
模拟移动床分离技术及食品行业应用
2014-04-23 11:52林海龙许克家车夏宁王满意
中国酿造 2014年8期
高 尚,林海龙,许克家,车夏宁,王满意*
(中粮营养健康研究院,北京 102209)
模拟移动床(simulated moving bed,SMB)是一种基于色谱分离原理可连续操作的现代化色谱分离技术。此技术最先由美国环球油品(Universal Oil Products,UOP)公司在20世纪60年代商业应用于石油化工领域,并逐渐发展起来。由于其相对于传统制备色谱分离技术具有能连续化操作,易实现自动化,分离能力强,分离效率高等特点,因而在生物技术、石油、食品科学、制药工业等领域得到了越来越广泛的应用。近些年,随着生物、制药、食品等领域的快速发展,SMB技术具有更加开阔的发展空间和良好的发展前景。
1 模拟移动床色谱发展历程
模拟移动床(SMB)的出现最早是基于美国环球油品公司在1946年开发的逆流连续循环移动床装置,该装置也被称为真实移动床(true moving bed,TMB)[1-2]。它是依靠重力作用使固体相由上向下移动,流动相自下而上移动,两者形成逆流使得材料发生分离。TMB技术能够实现连续进出料,减少分离时间,提高分离效率,但仍存在固定材料易磨损等缺点,因而没得到广泛应用。
到20世纪60年代初,BROUGHTON D B[2]在专利中阐述了一种利用阀门切换来不断改变原料及流动相入口和分离物收集点的位置,从而实现逆流操作的工艺,并通过此工艺实现了二甲苯从C8化合物中的分离。这是关于模拟移动床技术(SMB)最早的论述。
20世纪70年代初,美国环球油品公司将模拟移动床技术商业化,建造了一套被用来分离各种石油馏出物的装置,命名为Sorbex[3]。图1表示了Sorbex 装置的分离过程示意图[2]。此装置分为4个区域,每个区域由若干根色谱柱组成。系统通过旋转阀(rotary value,RV)的调整,使得物料进出口在1~12位置之间转换。装置通过旋转阀的旋转使得物料进、出口发生变动,分离材料相对于进出口发生相对移动,实现模拟移动床色谱分离。

图1 UOP Sorbex 分离过程Fig.1 UOP Sorbex separation process
在同一时期,美国还应用模拟移动床技术分离了苯基乙胺对映体。同样在20世纪70年代,我国开始接触模拟移动床技术,引进了二甲苯吸附分离技术[4]。到20世纪90年代之前,模拟移动床主要应用于石油化工领域的一些分离。20世纪90年代后,SMB逐渐发展并成功应用于生物化工领域。最早应用此技术的是玉米糖浆中分离果糖和葡萄糖的Sarex[5]工艺。目前,美国F55高果糖浆年产量超过600万t,其中使用模拟移动床分离技术的果葡糖浆超过160万t,此技术还应用于进一步生产F90高果糖浆与结晶果糖。同时,日本成功研发了多阀顺控分离糖类技术。至此,SMB技术在石化和糖醇分离行业已开始大规模应用。
