
往复走丝电火花线切割加工工作液寿命检测及机理研究
2014-04-14 00:55夏丽霞刘志东李明明王威
电加工与模具 2014年6期
夏丽霞,刘志东,李明明,王威
(南京航空航天大学机电学院,江苏南京210016)
往复走丝电火花线切割加工工作液寿命检测及机理研究
夏丽霞,刘志东,李明明,王威
(南京航空航天大学机电学院,江苏南京210016)
进行了往复走丝电火花线切割加工工作液的寿命试验,分析了工作液寿命与脉冲概率之间的关系。从工作液的性能及其对极间放电特性的影响角度,分析了工作液失效前后的极间状况和放电特性,提出工作液寿命最终体现在放电脉冲概率方面,并与其呈现一定的关系。研究了往复走丝电火花线切割加工的有效放电脉冲概率与切割效率的变化关系及其对加工表面质量的影响,结果发现:当有效放电概率小于70%时,切割效率降低,加工表面质量变差,可作为判断工作液失效的指标。据此研制了工作液寿命的检测装置,该装置可有效实时监控工作液的寿命状况。
电火花线切割加工;工作液;寿命;概率检测
往复走丝电火花线切割加工专用工作液的使用已有50年的历史。工作液是电火花线切割加工中必不可少的放电介质,其性能直接影响加工过程的进行,对加工效率、精度、表面质量及稳定性等工艺指标都有着不同程度的影响[1]。然而到目前为止,往复走丝线切割加工工作液的使用寿命依然是一个模糊不清的概念,操作人员大多采用观测工作液的颜色、味道、黏度及是否有沉淀等非定量指标[2-3]来判断工作液是否失效,这完全依靠操作人员的经验,不易掌握。陆霖琰等[4]通过比较复合工作液电导率、蚀除产物浓度、pH值、黏度与切割效率的变化关系,指出电导率可作为衡量工作液失效的指标;刘志东[5]指出当工作介质加工效率降低15%~20%、断丝频率增加或出现烧丝等情况时,就认为工作介质已失效;李明明等[6]通过研究复合工作液连续切割中切割效率和蚀除效率的变化,得出蚀除效率作为复合工作液寿命的表征指标更为科学。但在实际加工中,工作液的电导率与工作液的成分、水质、品种、使用浓度等有关[7-8],因此用以完全表征工作液寿命指标不具有通用性;切割效率与蚀除效率在某些程度是能表征工作液寿命的,但在实际加工中,由于切割的材料、厚度等不同,切割轨迹非直线等也使计算结果没有统一标准,因此作为表征指标也有一定难度。本文从电火花线切割加工极间放电本质特性出发,提出了一种全新的基于电流脉冲概率的检测方法以判断工作液是否失效,其能实时准确地反映出当前加工所处的状态,并能及时检测出工作液的使用寿命情况。
