
主要胶乳气囊医用导管国内发展概况
2014-04-14 03:14:12李志锋杨子明李普旺
世界橡胶工业 2014年11期
李志锋, 杨子明, 李普旺
(中国热带农业科学院农产品加工研究所, 广东 湛江 524001)
主要胶乳气囊医用导管国内发展概况
李志锋, 杨子明, 李普旺
(中国热带农业科学院农产品加工研究所, 广东 湛江 524001)
简述主要天然胶乳气囊医用导管(简称气囊医用导管)国内的发展概况,包括它们的发展、用途、型式结构、规格品种和生产工艺特点,阐明了国内气囊医用导管多年来生产设备和工艺技术的发展变化,就气囊医用导管临床使用反馈的主要质量问题、危害和解决办法作了说明,提出气囊医用导管质量的改进方向。
天然胶乳;气囊;医用导管;发展
0 前 言
天然胶乳作为一种可再生的高聚物,具有优异的物理性能及良好的成膜性,广泛应用于浸渍制品、挤出制品、海绵制品和注模制品等方面[1]。1988年底,国内利用天然胶乳为主要原材料,成功开发了胶乳气囊导尿管系列产品,并实现了产业化[2]。以气囊导尿管生产工艺技术为基础,结合医学科学的发展需要,开发生产多种其他气囊医用导管产品。
1 国内主要气囊医用导管
1.1 胶乳气囊导尿管(简称气囊导尿管)
1.1.1 用途和规格品种
导尿管是为了解决病人不能自行排尿问题而开发的。单腔导尿管是一根带有排液孔、内腔、排液漏斗的导管。临床使用时,医务人员将经过灭菌的导尿管管端通过病人的尿道插入,当排液孔部分插入到病人的膀胱时,尿液通过导管排出到连接排液漏斗的尿袋中。单腔导尿管存在不易固定、易自行滑脱及漏尿的缺点,给病人造成不便。
为克服单腔导尿管的缺点,通过技术上的突破,开发出双腔气囊导尿管。其结构是在单腔导尿管接近管端及排液孔下方,增加一个可以伸缩的气囊,该气囊通过毛细管腔,连通带有单向阀的充液漏斗。
对既需要解决导尿,同时又能注射药液对膀胱消炎的患者,开发出三腔气囊导尿管。其结构是在双腔气囊导尿管的基础上,在管身管壁内又增加一个毛细管腔,它连通注药漏斗及在气囊与管端之间的注药孔。
为满足特殊病人的治疗需求,还开发出四腔双气囊导尿管等。
气囊导尿管及其他医用导管的规格用公称外径表示,精确到0.1 mm,公差为±0.33 mm,以Fr为单位(1 Fr=0.33 mm)并以偶数表示,从6 Fr至30 Fr。气囊容积以ml表示,同一规格的导尿管,配有不同容量的气囊,从而形成规格品种繁多的气囊导尿管系列产品。
气囊导尿管产品结构如图1~4所示。图中,1为排液漏斗;2为充液漏斗;3为注药漏斗;4为橡皮阀;5为管身;6为毛细管腔;7为排液孔;8为注药孔;9为气囊;10为管端。
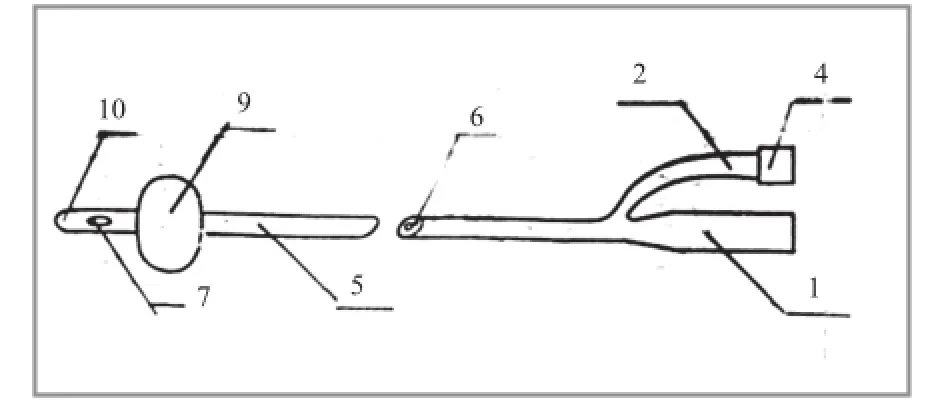
图1 双腔标准型胶乳气囊导尿管产品结构示意图

图2 双腔弯头型胶乳气囊导尿管产品结构示意图

图3 三腔标准型胶乳气囊导尿管产品结构示意图
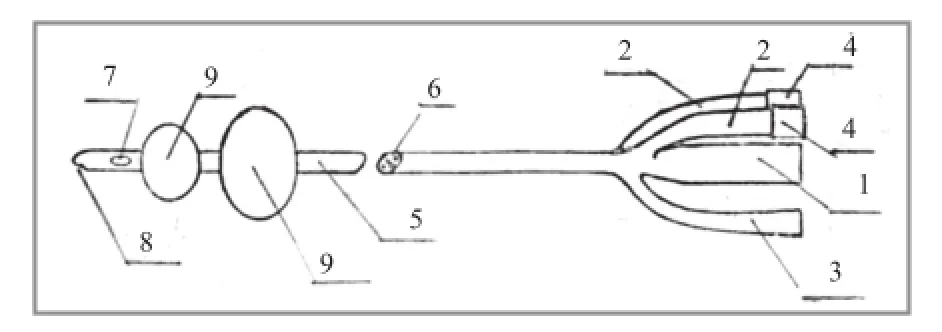
图4 四腔双囊A型胶乳导尿管产品结构示意图
1.1.2 模具