2 模拟移动床色谱工作原理
2.1 真实移动床分离原理
模拟移动床技术分离原理是基于真实移动床分离原理发展而来的。传统分离色谱分离两相体系时,首先采用脉冲进样,然后通过洗脱液进行洗脱,假设移动速度快的组分为A,移动速度为V1;移动慢的组分为B,移动速度为V2。如图2所示,当色谱柱足够长时,由于V1>V2,A和B组分将能够被分开。
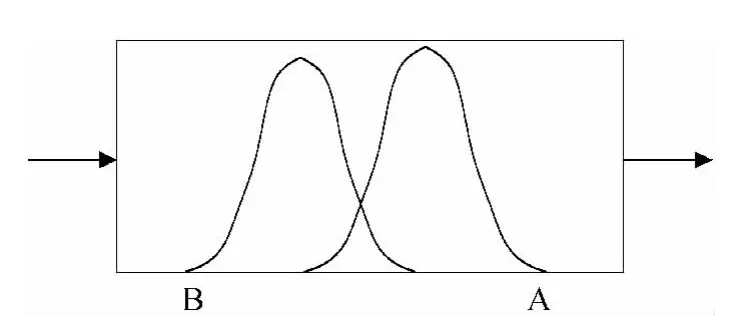
图2 传统色谱分离原理Fig.2 Conventional chromatographic separation principle
在真实移动床色谱中,固体相整体与流动相发生逆向流动,如图3所示。假设固体相的流动速度为V0且V1>V0>V2,当流动相和固体相发生逆向流动时,A组分相对移动速度V1和B组分相对移动速度V2分别为:V1=V1-V0>0;V2=V2-V0<0。通过图3及上述公式可以看出,A和B组分由于固体相的移动产生一正一负的相对速度,从而分别向色谱柱的两端移动,实现A、B组分的完全分离。
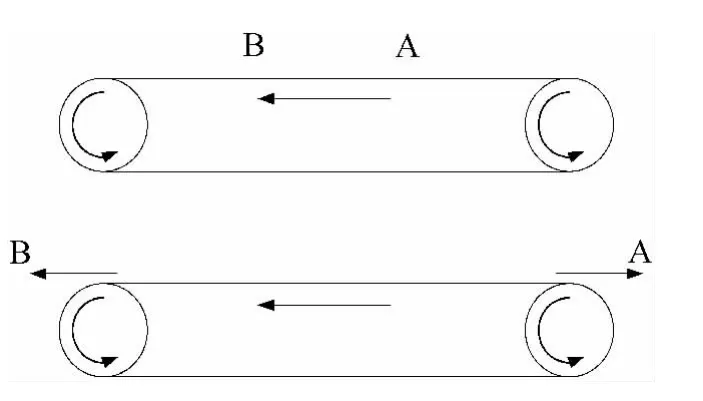
图3 真实移动床色谱分离原理Fig.3 Chromatographic separation principle of true moving bed
在TMB色谱柱中,如图4所示,固体相自上而下运动,液体相从下向上移动,两者逆向并各自循环。色谱柱可分为1、2、3、4四个区域。样品A和B的混合液由2、3区之间进入色谱柱;提取液(A组分)由1、2区之间流出;提余液(B组分)由3、4区之间流出。色谱柱每一个区域都起到不同作用:在区域4中,流动相得到再生;区域2和区域3作用为分离A、B相;在区域1中固体相得到再生。
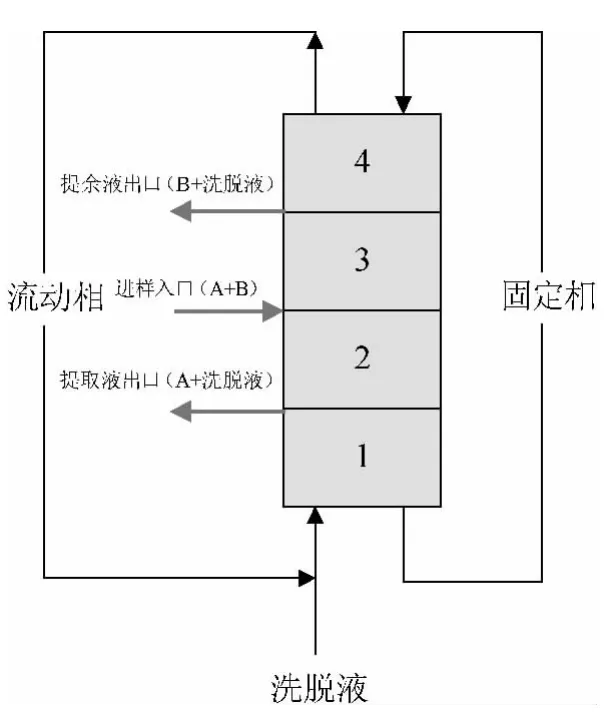
图4 TMB色谱分离过程Fig.4 Chromatographic separation process of true moving bed
在此过程中,进样和出样连续进行,从而改变了传统色谱法间歇进样的方式,增加了分离时间占整个操作时间的比例,提高生产效率,更加有利于工业化大规模生产。然而真实移动床仍然存在一些严重缺陷,如固体相分离材料容易磨损,造成固体相的消耗,增加生产成本,同时磨损产生的残渣会堵塞阀门或管道。此外,固体分离材料的移动造成填料层状态不断改变,干扰了液相流动分布。而之后模拟移动床的出现既保留移动床色谱的优点,同时克服其所具有的缺点。
2.2 模拟移动床色谱原理
模拟移动床色谱根据特点不同可以分为3区或4区,每个区域包含一根或多根色谱柱。整个SMB装置由若干根色谱柱及泵组成。按规模和分离特点,色谱柱的数量通常为6~12根,最多可达24根。泵的数量通常为4个或者5个,4台泵时2台分别用于进料液和洗脱液,2台泵用于系统内部液体循环;5台泵时其中4个进出口输液泵,1台泵用于液体内部循环[8]。