1 试验系统及工作液寿命
采用HF320Z型往复走丝电火花线切割机床,配09型智能脉冲电源,其表现在于当检测到短路波形时会自动切断脉冲电源输出,以减少短路电流。加工现场见图1,试验条件及切割参数见表1和表2。
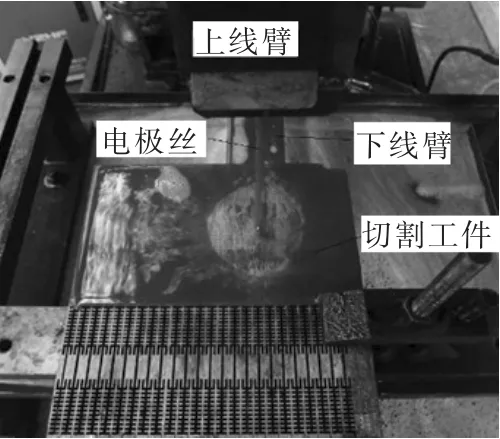
图1 加工现场照片
表1 试验条件

表2 切割电参数
试验通过UT2062B数字存储示波器随机截取100个放电脉冲来检测其有效放电脉冲利用率。从复合工作液连续加工过程的放电脉冲波形可看出,刚开始切割时,脉冲利用率较高,达到95%~99%,且击穿延时较多,短路波形很少,说明此时的极间状态及工作液的洗涤、冷却及消电离特性很好(图2a);随着加工的进行,当切割到40万mm2时(图2b),脉冲利用率降低到85%左右;切割到60万mm2时(图2c),脉冲利用率仅为70%,击穿延时很少,短路波形所占比例很大,说明此时的极间状态已经恶化,蚀除产物不能及时排出,且消电离效果变差,导致加工过程中短路及微短路次数增多,能量得不到充分利用,加工表面易产生烧伤,切割效率降低。由此可知,此时工作液已经失效。
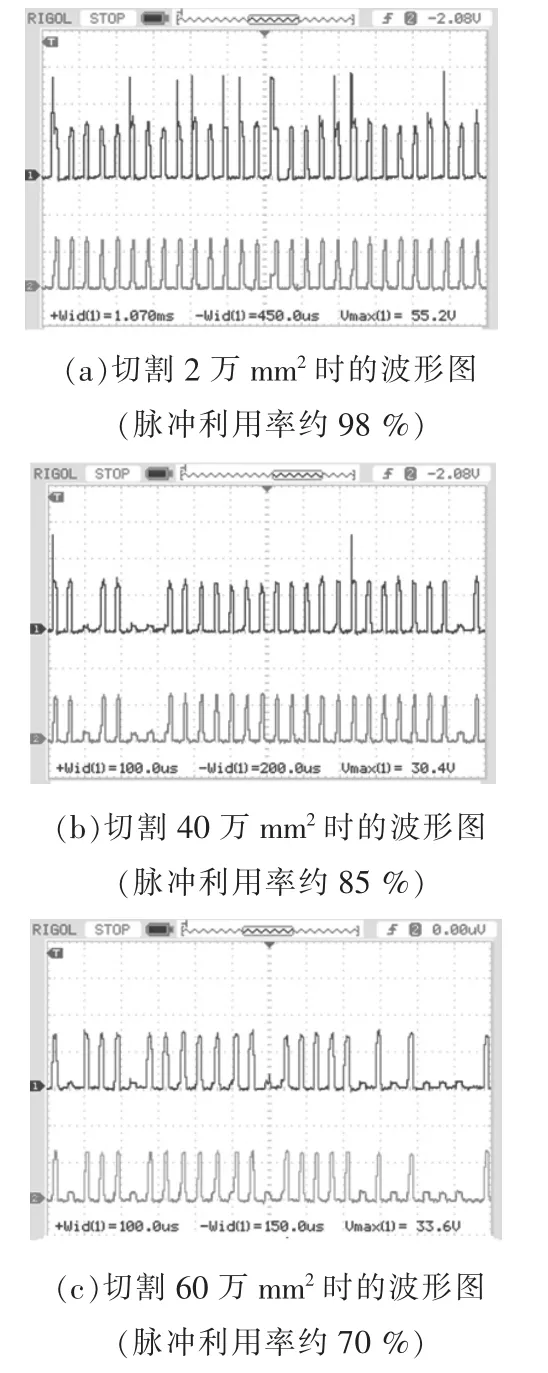
图2 加工过程波形统计
切割效率与脉冲利用率的关系见图3,可以看出,当脉冲利用率为70%时,切割效率只有119 mm2/min,比加工刚开始时降低了19%。工件正常切割及工作液失效后的切割表面照片见图4。
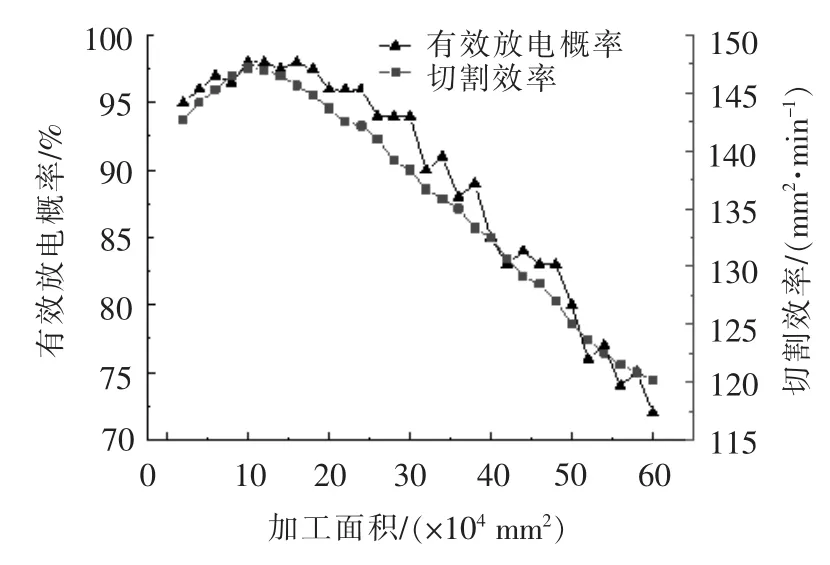
图3 切割效率与脉冲利用率的关系
图5为对应图4所示切割表面的微观照片。可看出,正常切割时的工件表面较平整、光滑,且色泽亮白,此时工作液性能良好,极间的冷却、排屑、消电离、洗涤效果等都处于良好状态(图5a);当工作液经较长时间切割后,工件表面出现残留的液滴,色泽较暗淡,此外还滞留一些烧焦的微碳粒,说明此时工作液的冷却性能恶化,蚀除产物不易排出,堵塞在切缝内,工作液在放电高温下形成微碳粒,造成工件表面烧伤,破坏了工件表面的完整性(图5b)。
