
水泥生产工艺方面的中庸之道(连载七)
2014-04-26 08:15贾华平
四川水泥 2014年5期
贾华平
(天瑞集团水泥公司,河南汝州市 467500)
35 将三代篦冷机改一下就成四代了吗
目前,国内在篦冷机的技术进步上做了大量工作,也取得了可观的成果,这一点是肯定的。但在新技术应用和推广上显得比较混乱,有可能在用户的选择上造成误导,个别已经造成了误导。只要是对第三代篦冷机作了一些改动的都称其为第四代,甚至有的公司已经推出了自己的第五代、第六代产品。
换代产品:指在原有产品的基础上,采用或部分采用新原理、新结构、新材料、新工艺,消除了原有产品的重大缺陷,或原有功能得到较大提高,或具有了较大使用价值的新功能,能更大程度的满足消费者的需要。例如,在黑白基础上开发的彩色电视机、在显像管基础上开发的液晶电视机、在视频基础上开发的网络电视机、在模拟基础上开发的数字电视机等。
新一代篦冷机,应该是具有了新的有较大使用价值的功能;或在功能实现上采用了新原理,使原有产品性能得以提高;或者对机械结构作了实质性改进,使产品在使用维护上更加简便;或者对机械结构作了实质性改进,为性能的较大提高奠定了基础。
对篦式冷却机来讲,供风方式由室供风改为以梁供风为主,供风篦板由运动式改为固定式,这些都是实质性改进,可称其为第三代、第四代产品。而在此基础上的一些完善提高,都不应该称其为换代产品,最多也只是这一代产品的一个改进型。我个人认为,对现有的篦冷机产品而言,判断其是否为第四代篦冷机,应该以是否采用固定篦床作为主要指标。
众所周知,设备产生故障和磨损的原因,主要是它有运动,一旦让它静止下来,故障和磨损都会大幅度降低,篦式冷却机的故障和磨损主要在篦床及其动力系统上,所以说把篦床固定下来是非常必要的;篦式冷却机的效率不高主要是用风不当,而用风不当的主要原因是分室不合理,制约合理分室的一个主要原因是各室间不好密封,一旦把篦床固定下来,这些问题都迎刃而解了。所以说,把篦床固定下来是篦式冷却机的一次实质性改进,是一代新的产品。
下面,简单介绍一下几种新型篦冷机。
(1)步进式篦冷机,这是目前三大水泥院主推的所谓第四代技术装备,本人认为,尽管其在性能上比现有第三代篦冷机有所提高,但还是解决不了由于篦床运动给使用者带来的一系列麻烦,不能称其为第四代篦冷机。比如:料床厚度不能分段控制、列间密封磨损过快、步进系统结构复杂、润滑点达到上千个、安装精度要求过高、动力系统负荷过大等。

图1 步进式篦冷机的动力系统照片
(2)固定篦床交叉棒篦冷机。起源于史密斯公司,其最大贡献是将篦床固定了下来,从而为采取降低运行故障、提高热效率等措施打下了基础。
物料输送功能由篦床推动改为篦上的交叉棒推动。从而为供风系统的单元细分、为机械结构的模块化制造创造了条件,特别是动力系统的负荷大幅度降低、结构大大简化,为安全可靠的运行提供了保障。
史密斯的固定篦床式篦冷机,虽然将物料输送功能交给了交叉棒,不再由篦板承担,但交叉棒的动力依然由篦下供给,靠穿过篦列间的推力板往复运动传递。这就带来了推力板磨损和篦列间密封问题,依然为这种新型的篦冷机留下了一点缺憾。
(3)固定篦床摆扫式篦冷机。这是成都水泥院在近几年开发的固定篦床式篦冷机,除具有史密斯的主体结构特点外,熟料输送采用了独特的摆扫式输送装置。

图3 成都水泥院的动力系统照片
成都水泥院的摆扫式固定篦床篦冷机,在熟料推进的同时,能产生强制搅动均化和翻滚前进两种运动叠加,使料层分布更加均匀;同时,熟料颗粒的均布主动平衡了料层阻力,使冷却空气分布更趋均衡,换热效率及换热速度明显提高。
特别是输送动力由史密斯型的推力板改为由摆扫轴传递,尽管仍然需要穿过篦床,但一个旋摆的轴与往复移动的板相比,密封和磨损问题就简单多了。
目前该篦冷机已在云南壮山、重庆台泥、洛阳万基等多条2500t/d和5000t/d生产线上成功使用,并取得了良好的运行效果和冷却效率,使水泥行业的熟料冷却又前进了一步。
36 300℃真的能烧成水泥熟料吗
由前面的讨论可知,生产水泥真是麻烦,投资又大、能耗又高、还污染环境。有没有搞错,我们为什么要生产水泥呢、为什么要烧制熟料呢、为什么要用1450℃的高温烧制熟料呢?2009年12月16日,在“中国水泥网”上,出现了一篇来源于“新华网”的短文,《德国开发出“绿色”水泥生产工艺》:
德国卡尔斯鲁厄技术研究所14日宣布,他们开发出一种“绿色”水泥生产工艺。这种基于水合硅酸钙技术的水泥生产工艺,可以比传统水泥生产工艺少排出一半的二氧化碳,所需的原料用量将大大减少,且生产过程所需的温度低于300℃,而传统水泥生产通常需要约1450℃的高温环境,大幅度降低了能耗。