模拟移动床能够克服TMB分离的缺点,在分离过程中固体相不再移动,而是采用一个旋转阀,通过定期转动旋转阀,使得色谱分离系统中的两个进口和出口不断以一定时间周期向下移动。由于旋转阀造成的物料进出口不断向下移动,使得色谱中的固体分离材料与流动相发生相对移动,进而使分离材料与流动相产生相对移动,因此称之为模拟移动床。
图5为模拟移动床工作原理的示意图,其中A组分为弱吸附组分,B组分为强吸附组分。与TMB相似,SMB也可划分为四个区域:
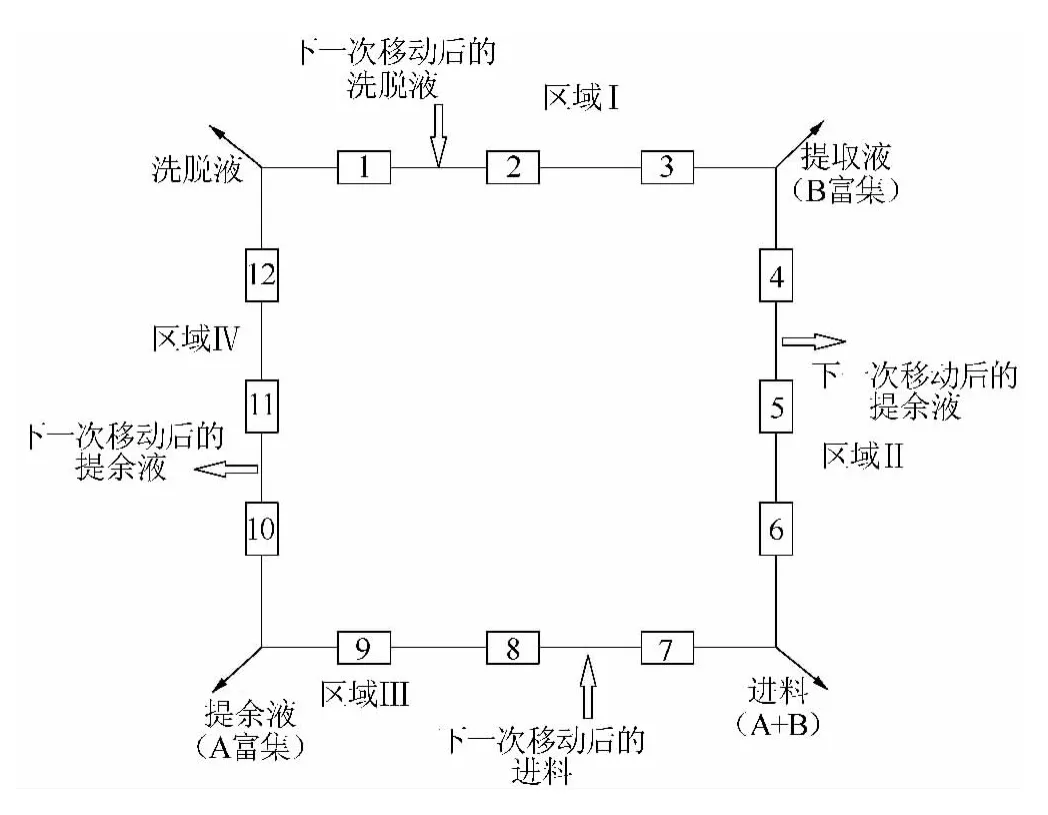
图5 模拟移动床工作原理[7]Fig.5 Simulated moving bed working principle[7]
区域Ⅰ:位于洗脱液入口和提取液出口之间。在这个区域内,洗脱液对吸附剂进行脱吸附,将B组分从吸附剂中洗脱出来,实现B组分的解吸附和吸附剂的再生。
区域Ⅱ和Ⅲ:位于提取液及提余液和A、B进料口之间。这个区域的主要作用是对A、B混合物的分离浓缩。在这两个区域中,由于A组分移动速度较快,B组分移动速度较慢,A组分逐渐在区域Ⅲ中富集,B组分逐渐在区域Ⅱ中富集。
区域Ⅳ:位于提余液和洗脱液入口之间。在这个区域中组分A从吸附剂中洗脱下来,此外,区域Ⅳ还可将区域Ⅰ和区域Ⅲ隔开,以免杂质A进入区域Ⅰ中。
通过旋转阀以恰当的时间不停切换,装置的两个进液口和出液口不断顺时针变换,如图5所示,因此吸附剂相对流动相发生逆向移动。每次切换后A、B的进料口都位于模拟移动床体系中在当时状态的区域Ⅱ和区域Ⅲ之间。经过若干次切换之后,体系中A、B组分分布趋于稳定,从而实现连续进样、提取产品。
3 模拟移动床色谱单柱模型
模拟移动床由若干个单柱色谱组成,因此单柱色谱是模拟移动床模拟计算的基础。几种模拟移动床中常用的单柱模型包括:理想模型、平衡扩散模型、综合速率模型。理想模型是最简单的单柱模型,模型中只考虑热力学和对流传质,假设不存在轴向扩散和传质阻力的影响,固液相能够瞬间达到平衡状态;平衡扩散模型在SMB计算中广泛被采用,同理想模型相比,平衡扩散模型考虑轴向扩散和传质阻力,而其数值解也相对简单;综合速率模型是考虑因素最为详细的单柱模型,其中包括固定相内的扩散效应,固定相的表面扩散和吸附平衡,流动相的对流传质和轴向扩散,通过液膜的传质效应等因素。
4 模拟移动床在食品行业应用
模拟移动床具有操作连续、高效、低成本等先进特点,最早此项技术大量应用与石油化工行业。UOP公司开发的Sorbex工艺在20世纪70年代商业应用于石油馏出物的分离并逐渐发展到其他不同领域的应用,现已有80多台建成装置应用UOP开发的Sorbex工艺;法国石油研究院(Institute Francais Du Petrole,IFP)在1986~1996年开发的Eluxy l工艺,能够生产高纯度对二甲苯,这套工艺的工业示范装置已于1995年正式投入运转[6]。随着SMB技术的逐渐成熟和发展,此相分离工艺现已大量被应用于食品领域。