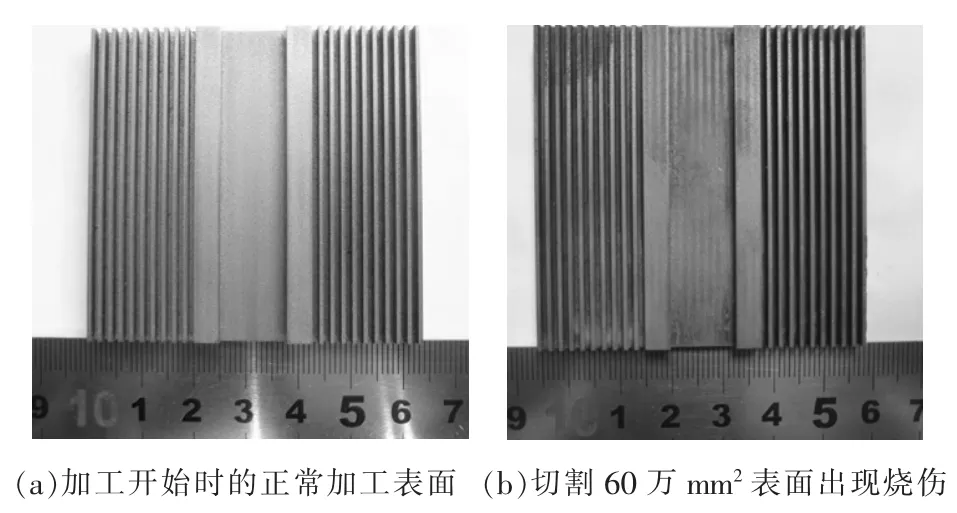
图4 复合工作液切割的工件
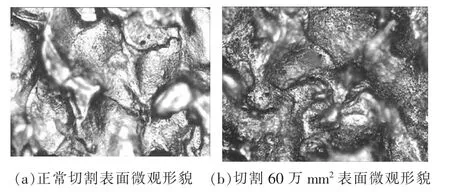
图5 表面微观形貌(600×)
从上述分析可知,不论加工材料、变截面、丝的张力等因素如何影响,只要选用合适的参数进行加工,使加工处于稳定状态的前提下,放电概率就能实时监控工作液的寿命。当脉冲利用率低于70%时,切割效率很低,且工件表面会出现烧伤等痕迹,加工工件的表面质量也会变差。因此,可选择70%的放电概率来判断工作液是否失效。
2 工作液失效的微观机理分析
工作液在刚开始使用时,其冷却、洗涤性能都很好,可维持放电间隙内介质的流动性,使电极丝与工件在极间充满工作介质的条件下进行正常放电,放电后产生的蚀除产物能及时地被工作液带走,工作液也能及时对极间进行冷却及消电离,其极间加工状态见图6a,所以有效放电脉冲概率可达90%以上。随着加工的延续,首先工作液中的蚀除产物增多,且洗涤性降低,电导率也会逐步上升,蚀除产物堵塞切缝的趋势增加,使间隙消电离变差,且易产生短路、二次放电及烧伤,这种现象在电极丝出口处更加明显(图6b);此时,如果仍按原来的进给速度进给,由于放电蚀除能力降低,必然出现短路。为了在这种条件下仍能维持正常进给,就必须降低进给速度,由此必然导致有效放电脉冲的减少;同时,因为极间的状态处于一种逐渐恶化的趋势且不稳定,必须采取欠跟踪的方式来维持加工的延续。因此在实际加工中,宏观上体现出切割效率降低,而从脉冲波形上看,一般是有效脉冲放电比例减少,空载及短路脉冲概率上升。
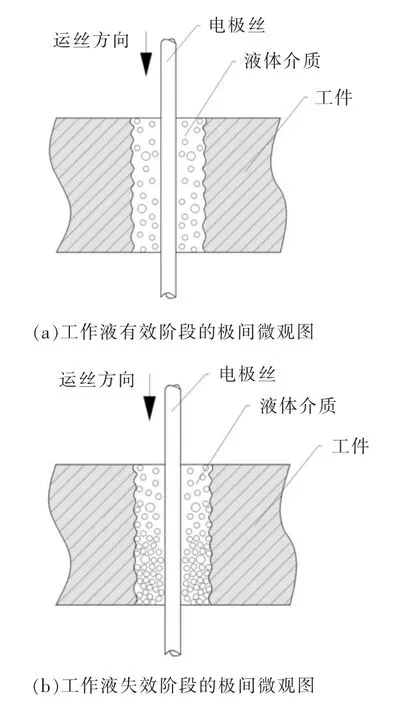
图6 工作液失效原理图
3 放电概率检测装置的工作原理
