均匀设计方法在卷烟工艺管理中的探索应用
2014-04-28 05:29谢琪君姚静波
经济师 2014年9期
●谢琪君 姚静波
均匀设计方法在卷烟工艺管理中的探索应用
●谢琪君 姚静波
就整个烟草行业而言,国内各烟草企业的原材料类型、加工机械设备水平、烟草加工工艺等差别不大,同时面临的质量控制与保证等过程问题也基本相似。因此,利用先进的技术方法辅助提高加工的自动化和控制水平,是各烟草企业面临的一个重大问题。浙江中烟宁波卷烟厂基于以均匀设计方法的卷烟工艺革新活动,为行业尽快实现“从结果到过程、从指标到参数、从人工经验向科学管理”这一根本控制转型,提供了一个具有参考价值的有意义的尝试。
均匀设计 卷烟工艺 创新应用过程 工艺革新
均匀设计方法利用数论与多元统计对潜在影响因子进行分析,其试验次数较传统全因子和正交试验次数有大幅下降,尤其是能利用极少数的试验就能分析出各潜在影响因子对过程输出指标的影响,以及各潜在因子之间的交互作用对指标的影响,甚至也可以研究各因子高次方对过程输出指标的影响。因而,利用这一更为科学的试验设计方法,去分析卷烟过程各潜在影响因子对生产过程的影响,显得尤为必要。
过程控制的稳定性和均匀性是卷烟工艺管理的关键环节和重要保证。为更好实现这一目标,达成质量、效率、消耗水平的持续优化,浙江中烟宁波卷烟厂(以下简称卷烟厂)创新控制理念,于2008年引入了均匀设计方法。经过两年多的实践,在解决如烟支空头率、小盒透明包装不良等系列行业难题上取得了一些成效,为企业带来了较大收益;同时,通过一系列的使用创新,开始使均匀设计和其它高级统计工具成为管理技术人员的共同语言,企业进行了一场以均匀设计方法为基础的工艺革新活动。通过此项活动,企业逐步从传统凭经验来设定各控制参数的模式、向利用科学的统计方法来确定产品设计参数与工艺生产参数的根本性转变。以下是卷烟厂运用均匀设计法进行工艺创新的过程总结。
一、创新应用过程
1.建立了以均匀设计为核心的工程技术人员培训体系。构建了立足自我的均匀设计培训体系,将这些现代高级统计工具进行了有效融合,完善了各级工程人员能力提升体系,提高了各级技术人员对均匀设计相关知识的能力要求,为加快向现代化质量管理型企业转变奠定了人才基础。
2.构建了均匀设计表使用库。卷烟厂通过均匀表构造原理,构造了能安排2~19个因子的均匀设计表供直接使用,同时创建了系列能安排10个因子以上的均匀设计应用表,为全面分析一些复杂的质量问题提供了试验方法和依据。均匀表的建立简化了技术人员选择表和安排因子进行试验的过程,为推动全员使用均匀设计方法进行试验分析打下了技术基础。
3.创建了适合与本企业均匀设计过程分析工具:逐步(向前、向后)回归的重要因子判定准则。创建了适合于自身实际的逐步回归分析准则,以防止在分析过程中遗漏重要影响因子和误判重要影响因子。此判断准则简化了试验的分析过程,为全员普及均匀设计方法的应用创造了条件。
4.编制了适合于本企业非连续型数据转化成连续型数据的作业指南。制丝、卷包等卷烟生产过程,正好典型地包含了连续型和非连续型过程数据。卷烟厂结合自身实际情况,制定了“分数判定法”为核心的适合卷烟生产实际的将非连续型数据转化成连续型数据的作业指南。
5.制定了适应于本企业的均匀设计简易优化设计方法。卷烟厂结合自身情况,构建了自我简易优化设计方法:即在各主要影响因子的取值范围内,视情况对其多等份,求得各因子的不同取值水平,然后借助MINITAB软件或其它专业软件,生存各因子各水平之间的全部组合,然后将这些组合代入数学模型中,根据最终响应值确定对应的各因子最佳水平设置值;同时,也可以用此方法,确定各因子的容差范围。
二、实践工艺革新
通过一系列的使用创新,均匀设计和其它高级统计工具开始成为各工程技术人员分析问题和解决问题的共同语言。基于数据和事实的、用科学的DOE和优化设计来确定各工艺最佳参数设定值和容差范围,开始变为现实。卷烟厂通过修改工艺管理程序文件和发布均匀设计方法使用指南,进一步强化了均匀设计方法的全面推广和应用。逐步构建了以均匀设计方法为基础的工艺革新体系。
1.新的工艺管理程序文件明确规定:新工艺正式颁布前,原则上均需通过以均匀设计为基础的试验方法确定最佳中心值和公差允许范围,确保其过程抗干扰性最强。以下是新旧工艺制定流程对比:

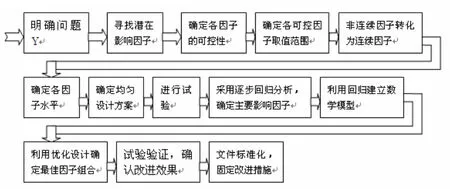
2.均匀设计应用流程进一步明确了均匀设计使用步骤,为其全面推广应用奠定了基础。以下是卷烟厂均匀设计使用过程中的基本步骤指南:
