壳聚糖/玉米淀粉基质复合膜的制备与性能分析
2014-04-24 02:29汤红权颜永斌覃彩芹
湖北工程学院学报 2014年3期
李 伟,汤红权, 颜永斌,覃彩芹
(湖北工程学院,生物质资源化学与环境生物技术湖北省重点实验室,湖北 孝感 432000)
食品包装、石化产品废弃物污染给环境带来了极大的威胁,我国十一五科技攻关项目之一就是对可食性膜和可降解的食品包装新材料进行开发。天然生物质具有很好的生物相容性和降解性,是可食性薄膜包装原料的最佳选择之一。因而以生物质制造可食性、可降解性的包装已成为绿色包装领域研究的一大热点,越来越引起人们的兴趣[1]。目前国内外研究可食性、可降解的薄膜包装原料主要有蛋白质、纤维素、壳聚糖和淀粉等。淀粉作为一种来源广泛的天然高分子多糖,价格便宜、性质易于掌握、具有很好的生物相容性和降解性,具有良好的发展前景,是近年来环境友好材料研究的热点。淀粉经糊化后干燥能形成透明膜,但由于淀粉膜难塑化,抗水性差,脆高性,限制了它的广泛应用[2]。壳聚糖本身具有良好的成膜性、通透性以及抗菌性,但是作为新型的包装材料也有不足之处[3]。本研究以玉米淀粉和壳聚糖为基质,添加甘油、聚乙烯醇、明胶和气态二氧化硅等物质,采用物理共混方法将其流延成膜,然后对所得膜物理机械性能进行研究,以期得到一种性能优异的、环境友好的材料。
1 实验部分
1.1 实验试剂及仪器
壳聚糖,浙江金壳生物化学有限公司;玉米淀粉,长春大成玉米开发有限公司;聚乙烯醇、冰乙酸、丙三醇(甘油)为AR试剂;工业级气相二氧化硅,扬州昊能化工有限公司。D-5电子拉力试验机,深圳市瑞格尔仪器有限公司。
1.2 壳聚糖/玉米淀粉复合膜的制备
称取一定量的壳聚糖溶解于1%的冰乙酸溶液中。常温下,在恒温磁力搅拌器上使其充分溶解。完全溶解后,用真空水泵抽滤,制得2%的壳聚糖溶液。称取一定量的玉米淀粉,分散于蒸馏水中,然后将悬浮液在75~85 ℃水浴上充分糊化[4],得到6%玉米淀粉糊化液。将壳聚糖溶液和糊化玉米淀粉液,按照一定比例混合均匀,然后将其自然流延于玻璃模具内,在烘箱内将其烘干,烘箱温度大约在50~60 ℃,然后冷却,最后揭膜。
取最佳成膜比例,按玉米淀粉质量的10%、20%、30%、40%和50%加入不同体积的甘油,按上述成膜方式制备壳聚糖/玉米淀粉膜。
取最佳成膜比例,按玉米淀粉质量的40%、50%、60%、70%和80%加入不同质量的聚乙烯醇,按上述成膜方式制备壳聚糖/玉米淀粉/聚乙烯醇膜。
取最佳成膜比例,按玉米淀粉质量的0%、5%、10%、15%和20%加入不同质量的明胶,按上述成膜方式制备壳聚糖/玉米淀粉/明胶膜。
取最佳成膜比例,按玉米淀粉质量的0%、2%、4%、6%和8%加入不同质量的气相二氧化硅,其中气相二氧化硅为无机物,很难溶于组分之中,要在超声的作用下将其分散在组分当中,然后按上述成膜方式制备壳聚糖/玉米淀粉/气相二氧化硅膜。
1.3 壳聚糖/玉米淀粉复合膜力学性能的测试
测定方法根据GB1040-79,用D-5电子拉力试验机测定拉伸强度和断裂伸长率。将平整、洁净、无缺陷的膜裁成250 mm×40 mm的样条;每个试样在标距内测量3~5点,取平均值,作为膜的厚度;上下夹具间的距离为25 mm。测试条件:室温,拉伸速率为50 mm/min。