分析表明,工作液在使用过程中,有效脉冲利用率是逐步降低的。由于试验采用的智能电源在遇到短路时能主动切断脉冲能量输出,故在加工过程中可通过检测相应的电流脉冲概率或无脉冲电流概率在整个取样时间内占总脉冲的百分比来表征放电加工的状况,并以此评估工作液的使用寿命。基于该特性进行有效脉冲概率的采集,设计的有效脉冲电流采样系统结构见图7,检测流程见图8。
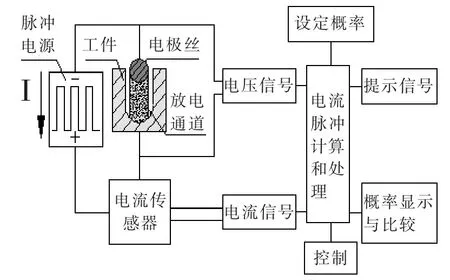
图7 有效脉冲电流采样系统结构框图
先给系统设定一个有效放电电流脉冲概率的初始值,在加工过程中,实时地对电压、电流脉冲进行取样,计算出脉冲电流数占一个采样周期内的脉冲的比例数。如果脉冲比例大于设定值,则表示工作液工作正常;如果有效放电脉冲数小于设定值,可选择调整切割参数,使切割正常进行或更换工作液。试验加工装置结构见图9,脉冲概率采样装置见图10。在试验加工中,从脉冲电源的正极经电流取样电路可得到电流信号;从进电块和工作台之间或直接从脉冲电源取出信号经电压取样电路可得到电压信号;同时,经信号处理可得电流脉冲概率或无脉冲电流的概率。
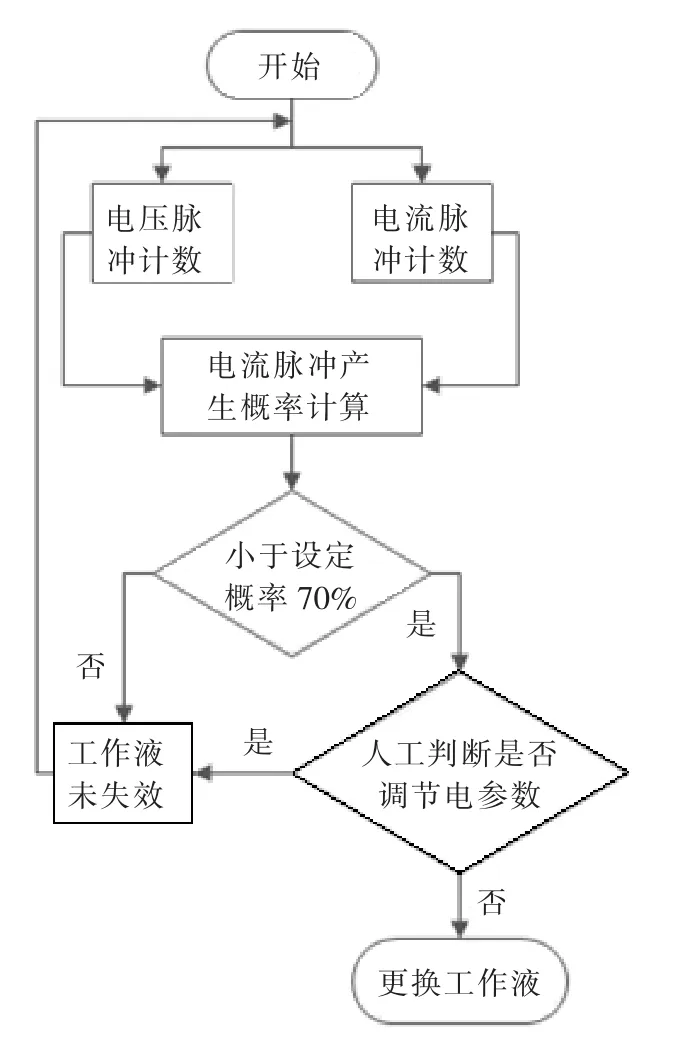
图8 有效电流脉冲检测流程图
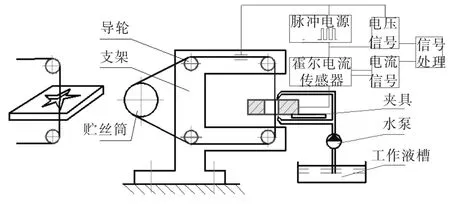
图9 试验加工装置结构示意图

图10 脉冲概率采样装置
4 试验结果与分析
采用本装置可在加工过程中实时得到有效放电脉冲概率,以实时反映出加工的状态。按表1、表2所示的加工条件,采用脉冲概率采样装置进行脉冲概率的检测,得到如图11所示的放电概率曲线。可看出,其体现的放电脉冲概率与图3所示的人工获取的脉冲概率十分吻合,因而可对工作液寿命进行预测。
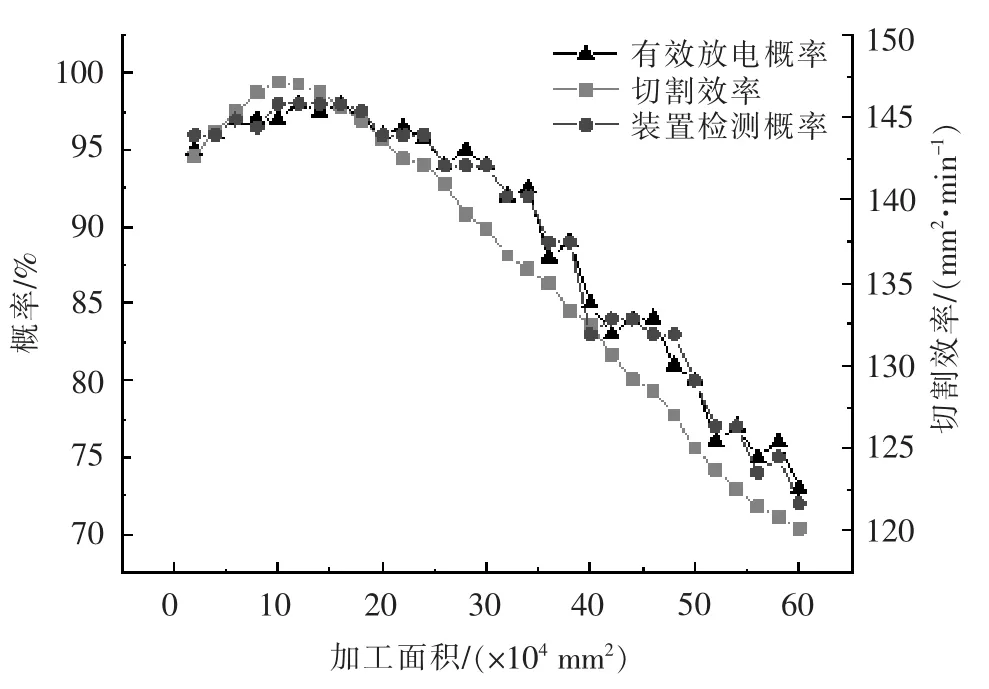
图11 有效放电概率与切割效率关系图
5 结论
(1)工作液失效的实质就是有效放电脉冲概率的降低,因此可用有效放电脉冲概率来表征工作液的寿命。
(2)有效放电脉冲概率小于70%时,切割效率低,加工表面质量差,可认为工作液失效。
(3)设计的脉冲概率采样装置能准确检测出放电脉冲数或无脉冲电流数,以实时监控工作液的寿命状况。
[1]吴长有,赵秋霞.工作液对线切割加工的影响及应用[J].职业技术,2006(18):62.
