
焊接温度对木塑窗扇热熔焊接强度的影响分析
2014-05-07 10:58:10杨秀轩张圣源
森林工程 2014年3期
杨秀轩,赵 辉,张圣源
(东北林业大学生物质材料科学与技术教育部重点实验室,哈尔滨150040)
以木塑复合材料[1]为原料,通过挤出成型的方式制成窗扇型材,这种型材以塑料作为基体以木质纤维作为增强体进行复合而制得,塑料一般选用PE、PP、PVC和PS等熔融温度低于200℃的热塑性塑料。窗扇型材可回收利用,不产生环境污染,节约森林资源,在各种资源缺乏的今天具有很大的发展优势。同时,木塑材料具有良好的加工性能和防虫、防火、隔热性能。
木塑窗扇常用三种连接方式:机械连接、胶连接和焊接。其中焊接的方式可以采用超声波焊接[2]和热熔焊接,本文采用热熔焊接机进行木塑窗扇焊接,不需要添加焊接剂,密封性好,实践性强,本文主要通过试验研究,应用热熔焊接技术焊接木塑窗扇,设定关键热熔焊接参数[3](焊接温度、焊接压力、作用时间等)分析焊接温度对窗扇角强度的影响,寻求最佳的焊接温度,以提高焊接角强度。
1 试验准备
1.1 试验原料
实验所用木塑材料为:36%的塑粉(PE),60%的木粉,并加入部分偶联剂和抗氧化剂等通过混料机进行混料,再通过造粒机进行造粒,最后通过挤出机挤出成型制成截面形状如图1所示的门窗材料,用双头切割锯将材料端部截成45°,长度约370 mm的窗扇型材(如图2所示)。
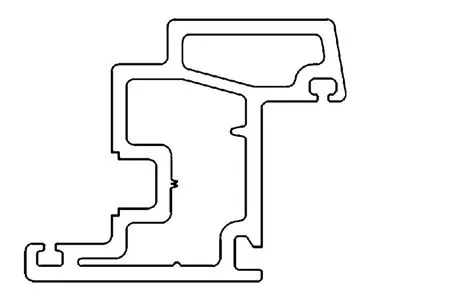
图1 窗扇截面Fig.1 The cross section of window frame
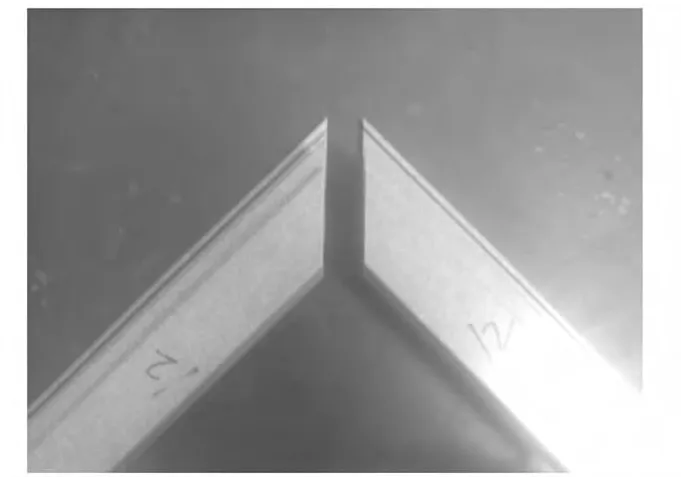
图2 窗扇型材Fig.2 The window frame material
1.2 试验设备
木塑热熔焊接是利用热熔焊机的焊板对木塑中的PE加热将其熔融,在一定压力的挤压作用下将材料对接在一起,并保压冷却从而完成焊接[4]。塑料热熔机主要有一位、两位、三位、四位及立体热熔机,本次实验所用设备为济南精工新亚机器有限公司生产的塑料门窗四位焊接机,该焊接机共四个机头,除第一个机头被固定外,其余三个机头均可在焊接机支架导轨上调节其位置,从而完成多种窗扇形状的焊接,机头可以单动或联动工作,如图3所示,每个机头的结构基本相同,机器的输入电源为380 V,输入功率为3.5 kW,采用气压传动。

图3 热熔焊接机头Fig.3 The fusion welding machine head
