图1。探测底波衰减大于18 dB的区域,并在报告中记录,评定该区域内的显示时,应考虑声衰减的情况后进行修正。
图1中,1为始脉冲;2为平底孔回波;3为基准灵敏度水平;4为第一次底面回波;5为第二次底面回波;6为第一次底面回波-18 dB时的波幅高度;7为第二次底面回波-18 dB时的波幅高度。

图1 板材超声检测底面回波衰减示意图
ASME在NB 2532的验收准则中规定,对板材任一区域存在一个或几个不连续缺陷,使在同一平面上产生连续显示的同时,出现连续的底面反射波完全消失,消失区域75 mm的圆所包围的范围不可接受。GB/T 2970没有对声衰减相关的规定,但要求对于底面第一次反射波低于满刻度的50%的信号应予以记录。
三个标准对声衰减的规定不同,在ASME规范中强调底波完全消失,但同时伴随出现连续的显示,这样的描述直观、形象。EN10160中没有声衰减的描述,RCCM标准中补充了相关规定,充分说明对声衰减的重视,标准不仅规定了18dB的限值,而且详细描述了声衰减的测量方法。显然,这种处理方式更具有操作性和参考使用价值。
2.3 灵敏度的调节
钢板检测以直射波检测为主,有特别规定时,例如ASME规定公称厚度不大于50 mm用于制作管件、泵和阀门的钢板,应在钢板的一面进行横波斜射法超声检测。各标准并未明确规定压力容器用的板材是否进行横波斜射法检验,一般按照相关的设计文件和采购双方的协议要求执行。
直射纵波检验的灵敏度调节方法主要有底波法、参考反射体法。EN 10160规定采用参考反射体法,ASME根据NB 2532的检验准则,可以判断为底波法,GB/T 2970采用底波法。
EN 10160根据不同的质量验收等级选用不同的参考反射体(不同尺寸的平底孔),例如质量等级为S3和E4,选用的参考反射体为5 mm平底孔。当选用双晶直探头时,只允许选用5 mm的平底孔,原因是当选用8 mm或11 mm平底孔时,会导致底波的灵敏度曲线难以评定。距离波幅曲线由两条曲线组成,一条是利用不同深度的平底孔分别做出11,8,5 mm孔径的特征曲线;另外一条是利用阶梯试块,作出一条底波幅值变化的特征曲线。在检验时,根据被检钢板的厚度,调整无缺陷区底波的高度到底波特征曲线上,作为基准灵敏度。扫查缺陷时,缺陷回波高度利用平底孔特征曲线作为判定和验收的参考线。
ASME规定进行一般扫查时,调节仪器使其能从钢板无缺陷区域的底波产生相当于50%到90%满波幅的第一次反射信号。监督灵敏度的调整使与表面粗糙度相适应。如果在一般扫查时发现有不连续性缺陷,调节仪器使其能从钢板无缺陷区域的底波产生相当于75%±5%满幅度的第一次反射信号。在评定不连续性情况时,应保持这一仪器调整值。
GB/T 2970规定用压电探头时,灵敏度应计入对比试样与被检钢板之间的表面耦合声能损失。用双晶直探头时,在同厚度钢板上将第一次反射波高度调整到满刻度的50%,再提高灵敏度10 dB作为检验灵敏度。用单晶直探头检验时,按标准规定的平底孔试块的第一次反射波高等于满刻度的50%来校准。
比较分析,三个标准的灵敏度调节差异较大,ASME和GB/T 2970采用底波法,但GB/T 2970选用的底波参考试块与ASME的大平底试块是不同的。GB/T 2970在板厚小于60 mm时,采用的双晶直探头检验对比试样同ASME采用的底波法是一致的。但当板厚大于60 mm后,采用单晶直探头,参考反射体为直径5 mm的平底孔,检验面到平底孔的距离随着钢板的厚度增加,见表1。

