
缝纫机针脚板的加工工艺研究*
2014-04-27 13:06郭秀华陈祥林周曲珠
制造技术与机床 2014年6期
郭秀华 陈祥林 周曲珠
(①苏州经贸职业技术学院机电系,江苏 苏州215009;②苏州市职业大学机电工程学院,江苏 苏州215104)
工业缝纫机是服装机械设备的主体和核心,随着科学技术的发展和进步,缝纫机新机型不断增加,其高速化、精密化、多功能化、智能化和自动化程度越来越高。各种电子技术和自动化装置已广泛应用于缝纫机械中,但由于缝纫机运动复杂,又要求高度的协调性,使得机构系统仍处于核心和枢纽地位。
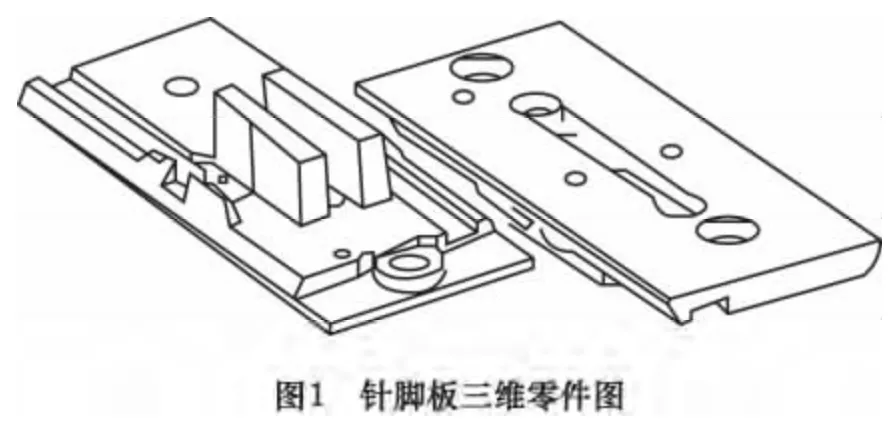
针脚板是缝纫机送料机构中的一个关键性零件,在生产过程中起着非常重要的作用,其加工精度及安装精度直接影响到缝纫机的正常工作。图1 是德国某品牌工业缝纫机针脚板的三维零件图,其结构极其复杂。利用立式加工中心进行加工时,首批生产合格率仅为86%,效率极低,满足不了德国厂方的产能要求(月产能需5000 件),如加大设备及人员的投入,则利润会很低。针对该情况,期望通过优化针脚板的加工工艺,以提高加工效率。

1 针脚板零件技术分析
针脚板二维零件图如图2 所示,该零件加工要素较多,且多处尺寸偏小,所需刀具较多。在加工中心上需要正反面加工,且不易装夹。传统的加工方法和设备需要反复更换刀具以及多次装夹,加工效率低,难以满足客户的产能需求。合理安排加工工艺和选择夹具是提高加工效率和保证零件尺寸精度的关键。
原加工工艺的毛坯为35 mm×85 mm×16 mm,夹具采用精密平口钳,加工工时约2 h,工序如表1 所示。

表1 原加工工序
从上述工序可以看出,毛坯采用型材锯割下料到尺寸,利用平口钳固定钳口定位,背面加工去除量比较大,大切削量去除材料时,为防止夹持松动,背吃刀量需要适当降低,毛坯厚度需减小(当前所夹持的部位约3 mm);翻转工件正面加工,采用平口钳加靠块的方式,先铣面到零件厚度尺寸,然后完成正面加工。
2 新加工工艺设计
加工工艺方案的制定,必须体现技术先进、保证质量,并且达到提高生产效率、降低加工成本、减轻工人劳动强度的目的。
2.1 加工设备选择
