烷基化装置开工水含量控制
2014-05-10 09:59赵大伟王志防
中国洗涤用品工业 2014年4期
赵大伟,赵 勇,王志防
(中国石油抚顺石化公司洗涤剂化工厂,辽宁 抚顺 113001)

抚顺石化公司洗涤剂化工厂烷基化装置是以氢氟酸作催化剂,将苯和直链烯烃进行烷基化反应,生成直链烷基苯。从罐区来的新鲜苯经过苯气提塔脱水后,进入烷基化酸区系统参与烷基化反应。因此,如何监控和控制酸区中水含量,将直接影响到装置设备腐蚀速率的快慢以及装置的平稳运行。
本文通过对工艺流程和物料物理数据进行系统分析,力求找到并控制酸区水分的来源和消耗的途径,提出优化烷基化装置的开工方案,达到减缓酸区设备腐蚀的要求,使烷基化装置平稳、安全、长周期运行。
1.氢氟酸腐蚀原理
氢氟酸对工业用各种金属的腐蚀速率各不相同。目前,抚顺石化公司洗涤剂化工厂主要使用碳钢管线,易腐蚀部位使用蒙乃尔管线。氟化铁是腐蚀产物,紧密粘附在管线内壁,有效地抑制氢氟酸对管线的进一步腐蚀。浓HF酸中碳钢在不同温度下腐蚀速率[1]见表1。
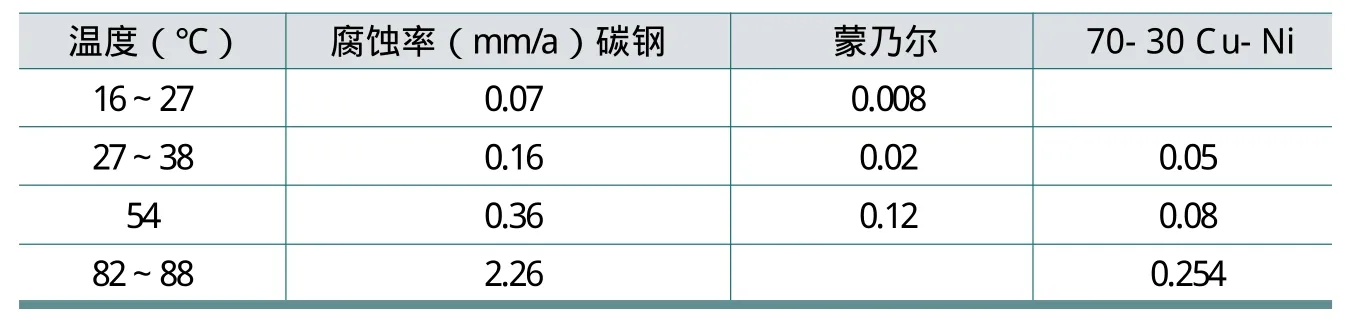
表1 浓HF酸中碳钢在不同温度下的腐蚀速率
其腐蚀类型可分为6种:1)均匀腐蚀;2)点腐蚀;3)沟纹腐蚀;4)焊接腐蚀;5)氢腐蚀;6)应力腐蚀断裂。
2.烷基化装置酸区水分的来源和消耗途径
已知单套烷基化装置酸区酸的存量为150吨。由于酸区循环酸中的水含量控制在0.3~0.5%(质量分数)。由于氢氟酸与水的亲和力很强,假设进入物料中的水全部被氢氟酸吸附,可推算出酸区的水含量为:
下限:150×1000×0.3%=450kg
上限:150×1000×0.5%=750kg
也就是说,酸区水的存量在450kg~750kg。由烷基化反应方程式可知,氢氟酸中的水不参与反应。酸区的水份是避免烃类与HF酸乳化。所以,在理想状态下,烷基化酸区既不进水也不出水,HF酸就没有消耗。实际上,HF酸的消耗是不间断的。
烷基化装置物料的流向如图1所示。可以把图中虚框内的设备视为一个封闭系统。