表1 GB/T 2970单晶直探头对比试块 mm
ASME要求的灵敏度调节易于操作,方法简单,用底波作为参考线评定缺陷;GB/T 2970的规定相对复杂,在缺陷测定时,同时考虑缺陷反射波和底面波;EN10160的特点是对缺陷和底波衰减分别予以评定[4],同时利用两条特征曲线,在给定厚度的情况下,底波构成的曲线能够动态的监视底波的变化情况。一般情况下,造成底波大幅下降的两个原因,一种可能是表面耦合情况不良,另一种可能是出现了分层、折叠等缺陷。但无论哪种情况,这种方法都能够保证及时发现底波下降的区域,及时采取补偿等措施。另外一条由平底孔构成的曲线,作为评定和验收,判断缺陷是否超过限值。在实际操作中,这是一种行之有效且值得推荐的探伤方法。
2.4 板边缘的扫查和划分
板边缘区是超声检测中重点关注的区域,三个标准对板边缘区均有相应的规定。钢板边缘区的划分直接影响到钢板的扫查计划和验收准则。
EN10160规定钢板的四个板边缘区进行100%的扫查,板边缘区的划分,钢板的厚度为6 mm≤e<50 mm时,板边缘宽度为50 mm;钢板的厚度为50 mm≤e<100 mm时,板边缘宽度为75 mm;钢板的厚度为100 mm≤e<200 mm时,板边缘宽度为100 mm。
ASME规定扫查应沿标称中心距225 mm的正交格子线,或按制造厂的方案,沿垂直于钢板主轴线的标称中心距为100 mm的平行线,或是沿平行于钢板主轴线中心距75 mm或更小的平行线扫查,扫查线应从钢板的中心或某个顶角量起,并在扫描面上距离钢板所有边缘不到50 mm处补加一条扫查线。
GB/T 2970规定探头垂直于钢板压延方向、间距不大于100 mm的平行线进行扫查,在钢板周围50 mm(板厚大于100 mm时,取板厚的一半)及坡口预订线两侧各25 mm内沿周边进行扫查。
EN 10160按厚度规定边缘区,厚度越大,板边缘区就越大;ASME简化处理,统一规定50mm;GB/T 2970以100mm的钢板厚度为界限。例如钢板厚度80mm,根据三个标准的规定板边缘区分别为:75,50,50mm,显然 EN 10160的区域最大,相比其它两个标准更为严格。GB/T 2970规定剖口预订线的位置,是实际执行中的难点,在钢板的采购阶段,设备制造单位一般很难提供坡口预订线的详细位置,原因可能是设备制造单位缺乏预先的工艺设计和制造经验,其结果是造成钢板的供货方无法执行此项要求。因此,钢板采购单位应在采购板材前,预先考虑钢板的坡口位置,向钢板的供货方提供准确的焊接坡口预定线,避免后续无法按照标准执行,导致不必要的不符合项。
2.5 质量等级和验收
EN10160对钢板的验收分为三个部分,板材区域、板边缘区域和待焊接区域,在每个区域按照从低到高的原则划分为四个质量等级。简要摘录见表2,3。E3等级允许的缺陷个数限定在平底孔曲线8与11mm区间的范围。E4等级允许的缺陷个数限定在平底孔曲线5mm与8mm区间的范围。
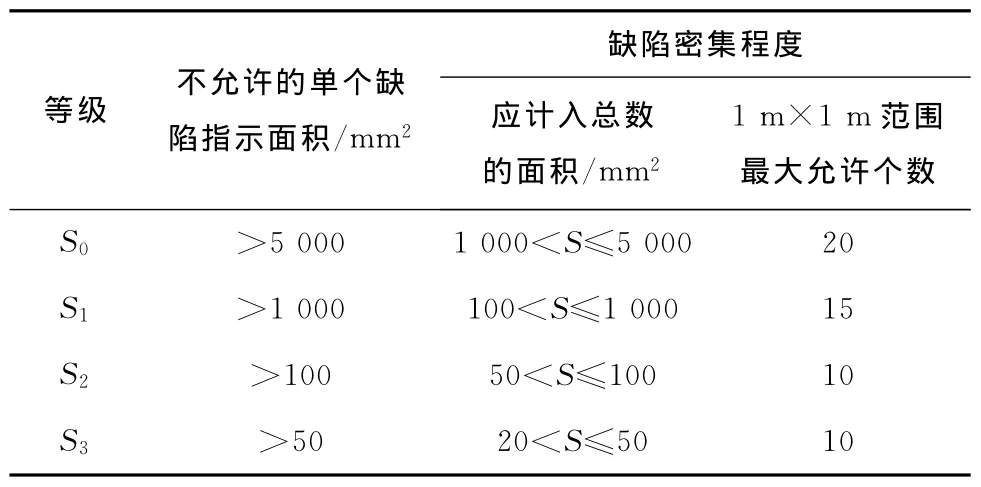
表2 钢板区域双晶直探头质量等级和验收

表3 边缘区质量等级和验收准则
ASME的验收没有按区域划分,验收要求如下:
(1)在板材的任一区域中,存在一个或几个缺陷,使在同一平面上产生连续显示的同时出现连续的底面反射波完全消失,且消失的区域不能被直径75mm或一半板厚的圆(取大者)所包围,则为不可接受。
(2)对于小于(1)中规定的两个或两个以上的缺陷。若缺陷间的最小距离小于较大缺陷的最大直径,或者缺陷的分布面积大于(1)中所述的圆的面积,这些缺陷也为不可接受。
GB/T 2970规定板材区域按质量等级分为四级,见表4。板边缘区(板厚大于100mm时,取板厚一半)可检验区域内及坡口预定线两侧各25mm内,单个缺陷的指示长度不得大于或等于50mm。