[2]史会,赵婷.工作液在线切割加工中的应用[J].中国教育技术装备,2006(9):49.
[3]魏引焕,张晓燕,曹博涛.工作液性能对线切割加工质量的影响[J].煤矿机械,2008,29(2):82-84.
[4]陆霖琰,刘志东,田宗军,等.高速走丝电火花线切割工作液失效研究[J].中国机械工程,2011,22(15):1793-1797.
[5]刘志东.高速走丝电火花线切割工作介质性能要求研究[J].航空精密制造技术,2006(6):29-32.
[6]李明明,刘志东,李凌铃,等.往复走丝线切割复合工作液寿命表征的研究[J].电加工与模具,2014(2):14-17.
[7]金玉惠,祁云燕,吴栩栩,等.乳化液的电导率对线切割加工的影响[J].机械工艺师,1987(7):28-29.
[8]蔡乐安.连续加工中线切割工作液对加工的影响[J].电加工与模具,2002(4):21-24.
Research on the Detection and Mechanism of Dielectric Fluid's Life in HSWEDM
Xia Lixia,Liu Zhidong,Li Mingming,Wang Wei
(Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China)
Life test of dielectric fluid in high speed wire-cut electrical discharge machining (HSWEDM)was carried out to analyze the relationship between the dielectric fluid life and the discharge pulse probability.In terms of the working fluid properties and the effect on the discharge characteristics of discharge gap,discharge gap and discharge characteristics before and after the failure of dielectric fluid were analyzed.The relationship between the dielectric fluid life and the discharge pulse probability was proposed.The relationship between the discharge pulse probability and the cutting efficiency and surface quality was studied,when the effective discharge pulse pro-bability is less than 70%,the cutting efficiency is reduced and the surface quality becomes poor,which can be used as the index of the failure of dielectric fluid.Whereby the device of detecting the dielectric fluid life was invented which can monitor the life condition of dielectric fluid effectively.
WEDM;dielectric fluid;life;probability of detection
TG661
A
1009-279X(2014)06-0021-04
2014-09-06
夏丽霞,女,1988年生,硕士研究生。
猜你喜欢
金属加工(热加工)(2022年7期)2022-07-12
电力大数据(2021年4期)2021-07-29
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
西南石油大学学报(自然科学版)(2015年3期)2015-04-16
中华结直肠疾病电子杂志(2014年1期)2014-01-22
中国氯碱(2011年11期)2011-08-15