根据该零件的结构类型,铣和钻是主要加工方式,且尺寸精度属于常规要求,故仍采用立式加工中心作为该零件加工的首选设备。
2.2 毛坯选择
针脚板零件材料是16MnCr5,这是欧洲的钢号,德国制订的标准,相当于我国15CrMn 钢,其化学性能如表2 所示(GB/T 3077 -1999)。该钢有较好的淬透性和切削性,对较大截面零件,热处理后能得到较高表面硬度和耐磨性,低温冲击韧度也较高。
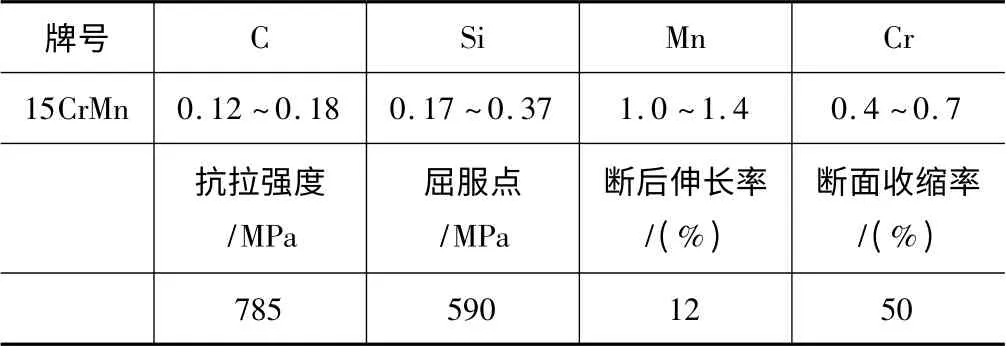
表215CrMn 牌号和化学成分
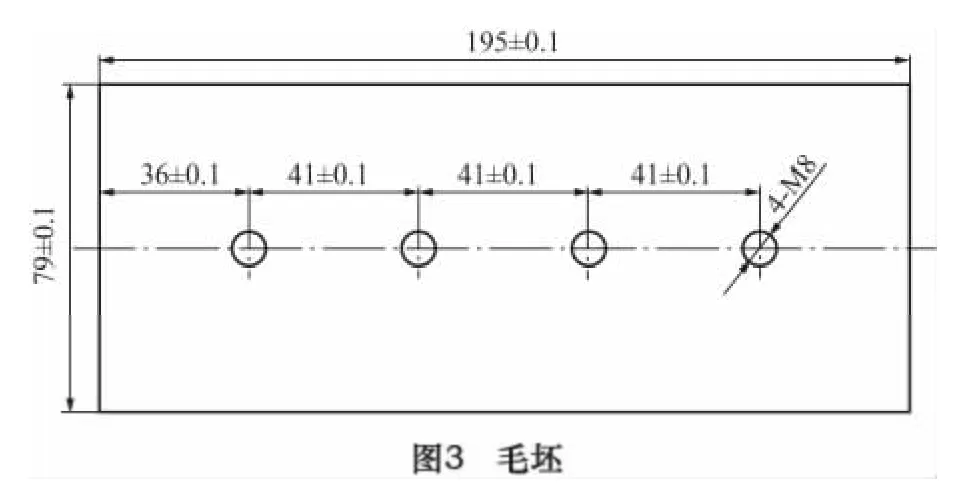
零件外轮廓尺寸为31 mm×79 mm×14 mm,为了提高加工效率,毛坯采用尺寸为195 mm ×79 mm ×14 mm 的长方形坯料,同时可加工出5 个零件,两零件间隔为10 mm,且增加4 个M8 攻丝工艺孔,用平面磨床磨削到要求的尺寸,如图3 所示。
2.3 夹具设计
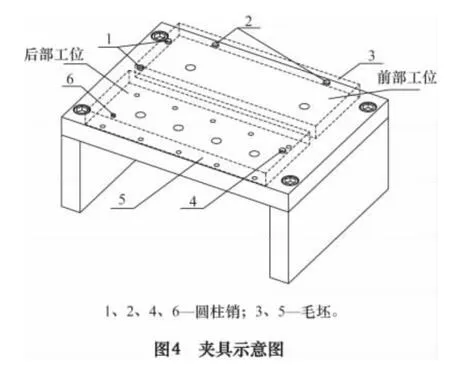
根据针脚板零件的特点,常规的压板、平口钳和卡盘均不合适,需要针对该零件特点设计一个专用夹具。夹具如图4 所示(虚线为毛坯安装位置),材料用45号钢,分为2 个工位:前部是正面加工工位,毛坯左侧和前侧均有两个定位圆柱销,中间有2 个φ9 mm 孔;后部为背面加工工位,根据工件正面特征,设有与之对应的2 个定位圆柱销,分别与工件正面φ6 mm 圆孔和4 mm 宽的长槽配合;中间有4 个φ9 mm 和10 个φ5 mm 通孔。夹具利用压板安装于加工中心工作台上后,铣出上表面,定位的圆柱均通过刀具铣出,一方面保证上表面的水平,另一方面保证圆柱销的定位精度。毛坯未加工前安装于前部工位,靠两侧圆柱销定位后,用两个M8 螺钉从夹具下部与毛坯的工艺螺纹孔紧固。工件正面加工后,翻转面安装于后部工位,依靠中间圆柱销定位后,用4 个M8 螺钉从夹具下面与毛坯的工艺螺纹孔紧固。
2.4 工序设计
针脚板按照加工的内容分为正面加工和背面加工两部分,加工工序如表3 所示。
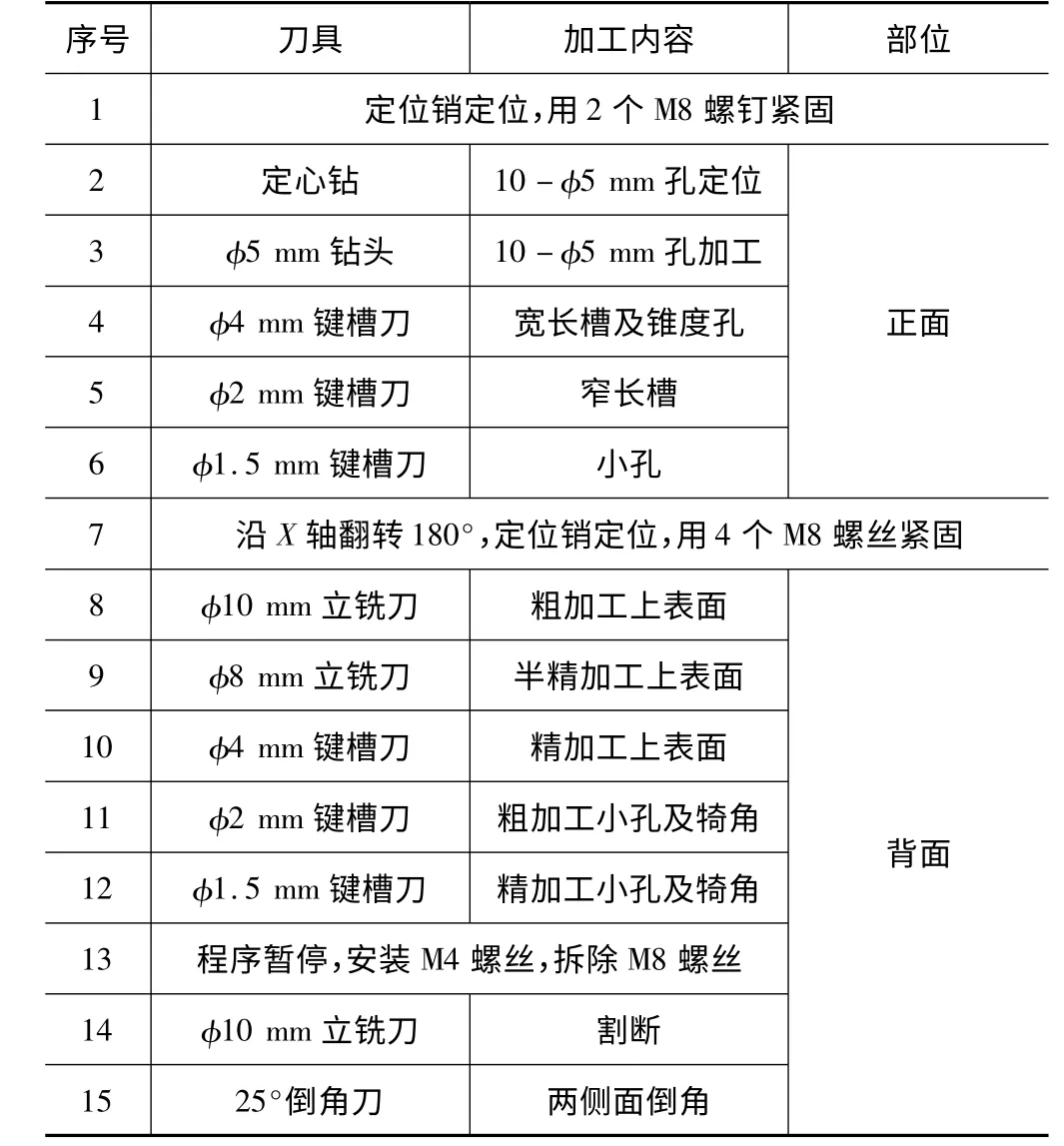