表4 GB/T 2970钢板质量等级和验收准则
2.6 不同区域验收的讨论
由于三个标准的检测方法的不同,造成验收准则差异很大。对板边缘区的划分,EN10160和GB/T 2970将板材划分为三个区域(板边缘区、非边缘区、待焊接剖口预定线区),规定了每个区域的验收准则,板边缘区和坡口预定线两侧区域的验收比板材区域严格。在实际工程中,采购方更愿意选用这种方式,一方面有利于采购方控制板材的质量,另一方面有利于保证后续的焊接质量。一般情况下,对于焊缝的检验,热影响区按照焊缝的质量等级验收,而焊缝的验收准则往往高于板材。为了规避钢板待焊接区域按照焊缝的质量等级验收,造成该区域验收不合格的风险,提高该区域的验收等级是一种有效地的控制手段。在制定采购技术文件时,甚至可以规定待焊接的区域按焊缝标准验收。但是,如果这样规定,会带来另外一个衍生的问题,因为焊缝的检验方法与板材的检验方法不同,焊缝的检验方法不仅包括纵波直射法,还包括横波斜射法,另外,二者的检验灵敏度(参考反射体)也不同。因此,不能单纯地提高验收等级,而是应划定区域的性质,再按相应的焊缝或板边缘区的标准执行。建议在钢板的采购合同中补充规定,如果对整个板材执行横波斜射法检验,那么对板边缘区可以要求横波斜射法检验。如果采购时没有要求,可免除横波斜射法检验。另外值得注意的是,GB/T 2970虽然对板材的三个区域采用不同的验收准则,但采用的验收准则与板材区域是一致的,唯一的不同是提高了板边缘区和焊接坡口预定线的待焊接区域的验收等级;EN 10160对板边缘区规定了五个等级(E0-4),不仅划分了等级,而且对板边缘区的缺陷重新进行了定义,不仅评定缺陷的面积,同时评定缺陷的指示长度。按照缺陷的长度确定质量等级,见表3和图2。这种规定更为严格,合理。在编制采购技术要求时,为编制者提供了更大的选择空间,大大增强了板边缘区质量的可控性。图2中,1为钢板边缘区宽度;2为扫查线;3为d≤L2,则S=S1+S2;4为钢板扎制方向;5为钢板边缘;6为被检测的钢板;7为指示宽度;8为指示长度。

图2 EN 10160钢板缺陷示意图
3 结语
通过以上分析比较以及工程实践的经验反馈,在对核级板材制定超声波检验时,可以增加和考虑以下几点:
(1)充分考虑钢板检测的自动化的现状,当采用自动检测或半自动检测的方法时,在保证检验灵敏度的前提下,可以选用超出标准规定频率和尺寸的探头。
(2)重视在钢板检测中的声衰减,可以借鉴RCCM MC2413对衰减的测量规定,探测底波衰减大于18 dB的区域,避免上述区域影响缺陷的检测和评定。在评定该区域内的显示时,应考虑声衰减后修正。
(3)灵敏度的调节,建议采用两条特征曲线,一条参考反射体的特征曲线,一条底波幅值变化曲线。对发现底波下降的区域,及时采取补偿等措施。
(4)板边缘区的划分,预先划分板材区域,对非边缘区、边缘区制定不同的质量等级和验收标准。
(5)对于坡口预定线的待焊区域,确定该区域的范围,验收标准可按照焊缝的质量等级评定。
[1]RCC-M(2000+2002addendum) Design and construction rules for mechanical components of PWR nuclear islands[S].
[2]ASME 2004 Boiler &pressure vessel code[S].
[3]郑晖,林树青.全国特种设备无损检测人员资格考核统编教材超声检测[M].北京:中国劳动社会保障出版社,2008:216.
[4]许青阳.EN10160标准在钢板超声波检测中的应用[J].无损检测,2010,32(10):799-806.
猜你喜欢
通信产业报(2016年44期)2017-03-13 08:41:45
国际木业(2016年4期)2017-01-15 13:54:26
现代冶金(2016年6期)2016-02-28 20:53:09
国际木业(2016年6期)2016-02-28 10:26:55
大型铸锻件(2015年4期)2016-01-12 06:35:27
印制电路信息(2015年6期)2015-12-30 12:57:48
焊接(2015年3期)2015-07-18 11:03:26
世界海运(2015年8期)2015-03-11 16:39:05
天津冶金(2014年4期)2014-02-28 16:52:37
雕塑(1999年2期)1999-06-28 05:01:42