气囊导尿管的模具由主模及叉模组成,主模由实心不锈钢圆线(不同规格直径各不相同)连接长9.5 cm、直径8 mm的实心漏斗状不锈钢加工而成。叉模可用铝合金或工程塑料等加工而成,叉模内部为空心。主模漏斗端固定在铝合金模片上,一片模片可固定20支左右、间隔相同、呈直线排列的主模。主模的左右侧的模片对称位置上开有圆孔,并装配带圆孔的橡胶粒,用以方便地固定并移动装、插叉模。双腔及三腔导尿管模具的模片分别是一侧、两侧都有成排的孔,四腔导尿管模具较特殊,模片两侧及两主模中间位置都有孔。
男用、女用及儿童型导尿管的主模长度分别为37 cm、22 cm和25 cm,弯头导尿管的主模末端加工成弯曲状。
用以形成导尿管毛细管腔的辅助模具材料选用规格合适的尼龙丝或黑色橡胶胶丝。
1.1.3 基本工艺
气囊预先单独制作,用圆柱形或加工带有若干个橄榄形的不锈钢棒作模具,浸渍成胶膜,经过裁剪、清洗成圆柱形或橄榄形气囊半成品。
首层浸渍凝固剂可用陶土硝酸钙凝固剂或碳酸钙、硝酸钙粉水凝固剂,前者浸渍质量好,但不利于环保,已渐被粉水凝固剂代替,但凝固剂槽必须保持良好的循环搅拌。
导尿管经过多次浸渍工艺,每次浸渍的凝固剂组分、钙含量及每次浸渍的硫化胶乳配方、总固体及硫化程度等都不相同。
将多片导尿管主模组合在一个浸渍架上,多个叉模集中装在叉板上,分别浸渍首层粉水凝固剂,干燥后分别浸渍首层胶乳,凝胶自然定型后,再浸渍一次清凝固剂,晾干后将附有首层凝胶的主模逐片取下反转垂直向上,固定在工作台边的模夹上,将浸渍了首层凝胶的叉板也反转垂直向上,放在工作台上,手工逐一将附有首层凝胶的叉模从叉板移动插入模片的侧孔上。再通过手工将形成导尿管毛细管腔的尼龙丝或黑色橡胶丝逐一穿过叉模的小孔,将叉模旋转适当的角度,使叉模的凝胶端部与主模上的凝胶接触,将尼龙丝或黑色橡胶丝调整到适当的高度后粘贴在主模的湿凝胶上。
进行第二次浸胶乳,目的是让凝胶覆盖尼龙丝或黑色橡胶丝。干燥后手工用镊子和剪刀将覆盖尼龙丝或黑色橡胶丝末端的胶膜剪去少许,称为“夹孔”,使毛细管腔与随后套上的气囊形成连通。
以夹孔为中心,手工将气囊半成品套在管身上,套上圆柱形气囊前还要涂上宽度适宜的隔离剂,防止气囊胶膜与管身产生黏连。
为使气囊边缘与管身结合良好,套上气囊后,浸渍1~2次特殊组分的胶乳,干燥后浸渍清凝固剂,再干燥后浸渍终层胶乳。
各规格导尿管的外径不同,在不同的浸渍工序,都要严格检验半成品外径,确保产品的外径合格。
浸渍了终层胶乳的半成品,在湿凝胶完全定型后,移动到流动的清水中保持沥滤一定时间,高效除去湿凝胶中的部分硝酸钙及水溶性非胶组分后进行干燥。
脱模时,先手工将叉模脱下,再逐支将半成品从主模上脱下,然后将尼龙丝或黑色橡胶丝抽出来。
完成排液孔冲孔、漏斗部分修剪后,对半成品进行充分清洗,再将半成品移动到流动的清水中进行充分的沥滤。
将导尿管半成品逐支漏斗朝上、管端朝下插在由不锈钢网格组装成的干燥车上,采用低温(一般不超过85 ℃)长时间干燥。
经过干燥的导尿管进入外观检验和气囊性能检验工序。外观检验是手工将管身上一些影响使用的外观缺陷,如毛刺、凹凸、管杂质、污染、变形等挑出来,然后进行气囊的性能检验,即手工将气囊质量缺陷,如漏气、球偏、球变形、球黏、球缘分层、堵塞等挑出来。