4.1 糖的分离
4.1.1 果糖的分离
在糖醇行业中,SMB技术最早用于分离玉米糖浆中的果糖和葡萄糖。UOP 公司开发的Sarex工艺[9]使用一种Ca2+型的阳离子交换树脂作为固定相,热水作为洗脱剂。果糖与Ca2+生成一种复合体,吸附在色谱柱中,而葡萄糖和其他杂糖被洗脱冲出。经过SMB分离后,果糖质量分数能达到90%~94%,回收率高达90%,提余液中葡萄糖质量分数也达到80%以上。广东湛江在1993年建成一套SMB分离高级纯果糖装置[12],现在这套技术已大量成套化应用。
4.1.2 木糖与木糖醇的分离
目前我国生产木糖醇工艺中的结晶母液主要含木糖醇、木糖以及少量阿拉伯糖、甘露醇等,其中的木糖和木糖醇浓度较低,用结晶方法很难进一步分离。而木糖及木糖醇能够和金属离子形成络合物,根据它们络合的稳定性不同,能够使用SMB技术进行分离。孙培冬等[10]应用钙型树脂作为固定相,成功将木糖酵母液中的木糖和木糖醇分离,最终产品中木糖及木糖醇的浓度分别能够达到99.3%和99.8%。
4.1.3 甘露糖的分离
果葡糖浆生产过程中,由于葡萄糖异构酶和碱性条件的作用,会产生0.2%~1.5%甘露糖[13]。章朝晖等[11]采用钙型阳离子树脂,在40~85 ℃条件下,甘露糖、葡萄糖的混合物通过模拟移动床进行连续分离,从而得到富含甘露糖的提取液。甘露糖之后可通过加氢反应用来生产甘露醇。
4.1.4 低聚半乳糖的分离
低聚半乳糖是一种功能性低聚糖,有提高免疫力,抗肿瘤、抗衰老,改善脂质代谢,预防便秘等功能[14]。低聚半乳糖的工业化生产通常以高浓度乳糖为原料,在β-半乳糖苷酶水解作用下产生,产品中含有大量葡萄糖和乳糖[15]。保龄宝生物股份有限公司通过顺序式模拟移动床将低聚半乳糖浓度从50%~65%纯化至95%以上,分离采用钠型改进树脂,柱温55~75 ℃,pH值控制在5.0~6.5[16]。
4.1.5 低聚异麦芽糖分离
低聚异麦芽糖能促进肠道内双歧杆菌增殖,提高机体免疫力,甜度低、热量低,不增加血糖血脂等功能[17]。目前工业化常用的生产工艺是以高浓度葡萄糖浆为底物,在α-D-葡萄糖苷酶催化作用下发生葡萄糖基转移而制得[18]。由于反应转化效率低,产品中含有大量葡萄糖、麦芽糖等非功能糖。刘宗利等[16]应用顺序式模拟移动床技术,采用钠离子改性的强酸性聚苯乙烯大孔树脂,在进料浓度60%,柱温70 ℃,pH 5.8的条件下进行吸附,得到产品中低聚异麦芽糖占总质量达到80%以上。
4.1.6D-核糖的分离