表3 新加工工序
如图4 所示,正面加工时,毛坯安装于夹具前部工位,紧贴圆柱销定位,利用左右两个M8 螺钉锁紧;正面加工步骤如下所示:
(1)首先通过定心钻、钻头完成φ5 mm 孔加工,其中φ5 mm 钻头需钻通整个毛坯;
(2)其次用φ4 mm 的键槽刀完成对宽长槽、锥度孔的加工;
(3)最后用φ2 mm 和φ1.5 mm 的键槽刀完成窄长槽及小孔的加工。
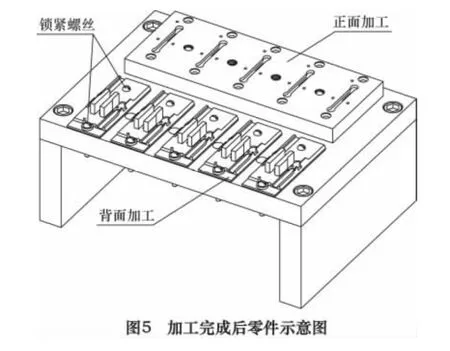
正面加工后如图5 中正面加工位置所示,毛坯按照X轴方向旋转180°,安装于后部工位,利用圆柱销定位,4 个M8 螺钉锁紧。针脚板背面结构复杂,加工步骤如下所示:
(1)用φ10 mm、φ8 mm 立铣刀对上表面进行粗、半精加工,去除大量的余量,在此过程中4 个M8 螺钉在去除余量过程中也被同时切割,螺纹锁紧部分只留下2~3 牙;
(2)使用φ4 mm、φ2 mm 和φ1.5 mm 键槽刀对上表面及小孔和犄角位置进行精细加工,去除余料;
(3)程序暂停,电动螺丝刀快速安装10 个M4 锁紧螺丝,锁紧毛坯,再卸除4 个M8 螺钉;
(4)用φ10 mm 立铣刀铣掉五个针脚板之间的连接部位,用25°倒角刀完成工件侧面的倒角。
加工完成后的工件如图5 背面加工位置所示。
3 工艺对比分析
在原方案中,采用型材锯割下料方便,利用精密平口钳,不需要专用夹具,节约了成本。夹紧后,平口钳的活动钳口会有微小变形,是造成零件精度下降的直接原因,如果采用打表找正,则效率更低。背面加工时,加大了毛坯厚度,可以提高夹持量,但造成了材料的浪费,如减小毛坯厚度,夹持量小,背吃刀量不大,加工效率降低,换刀频繁,导致加工效率极低。
一般大批量生产时,趋向于采用高效、专用机床的工序集中;但在某些复杂零件的生产中适当采用工序分散,也会凸显出其加工优势,这就需要工艺人员根据实际做出正确决策。新方案中灵活应用了工序集中与分散的方法。具体变化如下:
(1)毛坯制作利用磨床磨削表面和人工制作4 个M8 螺纹工艺孔,前期的制作节约了加工中心机时,分散了加工集中的时间。经过验证,完成5 个针脚板零件,切削花费了约5.5 h(包括人工安装、对刀时间),相对于原方案的切削时间2 h 完成一个零件,效率约提高了45%。