对此报道,多数水泥人的看法是“既希望又怀疑”,这不又是愚人节的新闻吧?300℃真的能烧成水泥熟料吗?其实“这一次是真的”,我们今天就来谈谈这个问题:
不要一提到温度就是烧成,仔细看看这篇报道,里边并没有说用300℃烧成水泥熟料,只是说“生产过程所需的温度低于300℃,而传统水泥生产通常需要约1450℃”,将300℃与1450℃联系起来,势必给搞水泥的技术人员造成联想错觉,这也是可以理解的。是媒体报道不严肃吗?不是,只是忽略了大部分水泥人的“思维惯性”。
报道用了“生产”一词而没有用“烧成”二字,应该说用词还是严谨的,搞技术的就应该咬文嚼字抠字眼,特别对一项新技术,媒体要严肃、读者要认真。为了说清楚这一比较“玄乎”的技术,有必要先通过一个比较直观的案例,扭一下我们的“思维惯性”。
最近,媒体上又在炒作“水变油”,而且是“美国海军的水变油”。与其说是一项备受争议的技术,不如说是一种并不科学的说法而已,多数情况下,“水变油”只是坊间俚语的一种称谓,或曰媒体人不科学的用词。
先说中国的“水变油”:王洪成原本是一名哈尔滨的司机,他声称在水中加入极少量的“母液”,就能生产出所谓“水基燃料”,曾被一些不怎么专业的媒体炒作,成了“中国的第五大发明”。1983年11月7日,王洪成宣告水变油研究成功;1985年冬天,王洪成从大庆到北京、河北、浙江、上海等地表演;1987年,有报道称国家计委给王洪成拨款60万元人民币,在河北省定州胜利客车厂生产燃料;1992年11月22日,“洪成新能源澎化剂有限公司”在哈尔滨成立;1993年1月28日,《经济日报》发表《水真能变成油吗?》的文章,称此是继传统四大发明以来的“中国第五大发明”;1995年7~9月,哈尔滨工业大学和黑龙江大学联合对“水变油”进行了测试鉴定。1998年,王洪成因为“水变油” 等被判处10年有期徒刑,中国的“水变油”有了定论;2003年10月31日,王洪成提前2年出狱。
印象中在1993年,《中国环境报》曾在某天的头版、三版、四版上刊登了大块头的文章,大吹特吹中国的“第五大发明”。我详细看了这篇文章,从理论研究、科学试验、车船试验,到什么师长、司令、国务院,说的云山雾罩、神乎其神。但当我看到第四版时,忽然清醒了过来,王洪成竟然发明了“永动机”:王洪成在研究“水变油”的过程中,为了解决照明问题,用木头制作了一个装置安装在一个微型发动机上,用手一捻就转了起来,灯泡亮了起来,而且一直在转一直在亮,不用再给它输入动力了。
再说美国的“水变油”:近日有媒体报道,“美国海军研究实验室科研人员宣称,他们已成功进行了利用海水来制造燃油的试验,此举将令军舰能源供应发生革命性的变化”。中国不少媒体纷纷跟风炒作,声称“军舰或告别燃油”,“美军解决舰艇燃料难题”,使平息多年的“水变油”又鼓噪了起来。
实际上,不论中国的还是美国的“水变油”,都是有关媒体的偷换概念、或者说缺乏起码的物理常识,至少是用词不当。把一些原理并不复杂的技术,给片面的炒成了神话,而回避了它的技术实质和应用条件。
在技术和原理上,水是氢氧化合物,油主要是碳氢化合物,如果不存在核反应,在常态下水变油是不可能的;但通过物理、化学、生物、核反应等能量转换,以水为载体储存一定的能量,是完全能够实现的,也是有其使用价值的。比如美国的“水变油”,首先是不是“水变油”,这里的用词就有问题,并不是单纯的用水就能生产出油来,而是外加了核能及二氧化碳,这怎么能说是“水变油”呢?大度点儿说,也是我们的媒体缺乏科学知识,未能准确的翻译和报道。
能量是守恒的,不能无中生有,而且转换效率不可能百分之百,转换一次就要有所损失,关键是这种转换有没有剩余价值,有没有实际意义。但话又说了回来,尽管能量是守恒的,但能是依附在质这个载体上的,负载的能量并不总是与质量成正比,有时较大的质量将给运输和使用带来成本和困难。尽管能量的转换效率不可能百分之百,越转换越少,但不同的载体、不同的物理状态、不同的加载时间,有可能减少载体的质量和或运输距离,能降低运输和使用成本,这就是美国要搞“水变油”的原理,但这个用词实在是不妥。
再回到我们的水泥生产上:按照传统的逻辑,要搞构筑物就需要混凝土,搞混凝土就要有水泥,搞水泥就离不了熟料。但进一步细化就会发现,水泥变成混凝土之间还有一个过程产品,原料—→熟料—→水泥—→水化产物—→混凝土—→构筑物。在水化产物中,起主要作用的是硅酸钙水化物,我们能不能直接生产硅酸钙水化物呢?