检验的合格品,在充液漏斗、注药漏斗上装上单向阀,套上橡皮。进行氯化处理、水煮硫化,再进行终干燥、硅涂层处理及复检后,施以必要的标识、规格印刷。最后进行逐支单独密封包装、灭菌处理。
1.1.4 工艺及设备发展
导尿管生产工艺复杂,部分工序必须依赖手工操作完成,工艺及设备发展的目标是最大限度实现机械化和自动化。
多层浸渍胶乳制品在技术上易遇到胶膜层与层之间的脱层[3],导尿管在工艺上要严格稳定胶乳的硫化程度及控制干燥程度。早期是通过对浸渍环境温、湿度的控制,来实现胶乳硫化程度的稳定,目前已发展到开发应用导尿管专用硫化胶乳,即根据胶乳硫化程度的要求,达到工艺所需的硫化程度后,通过技术终止其硫化程度进一步变化,使其硫化程度在室温下可以较长时间保持稳定,从而为导尿管质量的提高创造条件。
通过开发出浸渍机、浸渍车,配合使用浸渍架,每次可将多模片、几百支主模或半成品一起浸渍,提高了浸渍质量的一致性。目前国内生产规模较大的厂家已引进国外先进的导尿管生产设备,使浸渍的机械化和自动化程度大大提高。
早期依赖人工逐支完成的排液孔冲孔、装单向阀、套橡皮、包装等工序,现已逐步被自动冲孔机、装配机及包装机取代,甚至原来由手工操作进行的硅涂层处理,也已被生产线代替,减少了工作强度,提高了生产效率及产品质量。
小规格纯天然胶乳制造的导尿管,管身过于柔软,临床上难以插管,首层浸渍胶乳掺合适当份量的特种胶乳(如МG49)一起硫化,可提高管身硬度[4],满足临床插管的需要。男性尿道长并有两个弯曲,插管过程中容易伤及尿道组织的粘膜,对导尿管表面作特殊的工艺处理加工成超滑型导尿管,插管时导尿管表面接触到人的体液时变得很爽滑,可减轻插管过程中病人的不适。
1.1.5 国内产业化现状
国内成功开发气囊导尿管至今,经过二十多年的发展,在生产方式、生产规模、产品质量等多方面已获得了长足的发展,成为气囊医用导管中规模产量最大的品种,年产量已超过1亿支,除了满足国内市场的需要,还部分出口到世界各国[2]。
1.2 胶乳三腔双囊前列腺灌注管(简称前列腺灌注管)
1.2.1 用途和规格品种
男性前列腺位于膀胱口下方的一小段尿道周围处。治疗前列腺炎,一个设想是通过气囊医用导管,将前列腺所在的一小段尿道形成密闭腔体,通过导管往内灌注药液,药液在压力下自然渗到有炎症的前列腺组织中,给前列腺消炎。这种构想促使前列腺灌注管得以成功开发。
从外观上看,前列腺灌注管与双囊导尿管相似,但在结构、用途上却相差甚远。前列腺灌注管的管端上没有排液孔,没有导尿的功能。它的三个腔连通的漏斗均安装单向阀,其中两个充液漏斗的用途是使两个气囊充液膨胀或复原,注药漏斗用途是往注药腔灌注药液。
前列腺灌注管只适用于成年男性。其规格品种有12 Fr、14 Fr、16 Fr 三种,远端气囊容量为10~20 ml。
前列腺灌注管产品结构示意如图5所示。

图5 前列腺灌注管产品结构示意图
1.2.2 生产工艺及特点
