基于DSP的印刷品质量检测系统研究*
2014-04-22 09:23张媛
江苏海洋大学学报(自然科学版) 2014年1期
张 媛
(1.太原理工大学 计算机科学与技术学院,山西 太原 030024;2.太原大学 外语师范学院,山西 太原 030012)
随着信息时代的高速发展,人们在日常生活中越来越离不了各种印刷品,例如书刊、报纸、杂志等,总之人们的生活和这些印刷品息息相关,因此对印刷品质量的要求也越来越高,印刷品的生产难度也不断加大。现阶段,印刷生产已经达到了自动化和数字化,印刷速度也得到了很大的提高,但是很多印刷品往往会由于印刷过程中印刷技术的不完善以及一些不易避免的因素而出现各种缺陷[1]。
印刷质量缺陷主要有颜色失真、黑点、油墨溅污、漏印、套印不准、文字模糊等等[2]。由于这些情况会导致废品率过高而严重地影响生产质量。为了使印刷品的废品率达到最低,需要在印刷的时候对印刷品进行检测。传统上的视觉检测和质量控制是通过有经验的专业人员来完成的,印刷企业是靠人工检查去除废品的。然而人工检查除了速度慢、检测效率低,需要大量的人力、物力资源和场地资源外,还容易出现漏检甚至无法保证统一的质量标准,这样将会严重损害客户的利益,进而影响到印刷企业的形象和声誉[3]。同时传统印刷质量检测技术虽在一定程度上解决了印刷品质量检测问题,但是不管是效率还是成本都不符合当今快速发展的印刷行业的需求。
目前,在自动化领域前景看好的机器视觉技术为印刷品质量的检测提供了良好的解决方案。与传统的印刷品质量检测相比,机器视觉技术检测速度快、准确率高,能够迅速而精确地检测出印刷品的外观缺陷,并对缺陷参数进行综合分析,从而判断印刷品是否为废品[4]。
1 总体设计方案
本课题结合DSP相关知识,应用机器视觉原理,建立了印刷质量检测系统,其总体设计方案的系统框图如图1所示。

图1 系统结构框图Fig.1 System construction drawing
首先通过CCD摄像机,对印刷品进行连续拍照,并将拍摄到的每一帧图像传输给计算机;然后通过图像处理系统对图像信息进行分析处理,找出有质量问题的图像,并给出该图像所对应的印刷品的质量问题;最后通过传输线路将信息反馈给操作人员或直接反馈给印刷机进行调整。总之,该系统主要的任务是通过摄像头摄入印刷品图像,并完成对印刷品质量的检测。
图像采集由CCD、镜头、光源、视频图像采集卡和计算机组成。采集卡是将相机电信号转换为数字信号的数字化装置,它将电信号分级,形成离散的数据值,存储于计算机中。
计算机是图像处理的硬件基础,根据图像处理算法,计算机必须能保证在单位时间内完成处理、分析等工作。根据使用目的不同,计算机有通用和专用之分,图像处理有专用的处理芯片,其优点是处理速度快、针对性强;缺点是适应能力不强,开发周期长。通用计算机处理图像的优点在于能够根据需要编写相关的算法,处理实际问题,适应性好;缺点是软件开发比较复杂,运行速度比较慢。但随着通用计算机处理速度越来越快,其也基本能满足图像处理的需要。
结果输出是检测系统的最终环节,主要有显示输出和执行动作两种形式。显示输出是将系统的检测结果以各种方式报告给用户,可以是在计算机屏幕上的单个缺陷产品显示,也可以是产品的整体质量报告等等;执行动作必须根据实际需要进行制定。
2 系统硬件设计
2.1 TMS320C5416的结构