所谓“绿色” 水泥工艺正是绕开了高温烧制水泥熟料,转而直接生产硅酸钙水化物,然后进行干燥,再粉磨制成含有一定水的“水泥”。这些水与常态的水不同,以化学方式结合在具有水硬性的水化硅酸钙里面,是化学结合水,相当于煤炭专业的“内水”。该水泥被命名为“才利特门特水泥(Celitement)”。
才利特门特水泥的生产原理是卡尔斯鲁厄理工学院(KIT)的发明。才利特门特股份公司由Schwenk集团、卡尔斯鲁厄理工学院共同创建,力图将才利特门特水泥推向市场。据不完整的信息,2011年10月,该工艺的实验厂开工建设;2013年2月至4月,该工艺的粉磨车间又进行了扩建,提升了产量;该工艺已经在德国获得多项国家大奖。该工艺的基本原理如图4、图5。

图4 才利特门特水泥的生产和使用原理图
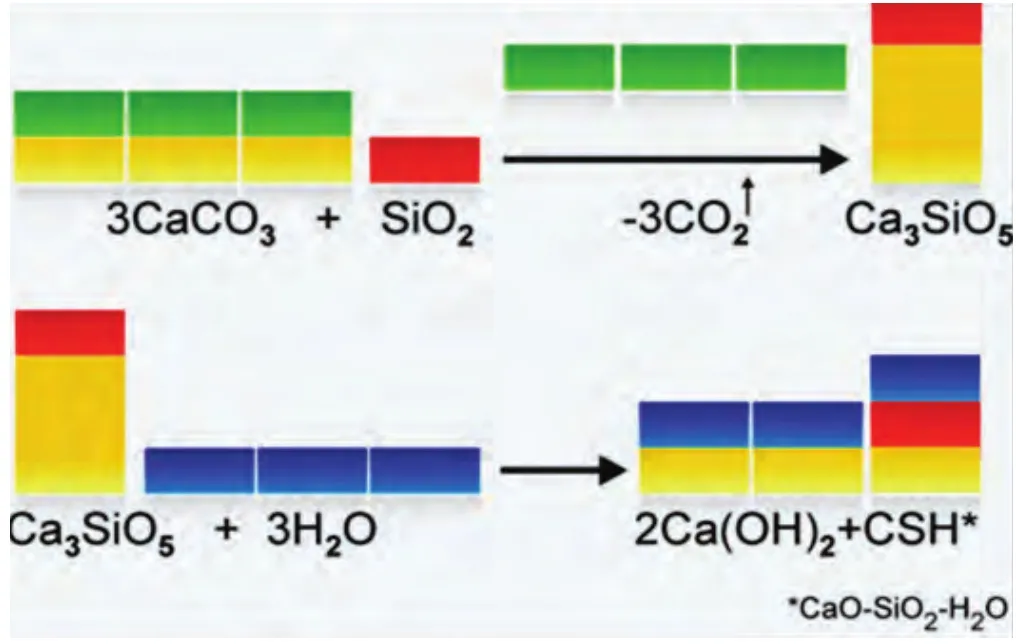
图5 现有硅酸盐水泥的生产和使用原理图
由以上两图可见,新工艺生产1个CSH,需要1个CaCO3,排放1个CO2,而现有工艺生产1个CSH,需要3个CaCO3,排放3个CO2。不同的是,现有工艺多生产了2个Ca(OH)2。那么,这个多出的Ca(OH)2对混凝土有什么作用呢?
水化开始时,Ca(OH)2是一种高碱性物质,pH值在12.5以上,混凝土中钢筋与该溶液接触,表面会形成氧化亚铁面膜,阻止氧与钢筋的接触,对钢筋起到保护作用;然后,Ca(OH)2吸收空气中的CO2发生化学反应,变成CaCO3,即混凝土的碳化作用。碳化作用对混凝土的影响是非常复杂多变的,对混凝土来讲,成事不足败事有余,没有也罢。
早期,Ca(OH)2可使混凝土产生膨胀,减少水泥石的孔隙,提高混凝土的强度;后期,Ca(OH)2又使混凝土产生收缩,增大水泥石的孔隙率,从而降低混凝土的强度,容易使有害介质侵人,降低了混凝土的抗腐蚀和抗冻性能,也降低了对钢筋的保护能力。
传统的水泥是没有水(内水)的,加水(外水)后开始水化反应和硬化;才利特门特水泥本身已含有一定的化学结合水,再加入水、砂子、骨料,便像普通波特兰水泥一样制成了混凝土。
才利特门特水泥的基本生产方法是,利用石灰和砂子作为基本原料,石灰系数控制在0.5~2.0的范围就足够了,而现有的硅酸盐水泥熟料的石灰系数一般波动在1.8~2.4之间。由于大多数的CO2排放来自石灰石,因此本水泥和普通硅酸盐水泥比较,可以减少高达50%的CO2排放;才利特门特水泥可以在低于 300℃下生产,与需要高温烧制的硅酸盐水泥熟料比较,低温工艺和减少石灰石用量的双重因素,对节能减排具有显著的经济和环境效益。
才利特门特水泥和硅酸盐水泥类似,并且显示出极好的性能。相组成非常均匀,性能调节直接简单,也就是说其强度是时间的函数。才利特门特水泥具有如下优点:① 钙硅摩尔比小于2,减少了对碳酸钙的需求;② 低温工艺合成,简化了工艺和装备;③ 减少来自原料和燃料的二氧化碳排放;④ 可以与普通硅酸盐水泥混合使用,与传统的水泥类胶凝材料兼容;⑤ 成分均匀,容易控制硬化过程及产品质量;⑥ 混凝土具有高度连接的硅酸盐构筑单元和低孔隙率,构筑物具有良好的耐久性和抗侵蚀能力。
才利特门特水泥的基本生产流程如下:
(1)基本原料:初始原料类似于现有硅酸盐水泥的生产,钙的成分来源于石灰石,硅的成分来源于不同的硅质原料,钙硅的摩尔比在0.5~2之间;
(2)水热合成:蒸压釜内,在150~300℃ 的各自饱和蒸汽压下,原料和水转换成硅酸钙水化物,然后再进行干燥,形成需要进一步加工的水热产品;
(3)活化调节:将水热产品与其他硅酸盐组分进行混合,使用添加剂、混合材以调控产品的性能,通过粉磨激发各个矿物相的活性。
这样,具有水硬性的水合硅酸钙——才利特门特水泥,就生产出来了。
37 熟料成本越低水泥成本就会越低吗