前列腺灌注管的生产工艺与气囊导尿管相似,模具及生产工艺与相同规格的气囊导尿管基本相同,工艺上的不同点:一是由于其结构上注药小孔至管端的一段内腔为死角,首层浸渍的凝固剂不能选用粉水凝固剂,应选用清凝固剂,目的是确保内腔死角不能残留粉末;二是两个气囊之间的注药小孔用挑孔方式形成,直径比导尿管排液孔小得多。
1.3 胶乳双腔气囊子宫造影通水管(简称子宫造影通水管)
1.3.1 用途及规格品种
输卵管堵塞是造成妇女不孕不育的原因之一,治疗输卵管堵塞,一个设想是借助气囊医用导管,将经产妇子宫或未产妇宫颈形成密闭腔体,往患者子宫内注射药液,药液在压力下渗透,使堵塞的输卵管恢复正常,或往患者子宫内注射造影剂,使输卵管形成明显的观察图象,通过仪器检查确诊患者输卵管是否堵塞或已恢复正常。这种构想促使子宫造影通水管开发成功。
子宫造影通水管在外观上与双腔气囊导尿管相似,但其结构及用途却大不相同:它的管端上开的注药小孔比导尿管管端上的排液孔小得多;它的两个腔的外接头都装有单向阀,充液漏斗的作用是使气囊膨胀或复原,注药漏斗的作用则是注射药液或造影剂。
子宫造影通水管(见图6)只适用于成年女性,规格品种有10 Fr、3 ml及12 Fr、5 ml(a型/В型),还有14 Fr、5 ml(a型/В型)。
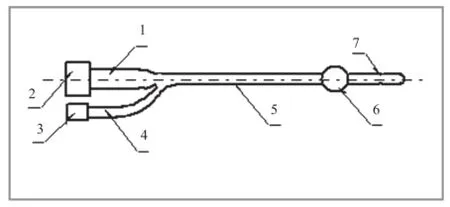
图6 子宫造影通水管产品结构示意图
1.3.2 生产工艺及其特点
子宫造影通水管的生产工艺与气囊导尿管相似,模具上漏斗的直径比导尿管略为减小,生产工艺与相同规格的气囊导尿管基本相同,工艺上的不同点在于:一是由于产品的注药小孔小,且注药小孔至管端的一段内腔为死角,首层浸渍的凝固剂不能选用粉水凝固剂,应选用清凝固剂,目的是确保内腔死角不能残留粉末;二是注药小孔的冲头尺寸比相同规格导尿管排液孔的冲头直径小得多。
1.4 胶乳三腔双囊胃管(简称胃管)
1.4.1 用途、结构特点及规格品种
胃管是为了治疗患者消化道疾病——食管底部静脉曲张破裂引起的胃大出血而开发的气囊医用导管。其结构特点是:管身长度达1100 mm以上,管身上附着两个临床使用时分别可充气120 ml、200 ml的球囊,管身上隐藏两个毛细管腔分别连通不同的球囊及充气漏斗。
胃管在临床上一般用于IcU病房的急救。使用时医务人员经过灭菌的胃管通过病人的鼻腔或口腔经食管使管端及胃球囊插入病人的胃部,而食管球囊则置于病人食管中,通过两个充气漏斗分别往两个球囊充入额定容积的空气后,胃球囊在适当外牵引力及注气压力的作用下,球囊的外壁与胃和食管内壁充分贴合,达到压迫止血的目的[5],也可以通过主腔漏斗对患者胃部进行药物灌注、抽取胃液和流质食物饲食等。
胃管的规格品种有16 Fr(200 ml/120 ml)、18 Fr(200 ml /120 ml)、20 Fr(200 ml /120 ml)三种。
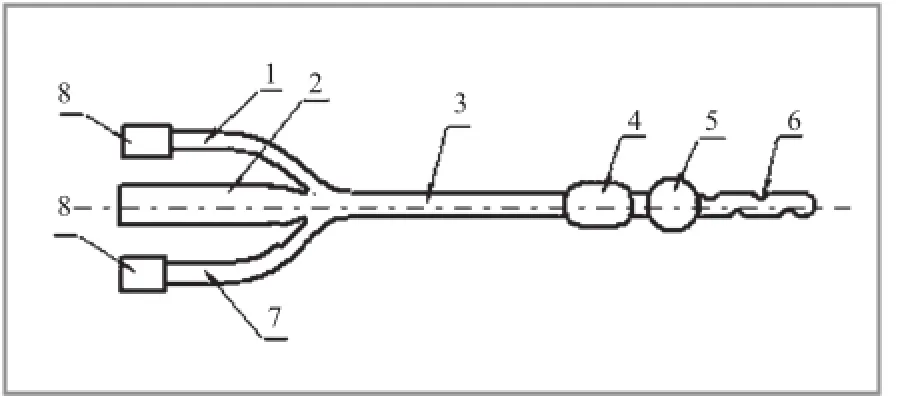
图7 胃管的型式结构示意图
1.4.2 生产工艺特点及产业现状