拉伸强度δt(MPa)计算公式:δt=P/(b*d),P-最大载荷(N),b-试样工作部分宽度(mm),d-试样工作部分厚度(mm)。
断裂伸长率εt(%)计算公式:εt=[(L-L0)/L0]*100,L0-试样原始标距(L0=25 mm),L-试样断裂时标线间距离(mm)。
1.4 壳聚糖/玉米淀粉复合膜吸水率的测试
将膜样剪成1.0 cm×1.0 cm大小尺寸,放入80 ℃的真空干燥箱内烘干,随后在真空干燥箱内自然冷却,用电子天平秤其重量md。然后将膜样放入底部有水的干燥器内,室温静置,按时取出膜片,用滤纸吸去表面的水分后,称重mw,重复此操作,直至恒重为止。
吸水率(Q)按下式计算:Q=[(mw-md) /md]*100,式中mw,md分别为湿膜和干膜质量。
2 结果与讨论
2.1 壳聚糖溶液和玉米淀粉质量比的确定
将2%的壳聚糖溶液与6%的玉米淀粉溶液,分别以不同固含量质量比混合成膜,膜的平均厚度约为0.14 ~0.18 mm,两种基质质量比对成膜性质影响如图1所示。
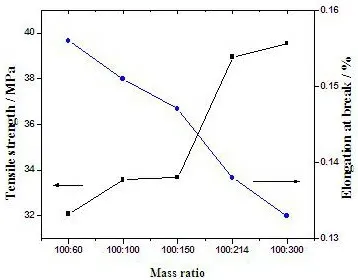
图1 壳聚糖和玉米淀粉质量比与膜性能的关系
由图1可以看出,在所实验膜范围内,随着主要成膜物质玉米淀粉固含量的升高,膜的拉伸强度逐渐上升,而断裂伸长率呈下降趋势[5]。随着玉米淀粉含量的增加,膜的结晶度也随之增加,因而在外力作用下分子间定向容易,致使拉伸强度逐渐上升。说明随着玉米淀粉固含量的增加,材料的强度增大,韧性有所降低。在壳聚糖和玉米淀粉质量比为100:214时,拉伸强度达到了一个较大值。从制品外观来看,膜透光性更强,表面比较光滑。因此,此比例较佳。
2.2 壳聚糖/玉米淀粉复合膜力学性能分析
2.2.1 甘油用量对壳聚糖/玉米淀粉膜力学性能的影响
保持玉米淀粉和壳聚糖固含量不变,其质量比为100:214,分别加入玉米淀粉固含量10%、20%、30%、40%和50%的甘油,得到甘油对膜力学性能影响的变化趋势,如图2所示。
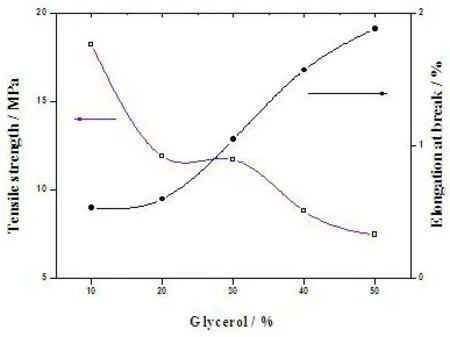
图2 甘油用量与膜性能的关系
由图2可以得出,随着甘油用量增加,膜的抗拉强度变差。其原因在于甘油用量增加,单位体积内羟基数目增多,结合成水分子的数目也增多,降低了分子间的作用力,软化了膜的刚性结构,从而改善了膜的性能,使膜变得柔软[6]。由图1可以看出,不加甘油时,壳聚糖/玉米淀粉分子间键合作用强,但由于结合水分过少,所成膜既硬又脆,易断裂。由此说明甘油的加入明显改变了壳聚糖和玉米淀粉分子链的柔韧性。从外观上看,壳聚糖/玉米淀粉膜的表面变得更加光滑,手感更加柔软。在甘油加入量为20%~30%这段区间,拉伸强度变化并不明显,而且作为增塑剂的甘油用量不能太高,所以建议20%的含量为实验最佳选择。
2.2.2 聚乙烯醇用量对壳聚糖/玉米淀粉膜力学性质的影响
壳聚糖/玉米淀粉复合膜的组分保持100:214不变,分别加入固含量为玉米淀粉40%、50%、60%、70%和80%的聚乙烯醇,得到聚乙烯醇对膜力学性质影响的变化趋势,如图3所示。
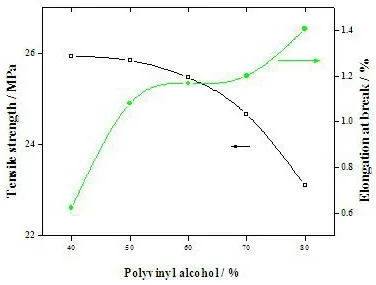