我们的管理越来越细,考核越来越严,将控制成本逐步细化为对各项指标的控制与考核,各公司的具体情况又不一样,这就有一个民主与集中、细化与统筹的平衡问题,需要我们具体研究、区别对待。
比如,熟料的成本与质量密切相关,有意无意的让质量给成本让步,是最有效的降成本措施。生料细度放粗一点、煤粉细度放粗一点,都能有效的降低粉磨电耗;KH降低一点、SM降低一点,都能有效的降低煤耗(在南方某厂的试验表明,熟料KH±0.01,标准煤耗将增减0.85kg/t);原料的有害成分放宽一点、原煤的水分放宽一点,都能有效的降低采购成本。提质量是有成本的,让质量是有代价的。以上一些措施的采用,都会对质量构成不良影响,到底哪一个合算,必须以效益最大化为原则,做详细的分析平衡工作。
需要强调的是,平衡点的选取很重要,我们多数习惯以熟料效益为平衡点,实际上,熟料效益的最大化并不代表水泥效益的最大化。熟料质量高一点,熟料成本就会高一点,但水泥中的熟料掺加量就会低一点、运费就会省一点、水泥粉磨电耗就会降一点、销售价格就可能高一点,水泥效益的提高就可能超过熟料成本的提高,最终实现集团效益的最大化。
原料既可以单独用燃料烧成水泥,也可以单独用电力磨成水泥,但其都不是经济的手段,最经济的方法是烧和磨的有机结合,但在各公司各占多少比例是不一样的,与其原燃材料、生产工艺、市场分布都有着直接的关系,这些都要靠你们在生产经营中具体的平衡把握。
由此延伸,还需要明确一个问题,煤耗低并不代表标准煤耗低,这要看所用煤的好坏;标准煤耗低也不能说明你技术指标就好,这要看你生产的熟料质量怎么样、强度有多高。如何判断你的技术指标好坏、如何评价你的管理水平高低,有一个更科学的技术指标,这就是“可比标准煤耗”,可比标准煤耗低才是效益最大化的标志。
38 好的原料石灰石就是好的混合材石灰石吗
原料石灰石和混合材石灰石都是生产水泥的组分之一,都对水泥构成重大影响,但由于其作用和机理是不一样的,所以对其的要求也是不一样的。
作为水泥混合材使用的石灰石,由于石灰石中的MgO没有经过煅烧,没有fMgO的存在,不会导致水泥石的体积膨胀。因此,作为水泥混合材使用的石灰石,大可不必考虑MgO的高低,没有太大影响。
作为水泥混合材使用的石灰石,要尽量控制其碱含量。R2O的存在虽然不存在对煅烧的影响,但作为水泥组分仍有诸多危害:①能缩短水泥的凝结时间,增大水泥的需水量,影响对外加剂的适应性;② 导致混凝土的碱集料反应,在混凝土内部产生膨胀应力,引起混凝土开裂,进一步导致混凝土碳化、钢筋锈蚀加快,严重影响混凝土的强度和寿命;③ 加重混凝土内部的钙质流失,导致混凝土结构疏松和表面返碱,造成清水混凝土构筑物的外表泛白,造成混凝土构筑物表面涂料或装饰物的脱落。
作为水泥混合材使用的石灰石,还要尽量控制其铝含量。一般要求混合材石灰石的Al2O3含量≤1.5%,最好能≤1.0%,这是因为Al2O3高的石灰石一般含有较多的粘土。
粘土是颗粒非常小(<2µm)的硅酸铝盐矿物,矿物颗粒常在胶体尺寸范围内,比表面积大且带有负电,有很好的物理吸附性。在水泥水化时不但起不到集料的填充作用,而且吸附包裹在水泥颗粒表面,影响到水泥矿物的正常水化,导致水泥的凝结时间延长和强度下降。
39 磨内通风的作用就是降低出磨温度吗
出磨废气温度的高低,不仅影响到磨尾轴瓦的温度,影响到设备的安全运行;而且影响到出磨水泥的温度,继而有可能影响到出厂水泥的温度,影响到产品销售,这是大用户在夏季特别关注的一个指标。
特别对于开路粉磨的工艺系统,是生产者必须关注的一个重要参数。那么,怎样才能降低出磨温度呢?特别在磨尾轴瓦温度高时,有效的降低出磨温度显得更加迫切,但往往因为措施不当效果不佳,甚至事与愿违。
这里有一个实际案例:有一台高细开路磨,当磨尾瓦温高后→发现出磨废气温度也高→为降低出磨温度加大了磨内通风→结果导致出磨细度跑粗→为解决跑粗问题只好降低了磨头喂料量→结果发现出磨温度不但没有降低,反而有所提高。为什么会这样呢?