胃管与气囊导尿管一样经过多次浸渍,但工艺上更依赖手工操作。虽然两种导管的气囊都是预先单独制作,但气囊与管身的结合方式不同,导尿管是将气囊套在半成品管身上再经过多次浸渍,达到气囊与管身紧密结合;胃管因为管身长、两个球囊体积较大,采取与导尿管相同的工艺无法达到预期的质量效果,比较可靠的工艺之一是将球囊套在半成品管身上,用细线捆绑固定球囊边缘,再用胶粘剂涂覆捆绑处,使球囊与管身连为一体,确保产品的安全性。
前列腺灌注管、子宫造影通水管和胃管一样,都是满足特殊临床医学的需要。与气囊导尿管在国内已实现了产业化相比,它们的需求量比较有限,产量较少。在国内十几家气囊医用导管生产企业中,只有少数骨干企业同时生产以上主要气囊医用导管。
1.5 其他胶乳气囊医用导管
随着医学科学的发展,不断涌现对新的气囊医用导管的需求。然而,通过腔道进入人体内的气囊医用导管,均被纳入二类医疗器械产品实行严格监管,要求生产企业有医疗器械生产许可证、产品有医疗器械产品注册证,二类及以上的医疗器械产品的生产环境还要实行DМP管理规范。一些新的胶乳气囊医用导管因需求量很有限,仅作为医疗单位及导管生产企业之间合作的试验品。
2 制约国内气囊医用导管质量的主要因素
天然胶乳作为一种天然合成产物,其化学成分及其硫化胶的性能均受橡胶树的品系、树龄、生存土壤、割胶季节和气候、割胶强度等诸多因素的影响[6-11],特别是国内普遍推行的乙烯利刺激强割技术导致浓缩乳胶VFaNо.偏高[12],对使用国产天然浓缩胶乳作原材料的医用导管企业造成质量波动。
生产环境的温、湿度对医用导管的质量有明显的影响,部分生产规模较小的企业对生产环境的温、湿度没有条件进行调控,产品质量随着季节、气候的变化而波动。
医用导管生产过程的多个环节依赖手工操作完成,一个优秀的操作工要经过长时间的培训、实践积累,但胶乳制品行业的特点对国内新一代工人缺乏吸引力,操作工人的流动比例达到两三成甚至更高,产品质量无法达到精益求精,严重地制约了国产医用导管质量水平的提高。
3 气囊医用导管临床反馈的主要质量问题、危害及解决办法
3.1 气囊导尿管、前列腺灌注管和子宫造影通水管
临床反馈主要质量问题有:(1)刺激。导致患者尿道隐隐作痛,难以忍受。解决办法是企业严格工艺管理,确保产品中的硝酸钙清洗干净。(2) 漏尿(前列腺灌注管和子宫造影通水管除外)。造成患者感觉不舒适。可能是产品气囊出现球偏,或患者膀胱口存在炎症,导致气囊无法与患者膀胱口密切贴合。前者要求企业加强质量管理,克服气囊出现球偏;后者则靠医务人员通过对患者膀胱口进行消炎来解决。(3) 堵塞。危害较大的堵塞是导尿管可正常插入、留置,但留置结束却不能将气囊中的无菌水抽出,无法正常拔管。医务人员要通过特殊处理手段破坏气囊后拔管,给患者造成伤害。解决办法是企业加强管理,避免有异物残留在毛细管腔或气囊内。(4)气囊皱折(子宫造影通水管除外)。即拔管时发现气囊胶膜有折叠现象,容易造成患者尿道粘膜受损伤。解决办法是企业加强工艺技术管理,减少气囊充液膨胀后产生永久变形。
3.2 胃管
