空分水循环系统改造
2014-05-03 09:45王文乐
山东工业技术 2014年12期
王文乐
(山东兖矿集团国际焦化有限公司,山东 兖州272100)
空分水循环系统改造
王文乐
(山东兖矿集团国际焦化有限公司,山东 兖州272100)
本文针对空分系统运行时暴露出的产氧量少,不能达到设计指标这一问题进行了分析,并对现有空分水循环系统进行改造,新上2台BTL500-10/4T型闭式冷却塔后,问题得到了解决。
空分;换热;闭式冷却塔
1 企业概况
国际焦化公司空分装置型号为KDONAr-15000/19000/540,主要为转化装置提供高压高纯氧气,为干熄焦装置提供高纯氮气,以及为全厂各系统提供置换和保护用氮气;装置开车正常后,提供仪表空气;除供应正常生产用气外,本装置还生产部分液体(液氧、液氩)副产品。
空分装置投入运行后生产负荷达不到设计要求,2014年3月加工空气量最大为52000Nm3/h,设计为80500Nm3/h,为设计负荷的64.6%。产氧量最高8300Nm3/h,正常在8000Nm3/h(含液氧),与设计13500Nm3/h产氧量相比差距较大。
我公司多次召开专题分析会,并且通过测试循环水用量,确认目前导致循环水温度过高的原因:一是空分循环水凉水塔使用多年且设计处理水量偏小,不足以完全处理目前空分循环水;二是空分循环水整体热负荷较高,导致水温居高不下;2014年3月循环水测试数据如下:
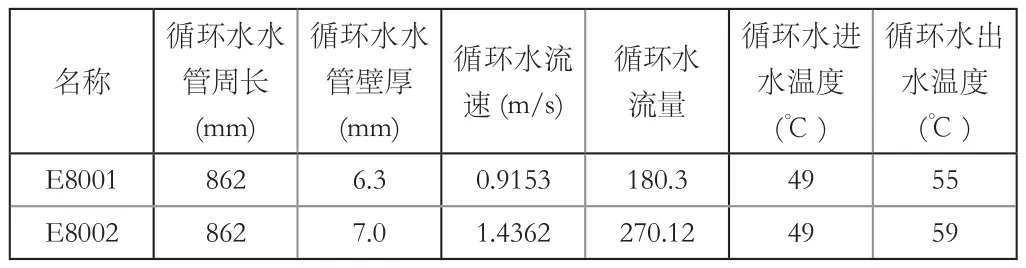
名称循环水水管周长(mm)循环水水管壁厚(mm)循环水流速(m/s)循环水流量循环水进水温度(℃)循环水出水温度(℃)E8001 862 6.3 0.9153 180.3 49 55 E8002 862 7.0 1.4362 270.12 49 59
两台换热器用水约451m³/h,距离初步设计值308+290=598 m³/h,最大设计值800 m³/h差距较大。
2 投资必要性和经济意义
空分系统目前循环水温度高,设计指标≤32℃,目前2014年3月水温为47℃左右,严重制约空分负荷提升。本套空分自2006年投产以来一直未达到设计负荷,前期因为甲醇负荷低,需氧量低,循环水制约问题未对系统运行造成影响。2013年以来,生产负荷逐渐提升,对氧的需求量越来越大,2013年经过对部分换热器更换及系统调优,基本达到10000m3/h氧供应量。2014年要投用小粒焦造气系统,氧气供应缺口约3500m3/h,为彻底解决空分产氧量难题,我公司多次召开专题分析会,并且通过测试循环水用量,确认目前导致循环水温度过高的原因一是空分循环水凉水塔使用多年且设计处理水量偏小,不足以完全处理目前空分循环水;二是空分循环水整体热负荷较高,导致水温居高不下。为改善空分循环水系统,将空压机组级间冷却器E8001、E8002由原来的循环水冷却改为单独空冷系统提供的冷却水(除盐水1000m3/h)冷却。一方面解决压机组级间冷却器E8001、E8002处理气体温度过高,换热器结垢严重问题,另一方面降低目前空分循环水热负荷,改善循环水温度高制约生产的局面。