磨内通风直接影响到磨内流速,对出磨细度的影响是非常大的;对于开路磨来讲,出磨细度就是产品细度,没有后续的调整措施,必须给予保证。盲目的加大磨内通风打破了原有的工艺平衡,导致了出磨跑粗,这时操作者没有去寻求新的平衡、或者恢复原有的平衡,而是简单的采取了降低产量的办法,进一步破坏了工艺平衡,入磨物料减少了,但研磨体的做功并没有减少,无用功的加大,导致磨内产生的热量加大,所以出磨温度不可能降低。
实际上,出磨温度高往往是工艺操作存在问题,粉磨效率低,研磨体的无用功做的多,发热量大所致。正确的做法应该是,通过分析粉磨系统中的各种因素,找出影响粉磨效率的主要问题并采取相应的措施,粉磨效率提上去了,磨内的发热量回归正常,出磨温度也就下来了。
由以上分析可见,磨内的通风不仅影响到出磨温度,还影响到磨内流速,还能及时将微粉带出减少过粉磨现象。还有,还影响到整个粉磨系统的烘干能力,以及对物料水分的适应性,这一点儿对北方粉磨系统的冬季运行尤为明显。
地处东北的某公司,在11月份生产中,随着环境气温的下降,出现了磨内糊球、糊篦缝,选粉机糊导风叶片,袋除尘器开始结露的现象,影响了系统的正常运行。首先检查了系统的保温和密闭堵漏,但没有发现什么大的问题;入磨物料水分偏大,但仍在允许的范围以内。
应该说,进一步降低入磨水分是最简单有效的措施,但由于受到周围原料的限制,又不可能降的太多。该公司同时采取了降低入磨水分、减小系统温差的综合措施,取得了较好的效果,见图6。
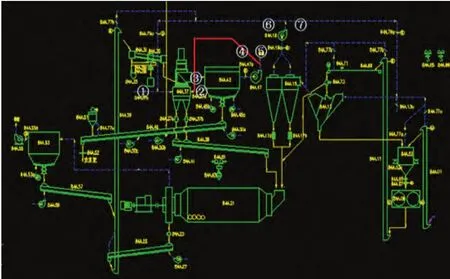
图6 改善磨内通风的工艺改造
(1)通过掺加矿渣微粉,减小了配料中的水渣用量,在一定程度上减小了入磨水分。但不可能用微粉取代水渣,否则生产成本增加较多;
(2)适当加大磨内通风,一是降低了出磨物料的湿含量,二是降低了出磨物料的温度,减小了与环境的温差;
(3)加大了V选循环风进选粉机的阀门⑥的开度,由开度60%开到100%,并将V选循环风阀门⑦彻底关死。减小了选粉机一次风从冷风阀①补充环境冷风的比例,降低了循环风在V选循环中湿含量的富集;
(4)进行了如图中红线所示的管道改造,并增加了④、⑤两个调节阀门,引部分袋除尘器排放风至选粉机,作为选粉机的二次风使用。并将原选粉机的二次风阀②关死,也减少了选粉机的环境冷风掺入。
40 粉磨系统的选粉效率越高越好吗
一些设备厂家反复吹嘘自己的选粉机效率有多么多么高,潜意识中给人灌输了一种思想,似乎粉磨系统的选粉效率是越高越好。
其实这并不确切,选粉机的工作原理,是按物料的粒径切割分选的,选粉效率的高低,必将影响到其产品的颗粒级配。① 对不同的粉磨系统,选粉效率高的,其产品的颗粒级配分布就窄,对生料而言是一件好事,而对于水泥来讲就未必是好事;② 对同一个粉磨系统,把选粉效率调整得过高,不但提高不了粉磨效率,甚至还会降低粉磨效率。
对于生料而言,影响其易烧性的主要是生料中的粗颗粒,而与它含有多少微分关系不大,过多的微分将导致生料磨产量的降低、粉磨电耗的增加。要想减少生料中的粗颗粒,同时又不增加过多的微粉,生料的颗粒级配是越窄越好,也就是说,选粉机的效率是越高越好。
而对于水泥就不同了,过窄的颗粒级配有利于控制水泥中的粗颗粒,但同时减少了水泥中的微粉含量,能提高粉磨效率、降低粉磨电耗,但将会导致水泥中的微粉过少、需水量增加,影响到水泥的和易性、导致水泥用户的成本增加、影响到水泥销售。这一点,我们在开路磨改闭路磨、普通选粉机改高效选粉机的过程中,是有切身体会的。
我们再来看看选粉效率和循环负荷的关系及其相互影响:
选粉效率η= (100-c)(b-a)/(100-a)(b-c)
循环负荷K= (a-c)/(b-a)
选粉效率η与循环负荷K的关系为:η= (100-c)/(1+K)(100-a)
其中:a、b、c分别表示选粉机的喂料筛余、回料筛余、成品筛余。
对于一个正常生产的粉磨系统,我们会努力稳定成品细度以稳定成品质量,努力稳定出磨细度以稳定生产工况,也就是努力做到a、c基本不变,在a、c不变的情况下,由上述关系式可以进一步推出:Kη= 一个常数。生产实践告诉我们,这个常数与磨机的粉磨能力有关,对于不同的粉磨系统、不同的物料特性、不同的产品要求,这个常数也是不同的。
也就是说,随着选粉效率的提高循环负荷肯定是下降的,只有当选粉效率的提高大于循环负荷的下降时,系统产量才能提高;而当选粉效率的提高小于循环负荷的下降时,系统产量反而会降低。因此,在调整一个粉磨系统的运行状况时,必须同时考虑选粉效率和循环负荷两个指标,才能获得比较满意的结果。
就闭路粉磨系统来讲,产品是磨成的而不是选成的,选粉机只是减少过粉磨而已,磨始终是选的基础,选只是磨的辅助。过低的选粉效率和过高的循环负荷,会延长对物料的粉磨时间,加大过粉磨现象,粉磨效率势必下降;过高的选粉效率和过低的循环负荷,会缩短对物料的粉磨时间,对物料粉磨不足,未能将物料磨细就提前出磨,又怎么能提高粉磨效率呢?两者都是弱化了闭路功能,不但提高不了粉磨效率,甚至还会降低。
41 闭路磨就一定要采用比表面积控制水泥细度吗
在水泥粉磨系统中,闭路磨是由开路磨演化而来的,中国的粉磨工艺发展也是如此,早期以开路磨居多,现在以闭路磨居多。
开路磨的水泥微粉较多,水泥的比表面积一般问题不大,但对出磨后的粗颗粒没有补救措施,要把好产品的细度关,就要控制好筛余。所以,早期的水泥厂以控制筛余为主;闭路磨的选粉机就是按粒径分选的,水泥的筛余问题不大,但产品中的微粉较少,要把好产品的细度关,就要控制好比表面积。所以,现在的水泥厂以控制比表面积为主。
这是从控制质量的薄弱环节考虑的。既有一定的道理,又是一种巧合,这些道理是对的但并不全面,不能一概认为控制筛余就是落后的,控制比表面积就是先进的。目前,对于水泥细度的控制,仍然有筛余和比表面积两种方式,到底采用哪一种更好呢?