临床反馈主要质量问题有:(1)管身过于柔软,难以满足临床插管的要求,延误救治时机。解决办法是在基础管身胶料中掺入适当份量的特种胶乳(如МG49),改善管身硬度以满足临床插管的需要[13]。(2)球囊漏气(特别是胃球囊漏气)。临床状态下可能危及患者的生命。解决办法是企业提高球囊质量,提高球囊与管身结合质量及加强产品的检验;对医疗单位而言,医务人员要避免使用石油基产品(如石蜡油)作插管润滑剂导致球囊受损,并且医务人员牵引时要小心谨慎,避免牵引操作动作粗鲁致使管身与球囊的结合松动而漏气。
4 气囊医用导管的质量改进方向
4.1 气囊
气囊是所有医用导管的关键部分,要求伸长率大、永久变形小。天然胶乳成膜性能好,湿凝胶强度高,又易于硫化,所得制品有优良的弹性,以及较大的伸长率和较小的蠕变[14],成为制作气囊的较佳原材料。某些气囊医用导管(如气囊导尿管)在人体内留置时间较长,气囊仍可能产生轻度的永久变形,拔管时容易伤害患者尿道的粘膜。如何通过新技术、新材料的应用,保留天然胶乳气囊优良的伸长率,又最大限度地克服永久变形,是改进气囊质量的方向。气囊医用导管经过表面处理、清洗后,往往经过长时间干燥,气囊边缘偶尔会出现局部龟裂,容易导致气囊爆裂。如何通过技术的突破,克服气囊龟裂,是确保气囊导管产品临床安全使用重要改进方向。
4.2 过敏症
医用导管与其他天然胶乳制品一样,临床使用中易导致少数患者产生皮肤痒、发炎、起疙瘩、长水泡等症状[15]。天然胶乳制品生产过程中添加的一些助剂可能引起过敏症[16],但研究表明,天然胶乳制品中含有的水溶性蛋白质才是引起过敏的主要因素,且天然胶乳制品中水溶性蛋白质的总残留量与过敏反应出现的频率及严重性成正相关关系[17]。
生产企业通过加强医用导管半成品湿凝胶沥滤、对产品进行水煮硫化来尽可能降低水溶性蛋白质及水溶性非胶组分的含量,并通过氯化处理形成防止蛋白质迁移的阻断层、进行表面硅涂层处理增加生物相溶性等措施,最大限度地降低过敏症。但要有效杜绝医用导管的过敏症,有赖于工艺成熟、成本合理、能被市场接受的低蛋白天然胶乳的成功开发,取代天然胶乳作医用导管原材料,而目前国内外关于低蛋白天然胶乳的研究仍停留在基础理论阶段[18]。
5 结 语
随着气囊导尿管系列产品在国内的成功开发和产业化,带动了其他气囊医用导管的发展,为提高国内医疗技术水平作出了贡献。作为二类医疗器械的气囊医用导管产品,其质量关乎患者的生命健康,各气囊医用导管生产企业、科研单位有义务不断改善和提高气囊医用导管产品的质量,使患者能够安心使用。
[1] 罗明超, 廖小雪, 赵艳芳、廖双泉. 天然胶乳共混改性的研究进展[J]. 橡胶工业, 2012, 59(11):693-697.
[2] 李志锋. 胶乳气囊导尿管国内生产概况[J].特种橡胶制品, 2013, 34(1):75-80.
[3] 耿继文. 天然胶乳积层制品的脱层研究[J]. 特种橡胶制品, 2004, 25(1):28-29.
[4] 君轩. 特种天然胶乳[J]. 世界橡胶工业,2009, 36(10):49-50.
[5] 童榕艳,徐瑞华,周玉甩.双囊三腔管压迫止血术不同牵引力的临床比较[J]. 护士进修杂志,2007, 22(14):1324-1325.