图1 烷基化装置物料流向示意图
根据图1可以总结出影响水含量的各类因素,详见表2。

表2 影响水含量的因素
影响酸区水含量的烯烃和脱苯塔塔底物料中的水含量是无法调整的。所以,要想把酸区水含量控制好,必须调整好C-2201塔和C-2203塔,保持C-2201塔和C-2203塔补水和脱水的动平衡。目前,采取C-2201塔是最大能力脱水,最大限度减少HF酸消耗。
在6个采样口逐一采样,分析其水含量,确认烷基化酸区需要多少水分:1)烯烃;2)干燥苯;3)C-2202塔底;4)焦油;5)循环苯;6)C-2204塔底。
可见,部分采样点的物料温度高,采样困难,而且样品容易吸收空气中的水汽,产生分析误差。所以,要想得到实际数据证明非常困难,只能通过理论分析。
3.开工期间烷基化装置中的水分
目前采用的控制酸区水含量的方法为:
1)为了控制酸区水含量,在烷基化酸区进料之前分析C-2101塔底烷烃和FV-2224低点干燥苯中的水含量。采样点都是选择物料循环必须经过的地方,因此采样数据真实准确。
2)烷基化装置与脱氢装置建立大循环后再运转几小时,采HV-2201特殊低点油样,分析水含量低于100ppm。以此作为进酸的前提条件。
3)进酸后的第一天,循环酸中水含量特别大(1%~2%),造成烷基化酸区设备在开工初期酸区设备腐蚀速率非常大。
假设酸区进酸150m3,V-2202罐内的酸水含量在0.3~0.5%(装置退酸时循环酸水含量);进酸后,酸区水含量1.5%。可见,酸区水含量最少增加了1%,即150×1%=1m3(当然,这种计算方式误差大,但是能够表达大概数据)。所以,酸区无缘无故地多出了1m3水。这1m3水需要接近1m3的HF酸从C-2203塔底随焦油一起排至中和池。
其水分的来源有以下途径:
1)空气中的水分。正常情况下,在空气相对湿度为100%的条件下,1m3/h空气含有20g水份。假设V-2203、V-2204、V-2205、V-2206、V-2207、C-2202、C-2204和空冷以及管线中的体积约为800m3,则整改酸区加苯区中水有16kg。其中,不包括设备和管线内部吸附的水份。当设备充氮气时,空气中的水就会随着设备压力的升高而被冷凝出来。
2)检修期间,设备容器处于打开状态下,下雨时,遮蔽设备入孔和管线口不及时或者没有遮蔽好,雨水就会残留在设备的某个角落。
3)酸区垫料时,干燥苯进料量超过C-2201塔操作负荷,导致干燥苯中水含量超标。C-2201塔设计负荷干燥苯流量为6.8m3/h。
4)C-2204塔蒸煮塔时,氮气吹扫不到C-2204塔的每个死角,造成残存的水分就会进入酸区。
40%HF与水恒沸物在不同温度下的沸点温度[3]见表3。