这要综合考虑,甚至两种方式同时采用、互补不足。除了上述从质量上“控制薄弱环节” 的理念以外,不要忘记水泥的核心组分是熟料,好的水泥必须有好的熟料,从生产效益的角度出发,要努力把熟料的作用发挥到极致,对细度的控制也不能偏离熟料这个核心,才能生产出质量好、效益也好的水泥。
筛余体现的主要是难磨物料的细度,比表面积体现的主要是易磨物料的细度。采用哪种方式控制水泥细度更好,取决于哪种方式更有利于发挥熟料的核心作用,这对于不同的粉磨系统,结果也是不一样的。
具体来讲,如果其他组分的易磨性比熟料好,采用筛余控制更好一些,以确保把熟料磨到足够的细度;如果其他组分的易磨性比熟料差,采用比表面积控制更好一些,也是为了把熟料磨到足够的细度。
42 粉磨系统的主机还是球磨机吗
就现有的联合粉磨系统来讲,辊压机与球磨机的装机容量比,已经从初期的不到0.7逐步提高到0.9、1.0、1.3、1.8、2.0以上,呈现出越来越大的趋势,实际结果是系统粉磨效率越来越高,电耗越来越低。
辊压机在粉磨系统的作用越来越大,应该说,辊压机在粉磨系统中的地位,已经从辅机上升为主机。现在已有大辊压机配单仓磨的系统在运行,辊压机半终粉磨系统在试运行,两台辊压机配一台球磨机的联合粉磨系统在运行,甚至辊压机终粉磨系统也在开发。那么,我们管理的重点也应该逐渐向辊压机倾斜了,这才是提高系统粉磨效率的关键。
比如,合肥院最近推出已生产的2×Φ180×160辊压机+1×Φ4.6×14.5m球磨机联合粉磨系统,辊压机与球磨机的装机容量比为1.28,生产P.O 42.5水泥时,能力达到了356t/h,系统电耗只有28.43kWh/t;生产P.C 32.5水泥时,能力达到了383t/h,系统电耗只有25.75kWh/t。
比如,广东罗浮山水泥集团惠阳双新水泥公司,采用1×Φ180×160辊压机+1×Φ3.2×13.0m球磨机联合粉磨系统,辊压机的装机功率为2×1600kW,球磨机的装机功率为1×1600kW,辊压机与球磨机的装机容量比为2.0,在生产P.O42.5水泥、细度R0.080<2%、比表面积达到370~390m2/kg时,能力达到了152t/h,系统电耗只有29.0kWh/t。
天津院的辊压机配置也呈逐步加大的趋势,见图7所示:

图7 辊压机的配置趋势
就现有联合粉磨系统来讲,辊压机与球磨机的责任不应该再职责不清了,应该由各自承担起来,这个分界点就是入磨物料粒度,辊压机系统要把入磨物料粒度控制在80µm筛余20%左右,最大不应该超过23%,这应该作为我们日常管理中的一个过程指标。过粗了说明辊压机系统没有完成自己的任务,就应该查找原因、采取措施。
应该提醒的是,物料的比表面积是其密度的函数,而入磨物料的密度与其水泥有较大差别,也不像水泥比较稳定,有些厂直接套用水泥的密度来做入磨物料的比表面积是没有价值的,更没有可比性。所以,对于入磨物料的细度控制,还是用筛余控制比较好,也简单的多。
对于球磨机的管理,我们已经积累了很多经验,对研磨体的级配、磨机的筛余曲线、产品的颗粒级配等,都在进行着认真的管理,特别对闭路系统,还对系统的选粉效率、循环负荷进行着管理。那么,在辊压机成为粉磨系统主机的今天,是否也应该对辊压机系统进行选粉效率、循环负荷、产品颗粒级配的管理呢?事实上,我们目前在这方面做的很不够。
大家都承认辊压机对于水泥粉磨系统确实重要,但在实际行动上却很不理想。不是吗,目前各公司在辊压机系统上存在的问题,大部分在《使用说明书》里都能找到答案,只能说你没有认真阅读《使用说明书》,有的人干脆就没有看过,这能说你对辊压机的重视吗?