[6] Le R Y,Ehabe E,Sainte B J,et al.Seasonal and Clonal Variation in the Latex and Raw Rubber of Hevea Brasiliensis[J]. Journal of Rubber of Research,2003(3):142.
[7] Ferreira M,Moreno R M B,Goncalves P de S,et al.Evaluation of Natural Rubber from Clones of Hevea Brasiliensis[J]. Rubber Chemistry and Technology, 2002(75):171-177.
[8] Moreno R M B,Ferreira M, Goncalves P de S,et al.Avaliacao do Latex eda Borracha Natural de Clones de Seringueira no Estado de Sao Paulo[J]. Pesquisa Agropecuana Brasileira,2003(38):583.
[9] 何映平. 天然橡胶加工学[M]. 海口:海南出版社,2007:30-37.
[10] 李普旺. 化学刺激割胶对浓缩胶乳及其硫化胶乳胶膜性能的影响[D]. 海南:华南热带农业大学, 2004.
[11] 王木生, 江惠群. 不同天然橡胶品系、气候和物候的农业因素对硫化胶乳性能的影响[J]. 热带作物学报, 1995, 16(2):39.
[12] 化工部株州橡胶塑料工程研究设计院.乳胶行业目前使用的天然胶乳质量分析[J]. 特种橡胶制品, 2000, 21(1):55-58.
[13] 李志锋, 黄茂芳, 许逵, 等. 改善胶乳三腔双囊胃管质量的生产工艺研究[J]..特种橡胶制品, 2014, 35(3):61-65.
[14] 袁子成. 胶乳制品工艺学[M]. 北京:农业出版杜,1991.
[15] 袁小龙, 陈鹰.天然橡胶胶乳蛋白质过敏症问题与对策研究综述[J]. 热带作物研究, 1998(1):69-73.
[16] Tan Nee Hong.Highly De-proteinized Natural Rubber Latex Examination Glove Production[C]. International Rubber Conferece (IRC 999),Seoul,1999.
[17] 李普旺,Esah Yip.胶乳手套中总的可溶性蛋白质的测定——RRIM和ASTM测定法的对比[J]. 热带农业工程,2001(2):35-39.
[18] 丁爱武,白先权,李如琅,等.低蛋白天然胶乳制备方法研究进展[J]. 中国热带农业, 2013(2):25-27.
[责任编辑:朱 胤]
Domestic Development Situation of Latex Aerocyst Medical Catheters
Li Zhifeng, Yang Ziming, Li Puwang
(agriculture Products Processing Research Institute,chinese academy of Tropical Sciences ,Zhanjiang 524001,China)
Тhe domestic development situation of latex aerocyst medical catheters(aerocyst medical catheter for short) was mainly summarized, including their development, application, typcs of structure, specifications varieties and production process characteristics.The development and change of the production equipment and technology were illustrated. Furthermore, the domestic balloon catheters, thedevelopment and change of the production equipment and technology of the domestic aerocyst medical catheters over the years were intriduced. The main quality problems feedback in clinical using, damage and the solution were also explained. In addition, the quality improvement direction of aerocуst medical catheters was presented in the paper.
Natural latex; aerocyst; Medical catheter; Development
TQ 336.6
B
1671-8232(2014)11-0051-07
2014-08-10
中国热带农业科学院橡胶研究所基本科研业务费专项(Nо. 1630022013019)资助; 海南省国际科技合作专项(KJHZ2014-10)资助;湛江市非资助科技攻关计划项目(Nо. 2013В01083)。
李志锋(1966 — ),男,工程师,研究方向为胶乳制品生产技术。
猜你喜欢
世界中医药(2022年21期)2022-12-08 12:45:54
中国民间疗法(2021年6期)2021-06-09 06:19:20
中国调味品(2021年3期)2021-03-31 17:20:48
橡胶工业(2018年11期)2018-07-23 07:34:10
石油沥青(2018年3期)2018-07-14 02:19:18
教育教学论坛(2017年43期)2017-11-08 23:37:16
农业与技术(2017年4期)2017-04-05 12:25:02
大豆科技(2015年5期)2015-12-29 12:09:26
橡塑资源利用(2015年1期)2015-12-24 06:29:17
橡胶工业(2015年4期)2015-07-29 09:17:08
