
实木复合门的结构与制作工艺
2014-04-29 12:32:47易国红
西江月·上旬 2014年4期
易国红
【摘 要】实木复合门因其独特的优越性在门类市场广泛普及,本文从实木复合门的材料特点、工艺特点与结构及其制作工艺进行阐述,其中主要介绍了门挺类部件结构加工步骤、门芯板结构与制作工艺、压线条制作工艺、门扇组装及后续加工、门套与门套线的制作,通过实木复合门的结构与制作工艺的分析为今后更加广阔的实木复合门前景提供参考。
【关键词】实木复合门;结构;制作工艺
实木复合门因其天然的纹理与色泽、可调节温度与湿度的功能受到越来越多消费者的青睐,实木复合门同时又弥补了珍贵木材制成的纯实木门价格昂贵、收缩露白、门扇变形与漆面容易开裂等的缺点,在木门装修中成为首选,为更加全面的了解实木复合门本文浅析了其结构和制作工艺。
1.实木复合门材料特点
框架材料、饰面板与门芯是组成实木复合门主要部分。框架材料主要有红松、桦木、杨木、杉木、落叶松等或者将这些木材的短小材料指接成的集成材。这些木材资源广泛、价位低廉,为增强实木复合门的强度也可将中空钢板、铝板或者不锈钢板等作为辅助材料与这些木质框架搭配起来。
饰面板材料主要有铝合金板、胶合板、中密度板、刨花板、塑料板、不锈钢板、模压板、薄木、防火板等,这些饰面材料色泽、质地、纹理都不相同, 使得实木复合门呈现出不同的装饰效果。
门芯材料主要有中密度板、中空刨花板、泡桐、木屑水泥板、蜂窝纸等,这些材料的填充可以增加门板的重量, 提高门板的抗冲击力, 同时还有保温与隔声的作用。
2.实木复合门的结构和制作工艺
2.1实木复合门结构。门套与门套线、门扇三部分构成实木复合门结构,实木复合门之所以有如此众多的款式都的因为其独特的结构优势,同时又避免了全实木门如易开裂、变形这些问题的出现,通过工厂化制作出的成套实木复合门不仅组装起来快捷、简便,又不会出现因门套施工现场喷漆而造成的环境污染的现象。
2.2门扇的结构。门芯板,上下冒头、边挺、横档,压线条,这主要的三部分构成实木复合门门扇的结构。
2.2.1门挺类部件结构加工步骤
步骤一:备料,材料选用中纤板4mm厚与杉木指接板32mm厚,先涂胶在两张指接板上,然后经过冷压使得复合集成材厚40mm,所需的规格用精密推台锯锯成。
步骤二:刨削,用平刨对锯好的集成材门挺、上下冒头、横档刨基准面,再通过压刨对前面的材料进行定厚加工。
步骤三:开孔,在门挺、上下冒头、横档上规定的位置用台钻制出圆榫孔使直径是10mm。
步骤四:组框,门挺、上下冒头、横档用圆棒榫组装成门框架,之后行定厚砂光,结构牢固的组装后的半成品应该要达到相关规定的形状精度要求。
步骤五:压贴,门框架两面贴的中纤板厚4mm,压力为0.5-0.8MPa经12h冷压。
步骤六:覆面,对40mm定厚砂光后的压贴有中纤板的门框架覆面,覆面的薄木应该颜色与纹理相近同时没有节疤,接着放入热压机压中2-3min。
步骤七:封边,用精密推台锯或双端铣对门框架進行四周精裁、规方,接着用直线封边机进行封边。
步骤八:砂光,对门框架的砂光,应该使表面不得出现砂透现象,工件边缘无露边、无崩缺。
2.2.2门芯板结构与制作工艺。门芯板使用的中纤板厚18~25 mm,然后将芯坯加工成所需型状,用薄木覆面形成其表面。使用密度均匀、表面平整门芯板的中纤板,光滑、流畅的铣削的线型,以保证薄木牢固与平整的覆贴以及不会有开胶与鼓泡等不良现象,选择纹理与颜色尽量一致的装饰薄木用在同一个门芯板两侧。