鉴于在球磨机之前增加辊压机系统之后,球磨机内研磨体的级配已经做了很大的调整,研磨能力大幅度增强、粉碎能力大幅度减小,对粗颗粒的适应性已大大消弱。对入磨物料中的粗颗粒,特别是开路辊压机系统中,边缘漏料导致的块状料特别敏感,别以为量小就影响不大,它就像血液中的癌细胞,个数不多但危害极大。
43 辊压机的压力越高其效率就会越高吗
就现有联合粉磨系统来讲,提高效率的重点在辊压机,体现辊压机效率的主要指标是辊压机的运行电流,一般要求辊压机的运行电流要达到其额定电流的60%~70%。提高辊压机运行电流的重点是其喂料系统,喂料系统的关键部位是其侧挡板和斜插板。遗憾的是,目前大家普遍对这“两个板”重视不够。
有些厂,一说要发挥辊压机的作用、要提高辊压机的运行电流,就想到去提高辊压,似乎压力越高效率就会越高。结果事与愿违,辊压已经加到了极限,但辊压机的运行电流不但没有提高,甚至还有所降低。这又是什么原因呢?
我们知道,物理学中有一条不能违反的基本定律,“作用力与反作用力,大小相等、方向相反”,没有大小相等的反作用力,作用力就无法形成。辊压机是通过压碎物料而做功的,要提高辊压就必须有耐受这个压力的物料,如果物料不能耐受这个压力,其结果只能是辊缝变窄、通过量减小、运行电流降低。
有的厂,在加大辊压后,为了保持原有的辊缝宽度、保持通过量不至于减少,便加厚了垫块儿、调宽了原始辊缝,其结果是辊压加上去了、通过量也没有减少、但辊压机的运行电流却还是上不去。那么,加大的这部分作用力为什么没有做功呢?实际上,作用力与反作用力还是相等的,只是作用力由两部分反作用力承担了,一部分作用在物料上做功,而另一部分则作用在辊缝的垫块儿上给浪费掉了,所以运行电流不会增加。
辊压机是靠喂料仓的下压力强制喂料的,这个下压力将分解为物料的耐受力和通过量。在下压力一定的情况下,物料所受的辊压越大,其通过量就会越小;在一定辊压的情况下,物料的下压力越大,其通过量就会越大;在一定通过量的情况下,对物料的辊压越大,就必须有与之相适应的下压力。
所以,喂料仓的下压力是辊压机提高辊压、提高运行电流的前提基础;所以,我们必须珍惜这个下压力、努力减少这个下压力的损失。侧挡板与辊端的间隙过大,必将导致漏料泄压,物料进入辊压机挤压区的强制性就会大打折扣,导致辊压机的效率难以提高。
目前,多数辊压机的侧挡板布置于挤压辊的两端,侧挡板与辊端的间隙是越小越好。事实上,由于辊压机的动辊在运行中难以避免轴向窜动和径向摆动,这个间隙一般控制在10mm左右就不错了;为了防止侧挡板对挤压辊的摩擦伤害,侧挡板的硬度一般不是太高,加上熟料的磨蚀性较大、又是在压力下通过,所以,侧挡板的磨损是较快的,如果不能及时的调整和维修,很难维持这个10mm的间隙。
事实上,这个间隙在安装时还能保证,但在运行中很难维持,有不少厂经常在20mm左右运行,个别厂甚至达到50mm左右。漏料在所难免、泄压在所难免、运行电流难以提高;还有,辊压机的边料效应加大,对闭路的辊压机系统是增加了循环量,而对开路的辊压机系统则是增加了入磨物料中的大颗粒。
目前,已有将侧挡板移至辊上的改造案例,在控制辊端漏料上取得了较好的效果,从表面上看,是缩短了辊子的过料长度,但实际上 辊子的有效挤压长度并没有缩短,甚至还有所延长,辊压机的最大压力也有所提高,总体使辊压机的效率得以提高。
顺便提醒一下,在下料溜子上还有一个对开的棒闸,有的公司经常不是全部打开,说是为了调节辊压机的入料横坐标。实际上,棒闸的打开方式对入料横坐标影响很小,而对下料溜子的阻力倒是有较大影响,阻力的增大必将减小宝贵的喂料仓下压力。所以,在正常运行中,棒闸还是全部打开为好。

图8 无锡天山公司辊压机侧挡板(布置在辊子上面)

图9 建德华海的辊压机侧挡板实物(总体在端外、局部在上面)
44 辊压机的入料溜子在两辊的中间有错吗
辊压机喂料溜子在两辊之间的布局,直接影响到辊压机的入料横坐标,入料横坐标影响到辊压机的电能效率,也是辊压机振动的原因之一,由于最佳横坐标受影响的因素较多,每条线上的辊压机的最佳横坐标都不一样,而且还在随时变化着,目前还难以找到规律,只有大家自己辛苦点,在实践中不断的摸索调整。
如果物料中细粉较少,入料横坐标(喂料溜子)要偏向于定辊,让工作条件好的定辊来承担物料的下压力,以减小工作条件差的动辊的移动阻力和负荷波动,稳定辊压机运行。如果物料中细粉较多,比如循环负荷大的辊压机闭路系统,入料横坐标(喂料溜子)就要偏向于两辊的中间,以便利用动辊的移动促进细料的排气,减少辊压机的气振现象,稳定辊压机的运行。
实际上,辊压机的喂料溜子上还有一对对称于两侧的斜插板,其作用除调节喂料量以外,还有一定的调整入料横坐标的功能,只是调整幅度有限。那么,能否强化一下斜插板的调节功能呢?