3 主要经济技术指标、项目最终目标
(1)解决了国际焦化公司空分装置由于冷却效果不好,能耗高的问题。
(2)解决因为冷却效果不好造成的目前汽轮机高能耗、工作效率低问题。
(3)解决因空分外送氧量限制甲醇产量的问题,最终可以实现13500m3/h氧产量目标。
(4)由于温度高现在在空分现场增加了外部一次水喷淋,该项目实施后可以停止喷淋,既降低了水的消耗,也改善了现场的生产环境,同时降低了环境污染。
(5)实现E8001、E8002换热效果:
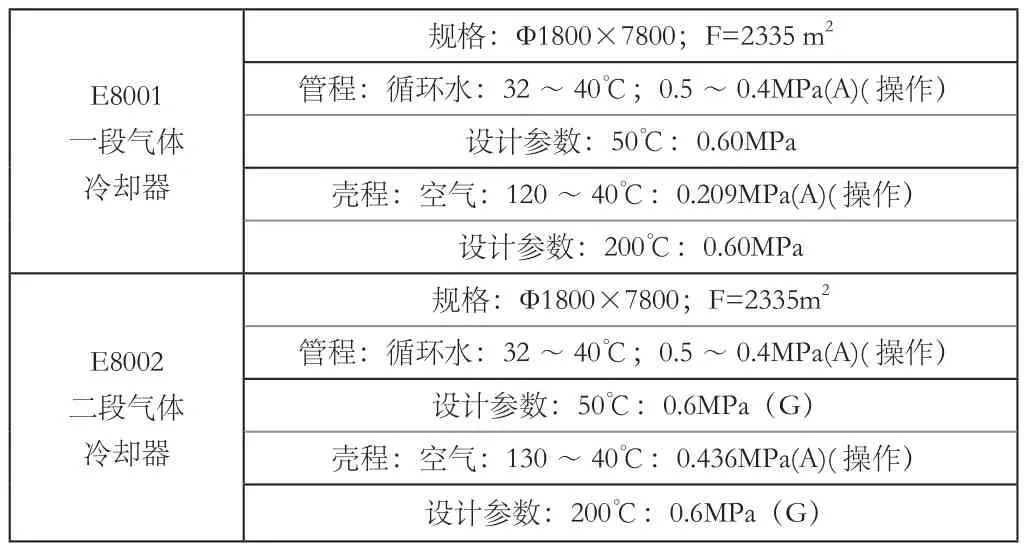
E8001一段气体冷却器规格:Ф1800×7800;F=2335 m2管程:循环水:32~40℃;0.5~0.4MPa(A)(操作)设计参数:50℃:0.60MPa壳程:空气:120~40℃:0.209MPa(A)(操作)设计参数:200℃:0.60MPa E8002二段气体冷却器规格:Ф1800×7800;F=2335m2管程:循环水:32~40℃;0.5~0.4MPa(A)(操作)设计参数:50℃:0.6MPa(G)壳程:空气:130~40℃:0.436MPa(A)(操作)设计参数:200℃:0.6MPa(G)
4 工艺技术条件
(1)流量:1000m3/h.
(2)介质:脱盐水.
(3)温降:进口温度42℃,出口温度32℃.
设计思路:系统循环水采用脱盐水,密闭循环。循环水通过冷却泵加压后供给空压机机组循环冷却使用,进过空压机后升温的循环水,直接上闭式冷却塔冷却进行循环。系统通过定压补水装置进行初始加水及定压补水。本方案暂不考虑排空系统容纳系统循环水所需的水箱或水池。脱盐水通过脱盐水站进入到脱盐水箱,和定压补水装置连成系统。定压补水装置和脱盐水箱成套供应。
系统选用2台BTL500-10/4T型闭式冷却塔,共8换热模块,每组换热模块处理125m3/h。每台设备由两个独立的模块组成,可根据占地要求调整。本方案换热管换热管采用整体热浸锌的椭圆管或304不锈钢波节管两种方案。
5 结论
建设项目条件完备,工艺技术成熟,本项目抗风险能力强,经济效益好,社会效益显著。空分供氧量不足最近几年一直是我公司甲醇生产的瓶颈。经过改造,目前系统运行稳定,达到了原设计要求,解决了目前甲醇高负荷生产情况下供养不足的情况,为甲醇达产达效提供了保障;同时为后续的小粒焦富氧造气项目提供了条件。
猜你喜欢
液压与气动(2022年10期)2022-11-27
汽车实用技术(2022年7期)2022-04-20
湖北农机化(2021年7期)2021-12-07
中国化工贸易·中旬刊(2020年7期)2020-12-28
世界最新医学信息文摘(2020年10期)2020-02-28
电子制作(2019年19期)2019-11-23
科技风(2019年30期)2019-11-10
能源研究与信息(2018年2期)2018-12-08
大众健康(2017年1期)2017-04-13
中国科技纵横(2015年14期)2015-12-10