TMS320C54X是为实现低功耗、高性能而专门设计的定点DSP芯片,它的中央处理单元(CPU)采用优化的哈佛结构,包含1条程序主线、3条数据总线和4条地址总线,具有高度的并行性,且功耗很低。芯片内部集成了不同容量的存储器以及自动缓冲串行口和主机接口等多种智能外设,使其与外围通信更加灵活方便。芯片具有完善的寻址方式和强大指令集,进一步提高了系统的性能。此外,芯片采用模块化设计以及先进的集成电路技术,功耗小、成本低。TMS320C54XDSP芯片可以满足多种实时嵌入系统的需要。
TMS320C5416的 程 序 ROM 16kB,128kB RAM,包括64kB双存取RAM(DRAM),1个并行口,3个多通道缓冲串口,设备电压3.3V,核心电压1.6V,指 令 周 期 为 6.25ns,提 供 了 符 合 IEEE 149.1边界扫描逻辑接口标准的片上边界扫描仿真逻辑。TMS320VC5416具有运算速度快、内部存储空间大、外部接口性能好等优点。所以本系统选择了技术上比较先进、价格可以接受的C5416作为硬件开发对象。
2.2 TMS320C5416的设计与实现
2.2.1 电源部分 TMS320C5416的片上电压分为外围电压和核心电压,外围电压为3.3V,核心电压为6V,因此需要电源芯片将输入5V电压转换成两种电压输出,TMS320C5416的上电过程应该是先外围电压然后核心电压,以此来保护芯片。
2.2.2 时钟部分 时钟发生器可使用具有内部振荡电路的晶体振荡器或者使用外部时钟。本设计采用外部时钟20MHz有源晶振,将时钟信号CLKOX直接连接到X2/CLKIN引脚,并且X1引脚空置不连接,内部振荡器无效。TMS320C5416的时钟发生器有一个锁相环(PLL),PLL的外部频率源可以比CPU机器周期速度低,这个特性可以降低因为高速开关时钟带来的高频噪声。TMS320C5416的PLL硬件配置时钟模式是通过配置CLKMD1,CLKMD2和CLKMD3引脚来实现的。2.2.3 特殊引脚 READY为数据准备信号,拉高表示外设为将要完成的总线处理作好准备。#HOLD为挂起输入信号,低电平有效,因此将其拉高,不能被声明。其他引脚则是TMS320VC5416的Datasheet中建议外接上拉电阻。HPIENA引脚为HPI模块选择,接高电平时选择HPI模块,接地则不选择HPI模块。HPI16为HPI的模式选择引脚,该引脚允许HPI支持8位主机(引脚状态为0)或16位主机(引脚状态为1)。
以C5416为硬件支持完成了图像采集和处理系统中图像采集部分的硬件设计。
3 印刷品质量检测算法研究
在印刷品质量检测系统设计中,检测算法研究也是技术核心。随着数字图像处理理论的发展,图像检测理论也日趋成熟,本课题针对印刷品质量检测算法采用分图像差分法。
图像差分法实际上就是图像的相减运算(又称差影法),是指把同一景物在不同时间拍摄的图像或同一景物在不同波段的图像相减。差分后得到的结果图像提供了图像间的差异信息,能用于视频监控、运动目标检测和跟踪、图像背景消除及目标识别等领域的工作。算法流程如图2所示。
分析表明,利用图像差分法对印刷品缺陷进行检测时,只要待检测印刷品图像与模板图像达到了精确定位,它们之间如果存在差别,不论污点还是划痕,都可以检测出来。由于模板图像和待检印刷品图像均是由实验系统采集得到的,它们之间匹配不会存在太大偏差,经过前期的图像定位基本可以确保它们对应像素点一一对应。在此基础上,应用图像差影获得差值信息,进而判断印刷品是否合格。

图2 算法流程图Fig.2 Algorithm flow chart
4 系统软件设计
4.1 软件系统方案总体设计
软件可分为图像采集及屏幕显示、图像处理的常用处理算法、图像数据转换和显示几个模块。
