
提高钛白废酸提钪萃取选择性的研究
2014-05-04 13:57袁海滨乐晓兵左保斌
无机盐工业 2014年12期
袁海滨,廖 军,乐晓兵,左保斌,李 峰,张 超
(中盐湖南株洲化工集团有限公司技术中心,湖南株洲 412004)
提高钛白废酸提钪萃取选择性的研究
袁海滨,廖 军,乐晓兵,左保斌,李 峰,张 超
(中盐湖南株洲化工集团有限公司技术中心,湖南株洲 412004)
研究旨在选择合适的助萃剂LH,提高二(2-乙基己基)磷酸(P204)-磷酸三丁酯(TBP)-磺化煤油体系对钛白废酸提钪的选择性,提高钪钛分离系数和钪铁分离系数。研究采用的工艺为二次萃取富集、二次反萃成钪、化学精制提纯钪。通过正交试验确定最佳萃取工艺条件:萃取剂最佳配比V(P204)∶V(TBP)∶V(磺化煤油)=1.3∶0.7∶10,一次萃取相比为V(O)∶V(A)=1∶21,不加助萃剂二次萃取相比为V(O)∶V(A)=1∶5,加助萃剂时其加量为水相体积的1.7%,此时钪钛分离系数达到124 812,钪铁分离系数达到8 202。
助萃剂LH;钛白废酸;提钪;萃取;选择性
中国是钪资源比较丰富的国家,但钪的独立矿床极为稀少(发现的单独矿床只有钪钇矿、铁硅钪矿、水磷钪矿等),常伴生在铝土矿、钨矿、钛矿等中,一般工业上获得钪是在综合处理有色金属和稀有金属矿石时通过回收伴生钪来实现。
采用硫酸法生产钛白粉,每生产lt钛白粉可产生废酸6~7t(质量分数约20%),其中氧化钪质量浓度约为17mg/L,具有良好的回收价值。但是,钛白废酸中除含有少量钪之外杂质元素还有很多,其中铁含量为钪的2 500倍以上、钛含量为钪的280倍以上,因而钪与铁、钛的分离最为突出。国内外对钛白废酸提钪主要采用溶剂萃取法[1-4]。中国多采用二(2-乙基己基)磷酸(P204)-磷酸三丁酯(TBP)协同萃取钛白废酸中的钪[5],然后采用硫酸-双氧水多级逆流洗涤除杂,但由此产生大量低浓度废酸需要处理,且萃钪选择性不高,提钪成本较高。笔者改进了P204-TBP-磺化煤油体系提取钛白废酸中钪的工艺流程,采用双萃取流程对钛白废酸提钪[6-8],并在二次萃取时加入助萃剂LH,提高了钛白废酸萃取钪的选择性,省去了硫酸-双氧水洗钛步骤,省去了双萃取流程中一次反萃后的水解钛单元,提高了钪收率,同时减少了蒸汽消耗,大大降低了提钪成本。
1 实验部分
1.1 主要原料
钛白废酸取自中盐湖南株洲化工集团有限公司钛白粉厂的水解工序。废酸中主要金属离子质量浓度:ρ(Fe)=36.84g/L,ρ(TiO2)=6.39g/L,ρ(V)=0.20g/L,ρ(Sc)=0.012g/L。磺化煤油、P204、TBP、硫酸、烧碱等均为工业级,盐酸、氨水、碳酸钠、草酸等均为分析纯,抑制剂LH为自配。
1.2 改进双萃取流程(见图1)
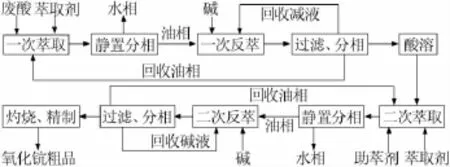
图1 改进双萃取流程示意图
1.3 萃取过程与分析方法
萃取过程按设计好的正交试验方案进行。实验在500~2 000mL的分液漏斗中进行,室温下机械震动混合,萃取后静置分相,测定油相和水相中金属离子的浓度。
油相和水相中钪、钛、铁等金属离子的测定。先对油相和水相进行处理,然后采用等离子发射光谱仪进行测定。酸度用酸碱滴定法测定。
2 实验结果与讨论
2.1 一次萃取正交实验
在探索实验基础上,按照L9(34)选取正交实验因素与水平。其他条件:煤油体积为20mL,静置分相时间为20min,钛白废酸中ρ(Fe)=36 840mg/L、ρ(TiO2)=6 390mg/L、ρ(Sc)=12mg/L。正交实验方案及结果见表1。

表1 一次萃取正交实验方案及结果
由极差分析得出结论:1)影响钪萃取率的主要因素依次是BADC,优先方案A2B1C3D1;2)影响钪钛分离系数的主要因素依次是BDAC,优先方案A2B1C3或2D1;3)铁萃取率除7号实验稍高外,其余均在20左右,基本稳定,说明各因素对铁的萃取影响不大;4)各因素对钪萃取率的影响均大于对钪钛分离系数的影响,因此优先考虑各因素对钪萃取率的影响。考虑萃取剂的成本,综合得出萃取较优条件为A2B2C3D1。
2.2 二次萃取正交实验
一次萃取油相经一次反萃之后,进行二次萃取进一步除去钛、铁等杂质,为此在萃取中加入助萃剂LH,提高萃取剂的选择性。按照L9(34)选取正交实验因素与水平。其他条件:萃取时间为10min,静置分相时间为20min,萃取剂配比V(P204)∶V(TBP)∶V(磺化煤油)=1.3∶0.7∶10,二次萃取前溶液中ρ(Fe)=167.4mg/L、ρ(TiO2)=1 325mg/L、ρ(Sc)=223mg/L。正交实验方案及结果见表2。
由极差分析得出结论:1)影响钛萃取率的主要因素依次是BACD,优先方案A3B1C1D2;2)影响钪钛分离系数的主要因素依次是BADC,优先方案A2B1C2D3;3)根据萃取剂和助萃剂的用量,综合考虑钛萃取率和钪钛分离系数,得出萃取较优条件为A3B1C3D2。

表2 二次萃取正交实验方案及结果
3 结论
1)一次萃取正交实验结果分析。用P204-TBP-煤油体系协同萃取钛白废酸中的钪,根据钛白废酸中的钪含量确定相比,钪质量浓度为12mg/L时,相比V(O)∶V(A)=1∶21,萃取剂最佳配比为V(P204)∶V(TBP)∶V(煤油)=1.3∶0.7∶10,此时钪的单级萃取率达到75.28%,分离系数β(Sc/Ti)=52.98、β(Sc/Fe)=25 146.0。