在入料横坐标众说纷纭、莫衷一是的情况下,目前,已有了一种折中的解决方案,成都宇博公司开发了一种新型双向调节进料装置,可根据实际情况随时调整入料横坐标。天瑞商丘公司就采用这种设施对其2#水泥磨进行了改造,改造后的运行显示:辊压机的压力稳定了、运行电流提高了,水泥磨的台时产量提高了10~15t/h。
辊压机的效率,还与其入料钳角有关,辊子上的堆焊花纹有利于将物料强制咬入挤压区,这一点应该引起足够的重视,当花纹磨损到剩余1/3时就应该及时堆焊了。而我们往往由于“生产不允许”,花纹已经磨光了还顾不上堆焊,导致辊压机效率的大幅度下降。
还有一点需要强调的是,由于在线堆焊具有较短的维修时间、较低的维修费用和诸多的方便,所以,目前大家采用在线堆焊的居多。但是必须指出,由于堆焊条件和焊接环境的巨大差异,在线堆焊和离线堆焊在质量上是无法相比的。
另外,由于在线堆焊的质量较低,堆焊频次势必要增加,这将加速辊子基层的剥落现象,加速辊子的失效报废。
图10~图15是辊压机喂料装置的几张图片,供大家参考:

图10 天瑞卫辉公司1#水泥磨天津院辊压机喂料装置

图11 可调式进料装置装配图(《水泥工业机械设备》于天佑等主编)

图12 洪堡公司调整滑块式喂料装置(熊会思等《选型手册》)
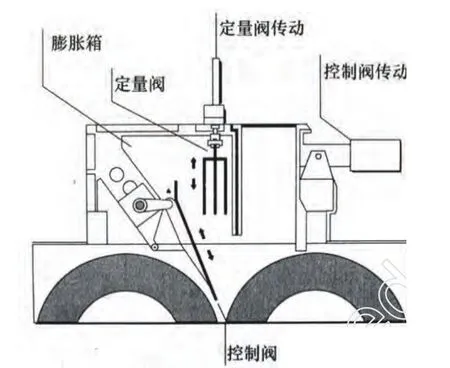
图13 洪堡公司组合闸门喂料装置(带放气膨胀箱、细料定量阀)

图14 成都宇博新型双杠杆调节式进料装置(可随时调整入料横坐标)

图15 天瑞商丘公司2#水泥磨采用的宇博双向调节进料装置
45 强度高的水泥市场竞争力就一定强吗
用户是上帝,只有用户满意的产品才是好产品。水泥也不例外,有利于生产混凝土的水泥才是好水泥,才有竞争力。
生产混凝土对水泥的要求是多方面的,首先要满足国家标准要求的各项技术指标,除了水泥强度以外,混凝土企业更关注水泥的需水量。如果任其需水量增高,就难以保证混凝土的标号;如果使用减水剂保证混凝土标号,就要增加混凝土的生产成本,牺牲混凝土企业的利益。
所用水泥的需水量,关系到混凝土企业的利益,势必影响到水泥企业的产品竞争力。多数水泥企业已经注意到了这个问题,一般将水泥的需水量控制在了24%~26%之间;也有一些企业给予了高度关注,已经把降低水泥需水量,作为了提高产品竞争力的措施。
比如,台湾亚东水泥,在中国大陆,水泥需水量的控制指标为22.5%;如广东的塔牌水泥,水泥需水量的控制指标为23.0%。他们的水泥产品因此受到了混凝土企业的青睐,有效促进了销售增长。
有资料介绍,比表面积每增加±10m2/kg能使水泥强度提高±0.5~1.0MPa。部分水泥企业看到了这个关系,为了降低水泥中熟料的掺加量,采取了提高比表面积的措施,个别企业甚至将水泥的比表面积提高到了400m2/kg以上,也确实取得了熟料掺加量的降低。
事情并没有如此简单,对于水泥性能,比表面积不是越高越好。提高比表面积能加快水泥的水化速度,加大水泥的早期水化热,提高水泥的需水量,这些对混凝土的生产和质量都是不利的。
这等于把水泥企业的效益建立在了混凝土企业的成本之上,实际上是在与自己的用户争夺利益,最终导致了混凝土企业提出限制水泥比表面积的措施。用户是上帝吗,他可是有这个权利!
实际证明,比表面积低的水泥,其耐久性也更好。通过提高比表面积,而不是去努力提高熟料质量,掺加过多的混合材,以降低水泥生产成本,这对水泥构筑物来讲,是一种严重的短期行为,应该综合考虑。
猜你喜欢
建材发展导向(2023年4期)2023-03-14
建材发展导向(2022年1期)2022-03-08
趣味(数学)(2021年5期)2021-10-13
江西建材(2020年12期)2020-02-15
水泥工程(2020年2期)2020-01-04
城市道桥与防洪(2019年5期)2019-06-26
国际木业(2016年2期)2016-12-01
工业设计(2016年5期)2016-05-04
国际木业(2016年6期)2016-02-28
水泥技术(2015年4期)2015-09-02