三、应用案例
烟支滤棒的吸阻、硬度均是反映滤棒质量好坏的重要指标,要想保证这两个指标同时合格,难度非常大。目前生产厂家多优先保证滤棒的吸阻,故滤棒硬度的合格率相对较低。卷烟厂也面临此问题,滤棒硬度DPMO一度高达300,000PPM。针对这一问题,卷烟厂生技科利用均匀设计方法,对生产工艺进行了改进,不仅使滤棒硬度DPMO下降到不到1000PPM,而且吸阻不良率也有大幅下降。以下为此项目简要解决思路。
1.以细节流程图为基础,采用头脑风暴法寻找各过程可能影响滤棒硬度的因子,并对其可控性进行识别。(n表示非可控,c表示可控)
2.根据滤棒的成形原理和过程经验,从严重度、发生度、探测度等三个维度进行打分,对可控因子进一步分析,筛选出了7个最有可能因子对滤棒硬度有影响的可控因子。
3.采用U13(137)来安排试验,根据各因子的取值范围和最小取值刻度,各因子的水平选择进行逐个确定。
4.根据U13(137)安排试验,因为试验各因子的水平均没有超过13,故取消最后一组试验,按12组试验来排试验组合。同时根据实际情况,将滤棒硬度的响应变量Y取测试均值,吸阻的响应变量Y取DPMO。得出试验矩阵和试验结果
5.利用向前向后逐步回归进行分析,得出7个因子中有6个因子以不同方式对滤棒硬度均值有较大影响;7个因子均以不同方式对滤棒吸阻DPMO有影响。
6.根据逐步回归分析出来的最佳项,采用回归方法分别建立滤棒硬度均值与各主要影响因子和吸阻DPMO与各主要影响因子的数学方程式,以便寻找各影响因子的最佳水平设置。
7.采用优化设计的方法求得各影响因子的最佳水平设置。因需要对两个响应变量进行优化,故此项目的优化步骤为:
(1)初步分析各因子分别对各响应变量的影响趋势。从分析结果看出:甘油脂施加量在目前范围内,对滤棒的硬度的影响不大,但其对吸阻有一定影响,其取值越小,吸阻稳定性越好。故:甘油脂施加量在取值范围内,可以取一个相对较小的固定值。其它6个因子暂无法通过线性分析确定它们对响应变量的影响趋势,故需进一步研究。
(2)根据各因子的取值范围和最小取值刻度以及可操作性,确定其它6个因子可能的取值。通过分析发现:螺纹辊压力能取6个值、稳定辊压力能取5个值、喷嘴气压能取5个值;而1#/3# 和2#/3#辊速度比,以及三级开松宽度在取值范围内,均能取无限个值。为了寻找1#/3#辊速比、2#/3#辊速比、三级开松宽度最佳取值,在其取值范围和试验允许范围内,对其进行20等分,得出20个等分值。
(3)借用专业软件,求得各因子各水平的全因子组合,共得到360,000组试验,然后把这些试验组合全部代入到吸阻DPMO与各因子的数学方程中,寻找到吸阻DPMO小于1000PPM的试验组合2314个。
(4)将吸阻DPMO小于1000PPM的2314个试验组合全部带入硬度均值与各因子的回归方程中,最终硬度均值最高的一组试验组合既是要求的各因子最佳水平设置。
(5)结合最佳水平设置和生产实际情况,求得各因子的最佳
水平设置为:

8.效果验证:在最佳水平设置下,试做了一批产品,效果较佳,其吸阻不良率仅为2324PPM,硬度不良率仅为260PPM,均取得了异想不到的改进效果。
两年来,卷烟厂通过实施基于均匀设计法的工艺革新核心战略,初步建立了一套相对完整的体系,有步骤地优化、设计、改进了部分工艺控制参数,企业也逐渐开始实现从人工经验式控制向科学决策管理的根本性转变。
[1]曾昭钧主编.均匀设计及其应用[M].中国医药科技出版社,2005
[2]方开泰.均匀设计与均匀设计表[M].科学出版社,1994
(作者单位:浙江中烟工业有限责任公司宁波卷烟厂 浙江宁波 315000)
(责编:李雪)
F273
A
1004-4914(2014)09-294-02
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
山东冶金(2022年1期)2022-04-19
阅读与作文(英语高中版)(2021年3期)2021-04-19
科技与创新(2020年16期)2020-11-29
电镀与环保(2017年6期)2018-01-30
科技创新与应用(2017年6期)2017-03-23
创造(2015年7期)2015-10-17
科技与创新(2014年20期)2014-11-26
湖南工业大学学报(2014年1期)2014-05-06
组合机床与自动化加工技术(2014年12期)2014-03-01