另外,在焊接完成后还需要利用角强度测试仪进行窗扇角强度的测试,所用角强度测试仪为济南大唐伟业科技发展有限公司生产的SJS-20数显式角强度测试仪。
2 实验过程
影响焊接的参数主要有5项:纵向进给压力、横向进给压力、焊接时间、保压时间、焊接温度。在保证焊接能够进行的情况下,暂不考察前四项对焊接强度可能产生的影响,在本次试验中将纵向进给压力设为0.4 MPa;横向进给压力设为0.2 MPa;焊接时间为30 s;保压时间为30 s。集中考察焊接温度对焊接强度的影响。对于PVC型材,理论焊接温度约为180℃[5],但由于焊板焊布之间的缝隙及其他的一些原因,厂家的实际焊接的温度远低于设定显示的温度,并且温控仪所测的是一个点的表面温度,所以实际工作时显示的温度要高于180℃[6]。因此参考PVC门窗焊接的温度以及木纤维的碳化温度,初步设定木塑的焊接的实验温度范围为240~280℃,焊接完成后常温下冷却24 h后,用角强度测试仪进行角强度测试。
3 试验结果及分析
焊接机一共有4个焊头,利用一号焊头进行焊接,在240~280℃范围内每隔5℃进行实验,各个测定温度试验3件,其试验数据见表1。
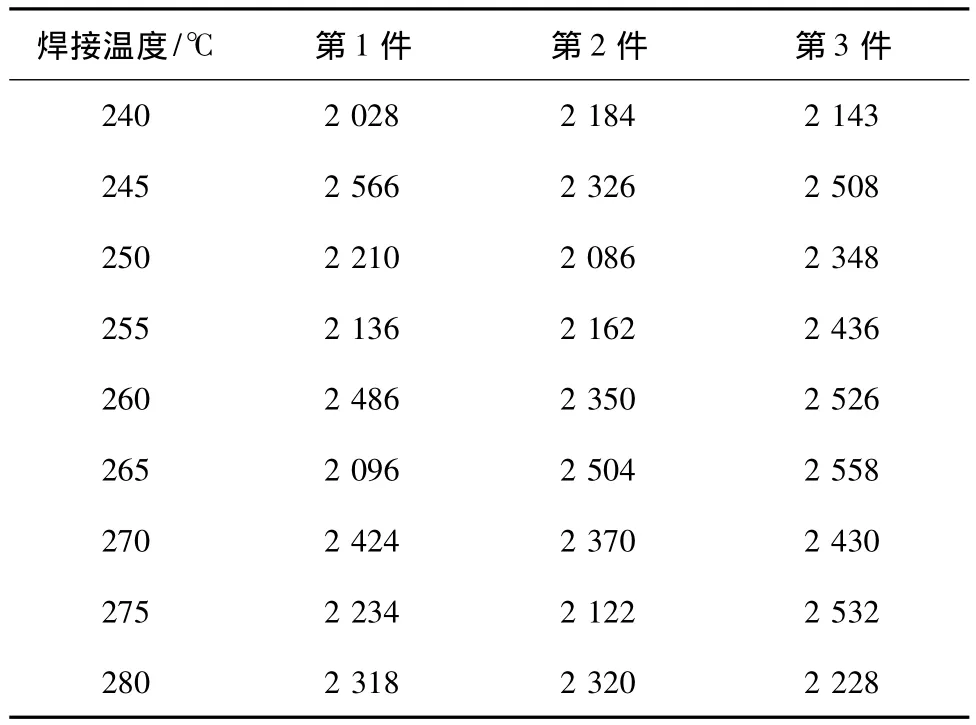
表1 一号焊头角强度测试(单位:N)Tab.1 The first welding angle strength test(N)
由实验数据可以看出整体数据较为分散,分析原因可能是:
(1)人工上料过程中,造成的安装定位误差。
(2)窗扇料在挤出成型过程中,表面不平整,有凸凹波度。
(3)用双头锯切割过程中,切割面粗糙度较大。
以上原因导致焊接时热熔不稳定,影响了强度。另外,焊接过程中加热板后退,后钳板与后定位板前移,两焊件对接,过程中两焊件的相对位置发生了变化,导致焊接面没有良好接触,从而影响了焊接强度。
由于木塑复合门窗没有相关标准,借鉴2005年11月11日颁布的未增塑聚氯乙烯(PVC-U)塑料窗标准JGT 140-2005,根据型材剖面的外形尺寸和壁厚计算出型材的计算值。标准规定窗扇焊接角最小破坏力的计算值不应小于2 000 N,窗扇焊接角最小破坏力的计算值不应小于2 500 N,且实测值均应大于计算值。
根据木塑窗框的截面形状与尺寸,依据最小破坏力的计算公式:

式中:W为应力方向的倾倒矩I/e,单位:mm3;I为型材横断面中性惯轴惯性矩。T型焊接的试样应使用两面中惯性矩的较小值,单位:mm4;a为试样支撑面的中心长度,单位:mm,a=(400±2);e为临界线与中性轴的距离,单位:mm;ɑmin为型材最小破坏应力,单位:MPa,ɑmin=35。