D-核糖是细胞中遗传信息载体DNA和RNA以及多种维生素和辅酶的组成成分,并且能够用于合成多种药物。D-核糖的生产工艺主要有三种,即微生物发酵法、水解法和化学合成法,工业上较多采用的是微生物发酵法生产D-核糖[19]。高润香[20]对SMB技术分离D-核糖发酵液进行了研究,并同传统的固定床离交脱盐工艺进行对比,发现应用SMB技术能够使产品收率提高11.1%,产品浓度提高34.8%,单位产品酸碱消耗减少60.9%,水耗减少68.4%,废水排放减少89.5%。
4.2 有机酸的分离
SMB技术已大量应用于有机酸分离,包括多种氨基酸、柠檬酸和乳酸等。
目前工业生产L-缬氨酸大多采用微生物发酵法,产品缬氨酸中含有丙氨酸杂质,由于两种氨基酸同为中性氨基酸,等电点相近,难于分离。万红贵等[21]对SMB技术分离缬氨酸进行了试验研究,试验采用强酸性苯乙烯树脂,得到产品含98.6%的缬氨酸,产品质量浓度达19.6 g/L。此外,金大勇等[22]采用江苏汉邦科技有限公司设计的小型模拟移动床设备将缬氨酸纯度提高至98.79%,丙氨酸纯度达96.15%。
L-苯丙氨酸是合成甜味剂阿斯巴甜的主要原料,吴昊等[23]试验研究了SMB技术在酶转化液中分离提纯L-苯丙氨酸的工艺。实验采用WH-6苯乙烯系强酸性阳离子交换树脂,进料质量浓度为12.264 g/L。经过SMB分离后L-苯丙氨酸能够达到35 g/L,回收率为97.6%。
L-赖氨酸是通过谷氨酸棒杆菌发酵生产。WALSEM H J等[24]应用SMB技术将L-赖氨酸从发酵液中分离浓缩至97.5%。ROBATJAZI S M等[25]将SMB分离L-赖氨酸发酵液同固定床色谱进行比较,L-赖氨酸的分离速度能够提高167%,溶剂的消耗量能够减少47%。
柠檬酸已成为当前世界上产量和消费量最大的食用有机酸,工业上采用细菌发酵法进行生产。柠檬酸发酵液中含有多种杂质,包括残留菌体、葡萄糖、蛋白、色素、胶体、有机杂酸等,因此提纯工艺至关重要。除了传统的氢钙法提取,SMB技术也逐渐开始工业化应用。宜兴协联生化有限公司采用模拟移动床工艺进行柠檬酸分离[26],相比传统钙盐法分离,SMB分离使柠檬酸收率提高了3.6%;工艺水消耗下降了5/6,总生产成本降低了10%~15%,同时避免了CO2、CaSO4等废弃物的排放。
乳酸按旋光性可分为L-乳酸、D-乳酸、DL-乳酸,而人体只能代谢L-乳酸。安徽中粮生化格拉特乳酸有限公司采用顺序式模拟移动床技术,将乳酸从发酵酸解液中提纯[27]。乳酸富集液的浓度能够达到20%以上,乳酸的收率约95%~98%,L-乳酸的纯度>99%。
抗坏血酸又称维生素C,我国工业通常采用二步发酵法进行生产,在结晶过程中会产生大量结晶母液,其中含有维生素C、古龙酸、色素、有机杂酸等[28]。彭奇均[29]的专利中使用螯合树脂,以水为洗脱剂,在20~75 ℃的操作温度下使用模拟移动床技术分离维生素C和古龙酸,维生素C晶体收率能够达到约85%。
4.3 其他产品分离