图3 聚乙烯醇用量与膜性能的关系
由图3可以看出,随着聚乙烯醇在壳聚糖/玉米淀粉体系中含量的增加,拉伸强度逐渐变差,而断裂伸长率则逐渐增大。当聚乙烯醇固含量玉米淀粉固含量60%时,拉伸强度和断裂伸长率都比较适中,而且考虑到膜的厚度和透明度[7],建议选择此含量比较好。
2.3.3 明胶含量对壳聚糖/玉米淀粉膜力学性能的影响
壳聚糖/玉米淀粉复合膜的组分100:214保持不变,分别加入固含量为玉米淀粉0%、5%、10%、15%和20%的明胶,得到明胶对膜力学性质影响的变化趋势,如图4所示。
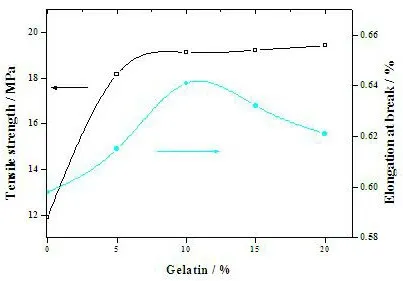
图4 明胶用量与膜性能的关系
由图4可知,明胶来源广泛,成膜性好,可生物降解。作为一种蛋白质,明胶具有独特的分子结构和巨大的分子间交联的潜力。随着明胶浓度的增大,膜的抗拉强度随之增大,当明胶浓度高于10%时,膜的抗拉强度增大趋势较为缓和,这主要是因为明胶浓度的增加,倾倒同样质量的膜液,模具单位面积上的明胶含量增加,使明胶分子间相互作用力增强,导致明胶膜的抗拉强度会增大,但若继续增加明胶溶液的浓度,会引起膜液粘度逐渐增大,流动性降低,将导致膜液不均匀,膜的透明度也会有所下降。相反,随着明胶浓度的增大,断裂伸长率逐渐增大。当明胶浓度超过10%时,断裂仲长率出现减小趋势,原因在于随明胶浓度的增大,所制得的膜较硬,膜的柔韧性变差,从而影响断裂伸长率。考虑到膜的拉伸强度和断裂伸长率,当选择明胶固含量为10%时,所得膜性质较佳。
2.2.4 气相二氧化硅含量对壳聚糖/玉米淀粉膜力学性能的影响
壳聚糖/米淀粉复合膜的组分保持100:214不变,分别加入固含量为玉米淀粉0%、2%、4%、6%和8%的气相二氧化硅,得到气相二氧化硅对膜力学性质影响的变化趋势,如图5所示。
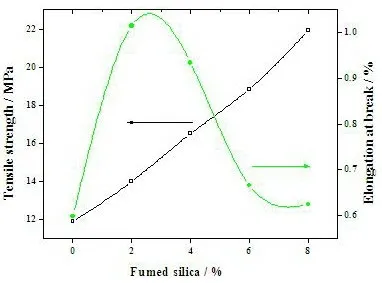
图5 气相二氧化硅与膜性能的关系
由图5得到,随着气相二氧化硅固含量的增加,复合膜的拉伸强度得到了很大的改善,呈线性增长,从12 MPa增长到22 MPa,几乎增加一倍,但断裂伸长率逐渐变差,下降很快,但相比于壳聚糖-玉米淀粉膜有了很大的改善,由此说明添加气相二氧化硅与壳聚糖的羟基能形成较强的分子间力,使膜韧性增强,可以大幅度提高薄膜的耐水性和耐磨性。此外气相二氧化硅加入量不能太多,否则会减弱原材料的分子间的作用力,使成膜性能变差,变得很脆,且表面粗糙,只要达到增强壳聚糖-玉米淀粉膜强度目的即可。综合以上因素,选择含量为4%为宜。
2.3 壳聚糖/玉米淀粉复合膜吸水率的分析
不同组分对膜的性能将产生极大的影响,其膜的吸水性能也将有很大得差别,因此对分别加入甘油、甘油/聚乙烯醇、甘油/明胶和甘油/气相二氧化硅的壳聚糖/玉米淀粉膜进行吸水性能研究,其结果如图6所示。
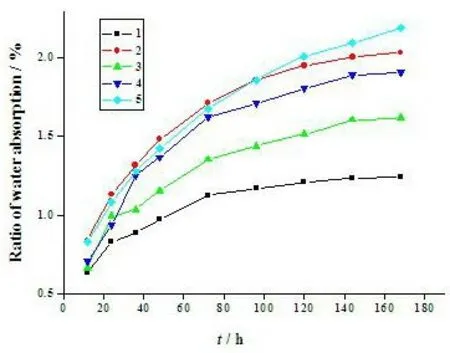
图6 不同膜的吸水率注:1为壳聚糖/玉米淀粉膜;2,3,4,5分别为加入甘油、甘油/聚乙烯醇、甘油/明胶、甘油/气相二氧化硅的膜