(2)增加了1 个夹具,但结构简单,易于加工、安装。夹具上表面经过机床加工,保证了毛坯上端面的水平,直接铣出定位的圆柱销,保证了毛坯安装的定位精度,合格率超过98%。
(3)夹具上有2 个工位,1 个是正面加工工位,另1 个是背面加工工位。夹具上可同时装夹2 个毛坯,正面加工程序和背面加工程序合并后,可实现1 次装夹依次完成不同毛坯的正面和背面的加工,大大节约加工时间。
(4)粗加工过程中,切削量相对较大,刀具磨损突出,如果不及时更换刀具,会导致刀具崩断,并直接影响到程序中后序刀具,应用过程中采取了措施,利用机床刀具寿命管理功能,对磨损的刀具及时更换,同时对旧刀具进行批量刃磨,刀具成本并未增加太多。
4 结语
工艺在生产中占有极其重要的地位,根据针脚板的结构设计,制订合理的加工工艺,使得针脚板加工效率得到极大提高,减少了材料损耗,缩短了产品生产周期,产能得以显著提高,协助加工企业完成了既定的生产目标,且取得较大的经济效益,为企业解决了一项技术难题,对同类零件的加工具有一定的实践指导意义。
[1]吴敏,庄东海.基于嵌条压板零件的加工工艺分析与专用夹具设计.[J]机床与液压,2013(8):43 -46.
[2]唐霞,谢利民.典型零件的加工工艺及其优化. [J]机床与液压,2013(2 ):66 -67.
[3]赵如福.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,2000.
[4]王光斗,王春福.机床夹具设计手册[M].3 版.上海:上海科学技术出版社,2001.
[5]曾志新,刘旺玉.机械制造技术基础:普通高等教育十一五国家级规划教材[M].北京:高等教育出版社,2011.
猜你喜欢
汽车电器(2022年8期)2022-08-29
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
传奇故事(破茧成蝶)(2016年10期)2016-10-21
汽车实用技术(2016年7期)2016-05-18
杭州(2015年9期)2015-12-21