根据实验所用型材尺寸,经计算得该型材的最小破坏力计算值为:Fc=3206.9N>2 500 N,符合标准规定,但通过实验发现目前焊角强度的实测值暂不能达到计算值的要求,因此需要考虑在焊接的基础上进行复合连接,在本次试验中将标准规定中的计算值的最小值即2 500 N作为强度目标值。
通过实验观察并分析以上数据发现,在240℃时焊接强度偏低,焊接熔融量不足,在280℃时又有严重的碳化现象,而在245、260、265、270、275℃时焊接的角强度均有2500N以上的数据出现,因此拟在同一焊机二号机头上在245~275℃温度范围内再进行焊接试验,并对实验数据进行单因素试验方差分析,其实验数据见表2。
由数据计算得:组内平方和SE=8 376;组间平方和SA=204 479。

对照 F表,F0.99(6,14)=4.46,F=5.7>4.46,故温度对于焊接强度具有较为显著的影响。
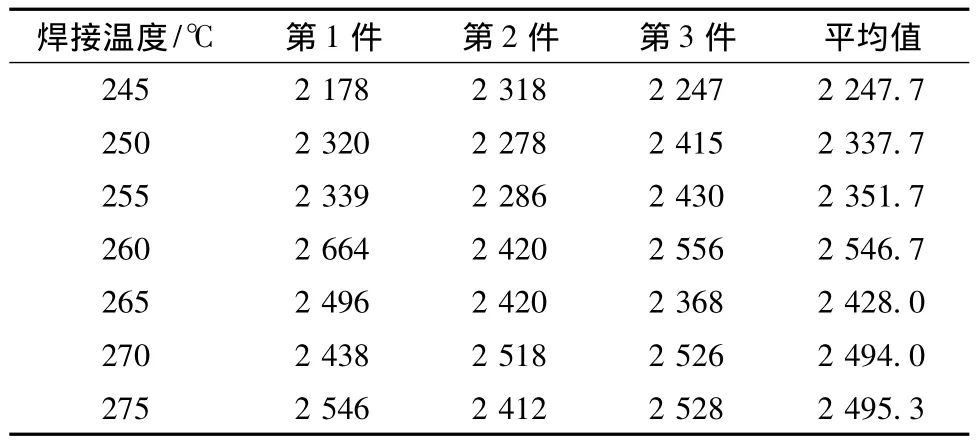
表2 二号焊头角强度测试(单位:N)Tab.2 The second welding angle strength test(N)
在焊接过程中,焊接效果的好坏对焊接强度具有重要影响,在以温度范围内进行焊接试验时,在一号焊接头上进行焊接时焊接效果较差,原因可能是焊布由于前期的反复使用使焊布被污染,影响了焊件表面的熔融效果,使得焊接时的焊件表面熔融表面不均匀,影响了焊接效果。另外,焊布与焊板的贴合情况也会影响焊接效果,二号焊头的贴合效果优于一号焊头,故焊接质量有一定影响。
图4所示为不同温度下的焊角强度的最大值与最小值,由图可以看出整体焊接数据具有一定的离散型,除上述分析的原因外,由于焊板是裸露在空气中的,因此周围环境与通风状况对焊接强度也对焊接效果产生了一定的影响。
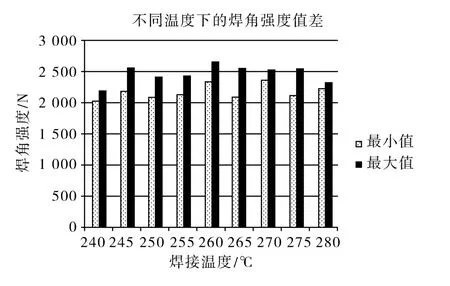
图4 不同温度下的焊角强度值差Fig.4 The strength values of welding angle at different temperatures
4 焊接后的形貌观察
在焊接完成后对焊接后的试件和压开后的断面进行观察,发现在温度较低时产生的溢料较少,颜色较浅,随着温度的升高其溢料逐渐增多,而且溢料颜色逐渐加深,在270℃以上时颜色变化较为明显,当温度达到280℃时焊接表面已经出现了明显的炭化现象,部分区域变黑。