由于膜中含有甘油,甘油中含有大量氢键,即亲水基团越多,或基团亲水性能越好,则复合膜的溶胀性能就越好,从而导致膜的吸水能力很强。从图6可以看出,所有的复合膜的起始吸水能力很强,但随着含水量的增多,吸水速度有所降低,总体来讲各膜的吸水率随着时间逐渐增大,直至达到饱和。加入不同的添加剂对膜的吸水能力有较大影响,其吸水能力依次为气相二氧化硅> 明胶>聚乙烯醇。因此在使用添加剂改善膜的柔韧性和手感时,要注意加入量的控制,太高会导致复合膜太软,不利于加工定型。
3 结论
壳聚糖/玉米淀粉混合比例影响着共混膜的力学强度,共混膜的拉伸强度随着玉米淀粉含量增加而逐渐增大,断裂伸长率则逐渐变小。壳聚糖与玉米淀粉共混质量比例为100:214时,力学性能达最佳。甘油的加入能明显改变壳聚糖和玉米淀粉的相容性,使膜变得更加柔韧,外观更加光滑,手感更加柔和,但加入量不能太高,否则导致复合膜太软,建议选择甘油用量为玉米淀粉质量的20%为宜;聚乙烯醇、明胶和气态二氧化硅分别为玉米淀粉质量的60%、10%和4%时,各复合膜的性能最佳。加入添加剂后膜吸水性能依次升高的次序为聚乙烯醇<明胶<气相二氧化硅。
[参 考 文 献]
[1] Bourtoom T.Edible films and coatings: characteristics and properties[J].International Food Research Journal,2008,15(3): 237-248.
[2] Piyada K,Waranyou S,Thawien W.Mechanical,thermal and structural properties of rice starch films reinforced with rice starch nanocrystals[J].International Food Research Journal,2013(20):439-449.
[3] Elsabee M Z,Abdou E S.Chitosan based edible films and coatings: a review[J].Materials Science and Engineerin,2013,33:1819-1841.
[4] 张凯,李新华,赵前程,等.不同品种玉米淀粉糊化特性比较[J].沈阳农业大学学报,2005,36(1):107-109.
[5] 方竞,沈月新,王慥,等.壳聚糖-魔芋复合膜材料研究[J].食品科学,2002,23(8):47-50.
[6] 岳晓华,沈月新.可食性壳聚糖膜性能的研究[J].食品科学,2002,23(8):62-67.
[7] 申景博,韩永生.壳聚糖-淀粉-聚乙烯醇共混膜的制备及透光性研究[J].广东包装,2009,12(5):93-95.
猜你喜欢
保定学院学报(2022年6期)2022-12-01
现代农业科技(2022年1期)2022-01-17
核科学与工程(2021年4期)2022-01-12
食品安全导刊(2021年21期)2021-08-30
陶瓷学报(2020年5期)2020-11-09
中成药(2018年2期)2018-05-09
钻井液与完井液(2018年5期)2018-02-13
上海建材(2017年5期)2018-01-22
天津造纸(2016年1期)2017-01-15
中国塑料(2015年3期)2015-11-27