除了糖醇行业和有机酸行业,SMB技术也已在其他食品生产中大量应用。张丽华等[30]以银杏叶提取物为原料,采用SMB技术浓缩槲皮素达到90%以上;王建建等[31]应用4柱模拟移动床系统对玉米须黄酮分离进行了研究,纯度能达到92%;刘丽江等[32]研究通过SMB将乳铁蛋白从牛初乳中分离,试验得到乳铁蛋白纯度达到95.8%,回收率达到93.5%。此外,模拟移动床技术在茶多酚提取,紫杉醇提取,维生素E浓缩等产品分离上也得到应用。
5 SMB未来展望及发展方向
模拟移动床技术已经发展到一个相对成熟的阶段,在石油化工、食品工业、手性药物分离和一些有机物分离方面都进行了工业化应用。未来模拟移动床的发展可能在以下几个方向:第一是模拟移动床反应器的发展。对于可逆反应,可通过将生成物分离而使平衡向着有利于反应的方向移动,因此将反应器与模拟移动床分离设备结合,酯化、酯交换等很多生化反应便能通过SMB反应器进行。第二是简化模拟移动床优化及计算方法。现在的模拟移动床建模及计算都需要大量复杂的数学计算,而且需要借助一些特定软件,多以设计研究一种简便的模型和计算方法十分必要。
[1]KAPFER W H,MALOW M,HAPPEL J,et al.Fractionation of gas mixtures in a moving-bed adsorber.II.equilibrium consideration[J].AIChE J,1956,2(4):463-467.
[2]BROUGHTON D B.Continuous sorption process employing fixed bed of sorbent and moving inlets and outlet:US,2985589[P].1961-04-06.
[3]PERRY R H,DONALD G.Perry’s chemical engineer’s handbook[M].New York:McGraw Hill Companies,Inc,2001.
[4]万红贵,张 波,汪文进,等.模拟移动床研究进展[J].食品发酵工业,2012(38):128-132.
[5]BARKER P E.Chemical and biochemical separation using preparative and large scale batch and continuous chromatography[J].Sep Purif Method,1988(17):1-65.
[6]周日尤.模拟移动床分离技术的发展和应用[J].中国食品添加剂,2010(5):182-186.
[7]LU Z P,CHING C B.Dynamics of simulated moving-bed adsorption separation processes[J].Sep Sci Technol,2006,32(12):1993-2010.
[8]吴裕斌.模拟移动床分离天然产物的研究[D].杭州:浙江大学博士论文,2006.