表3 40%HF与水恒沸物在不同温度下的沸点温度
在标准大气压101.3kPa下,各种物质的沸点如表4所列[3]。

表4 标准大气压101.3kPa下各物质的沸点
烷基化装置中通过水分的分布流程如图2所示。

图2 通过水份的分布流程图
通过水含量分布图和沸点表可知,C-2202塔底操作压力400kPa和操作温度213℃时,水几乎全部蒸馏到V-2205,然后在V-2206中沉降。C-2204塔底操作压力达到130kPa和操作温度为254℃时,也会逐渐把水蒸馏到V-2207中,然后返回至酸区,最终装置内所有的水分全部集中到V-2206中。因此,装置大循环一段时间后,V-2206罐底将聚集1m3多的水分。
由于烷基化装置开工时酸区水含量大幅度升高,造成酸区设备和仪表腐蚀速率大幅增加,所以烷基化装置开工期间需要进行干燥。但是,烷基化装置不具备投用干燥线的条件。究其原因,一是V-2206罐底物料和循环苯曳出物料中含有氟离子,当氟离子进入C-2201塔系统后,在V-2201中氟离子溶解入水中,腐蚀脱水包设备。通过C-2201塔回流管线,进入C-2201塔,腐蚀C-2201塔系统设备,以及腐蚀烷基化酸区进料系统(如E-2206/2230);二是中和系统中KOH碱再生系统投用非常困难。
UOP设计中的操作规程指示,烷基化装置进行退酸处理后,需要采用碱液洗涤酸区设备。所以,烷基化装置在开工时,酸区没有氟离子。V-2206罐底物料可以通过FV-2205干燥线对酸区物料进行干燥。
本文以酸区水含量作为出发点来进行分析,得出了烷基化酸区水含量控制的调整思路。
为了装置优化运行,建议增加两个氧化铝处理器(图3)。正常时串联使用,与脱氢装置氧化铝处理器操作方法类似。把V-2206罐底物料和循环苯曳出物料通过氧化铝处理器,脱除氟离子后再进入C-2201塔系统干燥。
增加两个氧化铝处理器的好处是:1)烷基化酸区系统可以在开工期间进行装置干燥操作;2)烷基化装置改不合格品时,氧化铝处理器能够消除不合格品中的氟离子;3)装置回炼时,通过氧化铝处理器可以直接进入V-2201罐,避免回炼至C-2204塔时烷基化装置波动,同时能够有效控制回炼量。
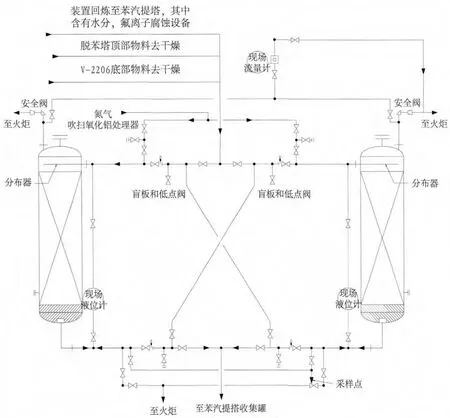
图3 氧化铝处理器流程图
4.针对控制水含量采取的手段及建议
1)酸区设备腐蚀速度与水含量、操作温度和设备材质等因素有关。在正常生产时,操作温度和设备材质不能随意改动,而酸区中水含量却是可以调整的。所以,应从水含量分布以及控制的角度,探索烷基化酸区设备腐蚀问题。
2)酸区水含量是一个动平衡数据,它同时受到仪表和水含量变化滞后的影响。因此,酸区水含量控制起来非常困难,需要烷基化装置工艺员拥有较高的业务水平和预判断能力。最重要是,需要丰富的工作经验和完善的水含量控制方案。
3)只要分析出烷基化装置酸区水份的来源和找到水份的落脚点,从而有效地控制住烷基化装置内的水份存量,使烷基化岗位人员真正了解酸区水含量控制方式,从而不再害怕酸区水含量超标。因此,理解烷基化装置酸区水的分布并采取措施予以控制显得非常重要。
4)增加氧化铝处理器,恢复干燥操作,达到优化烷基化装置开工操作。保证开工期间水含量在合理范围,延长酸区设备以及仪表的使用寿命。
5.结论
烷基化装置新鲜干燥苯水含量高是抚顺石化公司洗涤剂化工厂长期存在的难题。苯汽提塔的操作调整一直没有间断过,为此采取了很多措施,但效果均不理想,干燥苯含水量为100~200ppm。
控制酸区水含量、减少设备腐蚀是长期不懈的工作。为了装置实现安、稳、长、满、优运行,我们将持之以恒、不断深入地探讨酸区水含量控制问题。
[1]烷基化装置操作规程[Z].
[2]烷基化装置开、停工详细操作规程[Z].
[3]刘光启, 马连湘, 刘杰.化学化工物性数据手册[M].青岛化工学院和全国图算学培训中心组织编写.2002.5.
[3]夏清, 陈常贵.化工原理[M].天津: 天津大学出版社, 2005.
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年4期)2022-09-14
农业环境科学学报(2021年4期)2021-05-25
石油炼制与化工(2021年7期)2021-01-14
石油化工技术与经济(2020年1期)2020-12-31
石油石化绿色低碳(2020年2期)2020-12-31
中国金属通报(2020年1期)2020-04-23
化学反应工程与工艺(2020年1期)2020-01-17
汽车零部件(2014年1期)2014-09-21
微型计算机(2009年17期)2009-05-19