实验所用焊接机具有自动清除上下面焊瘤的功能,在焊接完成后,焊件接头处会出现焊瘤,在将焊瘤清除后,发现接头处有明显的焊缝,与焊件本身的颜色不同,影响了焊件的美观性,如图5所示。

图5 焊缝效果Fig.5 The welding seam
5 结论
研究结果表明,温度在240~280℃之间均可实现木塑窗扇的熔融状态,进而完成焊接,温度偏低时熔融量不足以焊接,温度偏高时木塑中的木粉会出现碳化现象,而且木纤维会发生质变,影响焊接强度,因此为保证木塑窗扇焊接的熔融量和防止碳化的前提下,选择260℃左右的温度下在进行木塑窗焊接较为适宜。
利用热熔焊接进行木塑的连接,具有密封性好、连接速度快等优点,在焊接接头处会出现焊瘤,虽然热熔焊机可以自动清除,但会有焊缝痕迹出现,可以通过表面涂覆等方法处理。
[1]肖泽芳,赵林波,谢延军,等.木材—热塑性塑料复合材料的进展[J].东北业大学学报,2003,31(1):39 -41.
[2]周一龙,赵 辉,祝虹媛.木塑复合板材的超声波直角焊接性能试验[J].东北林业大学学报,2012,40(11):116 -119.
[3]张慧贞,周长青.影响塑料门窗焊接质量的因素及其控制措施[J].工程塑料应用,2000,28(4):18 -19.
[4]刘有余,张 浩,朱慧萍,等.塑料门窗三点直线布置热熔焊接机的设计与研究[J].机械传动,2011,35(11):75 -78.
[5]李凤刚.塑料门窗质量影响的因素分析[J].枣庄学院学报,2011,28(2):103 -106.
[6]薛艳丽.影响门窗焊角强度问题的探讨[J].塑料门窗专栏,2008(1):27-28.
[7]白 艳,邢 涛.焊接结构超生TOFD法的研究现状及展望[J].森林工程,2010,26(5):32 -35.
猜你喜欢
现代制造技术与装备(2021年12期)2022-01-14 07:20:12
魅力中国(2019年28期)2019-01-13 03:16:07
中国塑料(2017年2期)2017-05-17 06:13:14
制造技术与机床(2017年2期)2017-05-04 04:17:22
材料科学与工程学报(2016年1期)2017-01-15 13:34:13
中国塑料(2016年3期)2016-06-15 20:30:00
重型机械(2016年1期)2016-03-01 03:42:11
焊接(2016年6期)2016-02-27 13:04:52
机电信息(2015年9期)2015-02-27 15:55:57
发明与创新(2013年13期)2013-03-11 15:54:12