2)二次萃取正交实验结果分析。用配比为V(P204)∶V(TBP)∶V(煤油)=1.3∶0.7∶10的萃取剂进行萃取,根据二次萃取前溶液中TiO2含量来确定相比和助萃剂LH的加量。TiO2质量浓度为1 325mg/L时,相比V(O)∶V(A)=1∶5,助萃剂LH的加量为二次萃取前溶液体积的1.7%,酸度控制在1.85mol/L,此时钪的单级萃取率达到99.75%,钛的萃取率只有12.68%,分离系数β(Sc/Ti)=124 811.9、β(Sc/Fe)=8 202.06。说明二次萃取后除杂效果很好。
3)新工艺改变了原有单纯洗涤、水解除杂工艺,在二次萃取时加入极少量的助萃剂即可取得很好的除杂效果,缩短了工艺路线,简化了操作步骤,减少了能耗,降低了生产成本,钪与钛的质量比由废酸中的1∶532.5富集到59∶1,大大提高了钪的富集比。
[1]Ditze A,Kongolo K.Recovery of scandium from magnesium,aluminium and iron scrap[J].Hydrometallurgy,1997,44(1/2):179-184.
[2]李勇明,陈建军.对钛白水解母液中提钪工艺流程的改进研究[J].稀有金属与硬质合金,1997(1):1-4.
[3]陆世鑫,肖建华,郭宋文,等.从钛铁矿中回收钪:中国,87101034A[P].1988-11-23.
[4]李春梅,张宗华.萃取法提钪试验研究[J].化工矿物与加工,2004,33(4):19-21,24.
[5]毛建军,范剑琴,佘宗华.攀枝花选钛尾矿提钪工艺的研究[J].矿冶工程,1996,16(4):48-52.
[6]李海,童张法,陈志传,等.钛白废酸中钪的提取工艺改进[J].无机盐工业,2006,38(9):51-53.
[7]李孝良,陈卫平,杨钊,等.钛白废水中钪钛的回收方法:中国,102127641A[P].2010-07-20.
[8]钱晓泰,陈卫平,陈青松,等.钛白废水中钪钛的回收方法:中国,102703709A[P].2012-10-03.
联系方式:2605032310@qq.com
Study on improving selectivity of scandium extraction from titanium white waste acid
Yuan Haibin,Liao Jun,Le Xiaobing,Zuo Baobin,Li Feng,Zhang Chao
(Technical Center,CNSIC Hunan Zhuzhou Chemical Industry Group Co.,Ltd.,Zhuzhou 412004,China)
The study aimed to select the appropriate synergic reagent LH,to increase the selectivity of scandium extraction from titanium white waste acid with the di-(2-ethylhexyl)phosphoric acid(P2O4)-tributyl phosphate(TBP)-sulfonated kerosene system,and to improve scandium-titanium separation coefficient and scandium-iron separation coefficient.The process including secondary extraction enrichment,secondary stripping for scandium,and chemical purification was adopted.Through orthogonal test,the optimum extraction conditions were obtained as follows:the best extractant volume ratio of P2O4∶TBP∶sulfonated kerosene=1.3∶0.7∶10,the first extraction phase ratio[V(O)∶V(A)]was 1∶21,without synergic reagent LH,the secondary extraction phase ratio[V(O)∶V(A)]was 1∶5,and the dosage of synergic reagent LH was 1.7%of the volume of the aqueous phase.Under those conditions the scandium-titanium separation coefficient reached 124 812,and scandiumiron separation coefficient reached 8 202.
synergic reagent LH;titanium white waste acid;scandium extraction;extraction;selectivity
TQ133.21
A
1006-4990(2014)12-0061-03
2014-06-19
袁海滨(1979— ),男,本科,研究方向为硫酸、钛白粉、氯碱、水合肼等生产工艺技术研究。
猜你喜欢
能源化工(2022年3期)2023-01-15
硫酸工业(2021年10期)2021-12-09
化工管理(2021年7期)2021-05-13
山东冶金(2019年5期)2019-11-16
中国有色冶金(2018年1期)2018-02-01
氯碱工业(2017年8期)2017-03-09
硫酸工业(2017年4期)2017-03-09
化工管理(2017年23期)2017-03-04
中国环境监察(2016年9期)2016-10-24
无机盐工业(2016年6期)2016-03-15