整个系统的主要部分是图像数据采集模块和图像算法处理模块。图像数据采集模块是整个系统的基础,完成图像数据的采集工作。因数据的采集速度直接影响后续处理的进程,因此为了满足实时性的要求,在数据采集和存储之间采用双缓冲的方式,并且通过EDMA进行数据搬移。图像算法处理模块是整个系统的核心,在获得视频信息的前提下,它完成对图像信息的预处理、图像定位和图像差影,最后显示在监视器上。软件系统的图像处理流程如图3所示。
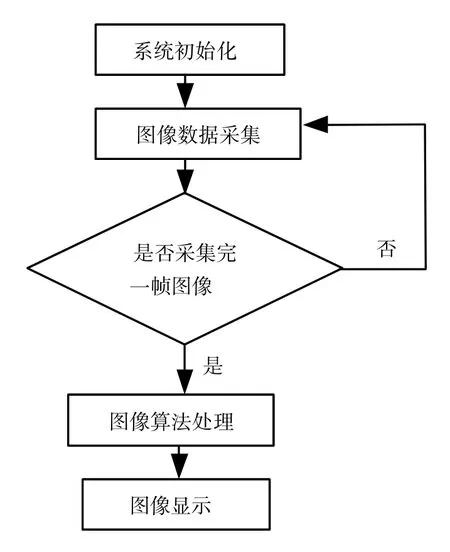
图3 系统结构框图Fig.3 Flow chart of image processing
图4是印刷品质量检测系统的主界面,在系统检测时,有常用功能按钮,按照检测流程进行操作。界面最下面一行有各种系统状态信息,界面的左上角实时显示被检测的图像;如果发现缺陷,缺陷图像将实时在右上角缺陷图像显示区进行显示,并将图像的信息记录到缺陷记录区,以备以后统计管理。

图4 印刷品质量检测系统主界面Fig.4 System main interface
4.2 系统界面与检测指标
系统参数设置包括各种限差,比如套色限差、污迹大小限差、色彩容许限差等等。在建立标准图像时要设置标准图像特征的类型、位置、标准图像的比例尺。
印刷品质量的检测系统虽然已经取得了长足的进展,但是还有许多问题需要深入的探讨和研究,随着人们对印刷品质量要求的不断提高,印刷企业必然追求印刷品质量检测的自动化和高效化。机器视觉是工业自动化检测领域很有应用前景的高新技术,因此研究和推广基于DSP技术的图像检测系统是大势所趋。
[1] 张晓东.基于DSP的印刷品缺陷在线检测系统设计[D].西安:西安科技大学,2009.
[2] 陈业军.基于图像处理的印刷品缺陷在线检测系统研究[J].包装工程,2005,26(6):64-66.
[3] 陈亚军.基于机器视觉的印刷品缺陷检测系统研究[D].西安:西安理工大学,2006
[4] 陶娜娜.基于机器视觉的印刷品质量在线检测系统研究[D].淄博:山东理工大学,2007.
[5] ROBERTS J W,ROSE S D,JULLIEN G A,et al.PC-based real-time defect imaging system for hightspeed web inspection[J].Machine Vision Applications in Industrial Inspection,1993,190(7):164-176.
[6] 李展望,黄梦涛.基于机器视觉的印刷品缺陷在线检测系统设计[D].西安:西安科技大学,2008.
[7] 王庆有.CCD应用技术[M].天津:天津大学出版社,2002.
[8] PRATTV W K.Digital Image Processing[M].邓鲁华,张延恒,等,译.北京:机械工业出版社,2005:179-183.
[9] 韩晓微.彩色图像处理关键技术研究[D].沈阳:东北大学,2005.
猜你喜欢
数学小灵通·3-4年级(2021年9期)2021-10-12
小学生学习指导(低年级)(2020年10期)2020-11-09
印刷工业(2020年4期)2020-10-27
印刷工业(2020年4期)2020-10-27
印刷工业(2020年5期)2020-03-29
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年18期)2018-11-14
数学大王·中高年级(2017年2期)2017-02-08
学苑创造·A版(2016年4期)2016-04-16
电气化铁道(2016年4期)2016-04-16