2.2.3压线条制作工艺。选用的木方条应该与薄木一样,基准面经平刨刨出后通过压刨定厚加工,所需要的形状用经铣削加工成。保证线型流畅的同时开裂、节疤、缺损等缺陷不得出现压线条的表面。
2.2.4门扇组装及后续加工。门框架其中一面的压线条装订好后在门框架内装入门芯板,然后再将门框架的另外一面压线条装好并固定好门芯板,保持四周缝隙均匀,开孔位置时应根据锁与合页的规格进行,开孔边缘不得出现不顺直、崩缺与毛刺现象,砂边与表面油漆在最后进行。
2.3门套
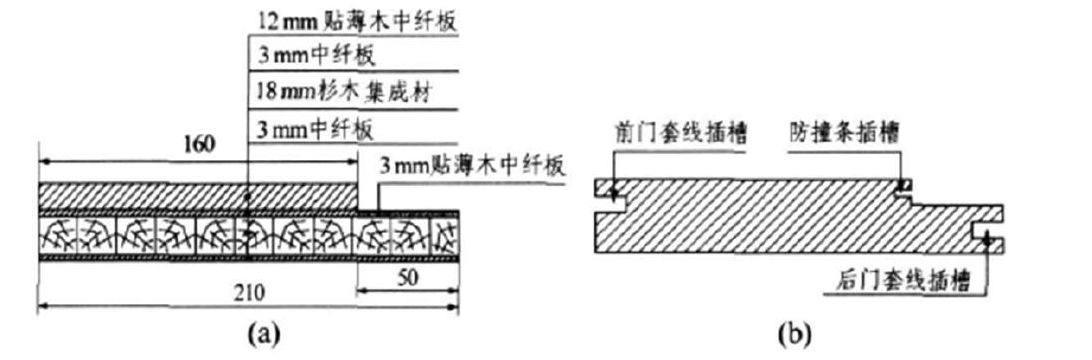
步骤一:备料,选用18mm厚杉木指接板,12与3mm厚中纤板,刨切薄木。
步骤二:开料,宽210mm的门套竖方与横方材料用集成材锯成,宽50mm的门套竖方与横方由厚3mm贴有薄木中纤板锯成,宽160mm的门套竖方和横方用厚3mm的中纤板与贴有薄木厚12 mm的中纤板锯成。
步骤三:冷压,如图的要求组坯,用压力为0.5-0.8MPa行12h冷压。
步骤四:封边,经35mm定厚砂光后的门套半成品按宽度规定的要求进行精裁、修边,然后再对前、后门套线插槽边用薄木进行封边。
步骤五:开槽,依据图五b,防撞条插槽与前、后门套线插槽用立铣机加工出。
门套板压贴和铣槽
步骤六:长度及角度加工,对门套的一端进行45b角加工后,根据具体的长度,90b精裁后的横门套与竖门套,紧接着对其表面进行油漆处理。
3.工艺特点
实木复合门的制作工艺主要特点有以下三点:(1)贴面工艺,因为是用普通木材与芯材作为复合门的内在材质,复合门的表面进行装饰时采用用多种饰面材料,所以贴面工艺很大程度上影响着实木复合门最终的质量与装饰效果[2]。(2)大部分复合门各层结构是用胶结合起来的,而实木复合门的胶合强度受热压、胶种的选择、胶料的配比与涂胶等这些工艺的影响。(3)涂饰工艺的简便性,有些复合门采用装饰纸或高分子材料(如PVC)做饰面材料, 此类门不需要涂饰为免漆门,另外一类复合门采用薄木饰面, 这类门一般采用整体喷漆方法, 喷漆工艺为采用4道底漆与3道面漆。
拥有漂亮色泽与纹理的实木复合门不仅很少出现开裂与变形翘曲等的现象,加工精度又高,同时还可由人造板材与人工林木制成,许多珍贵或高昂的木材被替代,这样同树种全实木门的模仿很大程度上使产品的成本降低;加之实木复合门能够根据消费者以及市场的需求开发出众多的新型结构与新工艺,其市场前景是巨大的。
【参考文献】
[1]高万辉,孙建平.实木复合门加工中的质量问题及对策分析[J].林产工业,2012(03):41-43+53.
[2]温小军常用木门的分类和材质及工艺特点[J].山西建筑,2007,23(16):24 5-246.
猜你喜欢
哲学评论(2021年2期)2021-08-22 01:53:34
中华诗词(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中国科技纵横(2016年21期)2017-02-13 18:15:53
东方教育(2016年9期)2017-01-17 00:34:43
文艺生活·下旬刊(2016年12期)2017-01-11 20:02:51
中国绿色画报(2016年7期)2016-12-26 16:42:07
影视与戏剧评论(2016年0期)2016-11-23 05:26:01
文艺生活·下旬刊(2016年10期)2016-11-03 22:21:49
戏剧之家(2016年13期)2016-07-07 13:21:45