[9]BAKER P E,ABUSABAH E K E.The separation of synthetic mixtures of glucose and fructose and also inverted sucrose feedstocks using countercurrent chromatographic techniques[J].Chromatographia,1985,20(1):9-12.
[10]孙培冬,蔡宁杰,彭奇均.模拟移动床分离木糖醇母液的条件优化[J].中国食品添加剂,2003(6):73-75.
[11]章朝晖.一种高收率的甘露醇制备工艺:中国,03134955.2[P].2004-09-15.
[12]毛小涛.吸附分离装置控制系统[J].化工自动化及仪表,1996(2):6-9.
[13]刘 佳,张晓萍,段 钢.果葡糖浆生产过程中甘露糖产生的研究[J].食品与生物技术学报,2013,32(10):1101-1105.
[14]张志国.功能性低聚半乳糖的研究进展及应用[J].中国食品添加剂,2012(6):207-213.
[15]蒋世琼.乳糖的深加工与功能性低聚糖的制造[J].食品科技,2000(5):36-37.
[16]刘宗利,王乃强,王明珠,等.模拟移动床色谱分离技术在功能糖生产中的应用[J].中国食品添加剂,2012(6):207-213.
[17]王良东.低聚异麦芽糖性质、功能、生产和应用[J].粮油与油脂,2008(4):43-47.
[18]吴 定,邹耀洪,王 云.固定化酶生产低聚异麦芽糖工艺研究[J].食品科学,2005,26(3):125-127.
[19]孙 鲁,黄伟红.核糖的研究进展[C]//2010 年全国淀粉糖、多元醇技术与发展研讨会论文集.北海:中国发酵工业协会,2010:81-85.
[20]高润香.模拟移动床连续离交工艺在D-核糖发酵液净化中的应用[J].生物产业技术,2004,4(7):60-63.
[21]万红贵,方煜宇,叶 慧.模拟移动床技术分离缬氨酸和丙氨酸[J].食品与发酵工业,2005,31(12):50-53.
[22]金大勇,丁彦蕊,张伟国,等.缬氨酸的模拟移动床分离[J].工业微生物,2011,41(6):43-46.
[23]吴 昊,韦 萍,万红贵,等.模拟移动床连续分离L-苯丙氨酸的研究[J].食品科学,2007,28(4):64-68.
[24]VAN WALSEM H J,THOMPSON M C.Simulated moving bed in the production of lysine[J].Biotechnology,1997,59(1-2):127-132.
[25]ROBATJAZI S M,SHAJAOSADATI S A,KARBASY S M.Purification of L-lysine in simulated moving bed and fixed-bed chromatography[J].Chinese J Chromatogr,2004,22(4):431-434.
[26]周永生,满 云.我国柠檬酸行业的产业化现状及可持续发展[J].生物加工过程,2010,8(6):73-77.
[27]李文友.发酵法生产L-乳酸精制技术的研究进展[J].化工时刊,2014,28(3):44-47.
[28]朱英刚,李会然,杨 杰.维生素C 母液回收利用的研究进展[J].河北化工,2010,33(10):6-10.
[29]彭奇均.一种从维生素C 母液中提取维生素C 和古龙酸的方法:中国,I733747[P].2006-02-15.
[30]张丽华,高丽娟,林炳昌.模拟移动床色谱提纯槲皮素[J].鞍山钢铁学院学报,2002,25(2):108-111.
[31]王建建,高丽娟,张丽华,等.玉米须黄酮的模拟移动床色谱纯化工艺[J].安徽农业科技,2007,35(26):8096-8098.
[32]刘丽江.牛初乳中乳铁蛋白分离纯化的产业化技术参数研究[D].大庆:黑龙江八一农垦大学硕士论文,2011.
猜你喜欢
色谱(2022年11期)2022-11-10
色谱(2022年10期)2022-10-13
色谱(2022年7期)2022-06-25
色谱(2022年4期)2022-04-01
煤气与热力(2021年12期)2022-01-19
一重技术(2021年5期)2022-01-18
昆钢科技(2021年1期)2021-04-13
世界农药(2019年2期)2019-07-13
中成药(2018年8期)2018-08-29
中成药(2018年2期)2018-05-09
