
大平面电火花磨削加工原理与设计
2014-04-14 00:55耿其东汪炜王昆
电加工与模具 2014年6期
耿其东,汪炜,王昆
(1.南京航空航天大学机电学院,江苏南京210016; 2.盐城工学院机械学院,江苏盐城224051)
大平面电火花磨削加工原理与设计
耿其东1,2,汪炜1,王昆1
(1.南京航空航天大学机电学院,江苏南京210016; 2.盐城工学院机械学院,江苏盐城224051)
采用普通机械磨削方法加工大平面的硬脆材料,往往效率低、成本高。在分析电火花磨削加工特点的基础上,提出了大平面电火花磨削加工的原理,设计出相应的加工装置。经实验验证,该设计方案可行,加工效果较好。
大平面;电火花磨削;碳化硅
随着人们对空间探索的不断深入,普通的光学材料往往不能适应当前空间光学系统的需求。碳化硅(SIC)材料以其高弹性模量、低密度、低热膨胀系数等一系列优秀的物理性质,越来越受到各国航天科研工作者的青睐。但由于碳化硅反射镜的尺寸较大,加之材料硬度高、脆性大等特点,使碳化硅反射镜的加工难度很大。传统的加工方法主要采用机械磨削,由于碳化硅硬度紧次于金刚石,故机械磨削时磨具损耗大,加工效率低、成本高。
在碳化硅中大量掺杂硼、铝或氮,可使掺杂后的碳化硅具备数量级能与金属比拟的导电率,利用放电加工的方式可对其进行加工。电火花磨削是利用工具电极和加工工件同时回转运动实现放电加工的方法。加工电极与工件材料不直接接触,加工时不产生宏观应力。加工效率比传统机械磨削高,工件表面完整性好,加工成本低。研究表明,电火花磨削是解决碳化硅材料加工的有效方法。为了能实现大尺寸的平面加工,需对现有的机床设备进行改造。此外,为了保证稳定的放电状态,设计可靠的放电检测系统和伺服系统也很重要。目前,国内外对此类电火花磨削加工方面的研究相对较少,本文将介绍如何实现大平面的电火花磨削加工方法。
1 大平面电火花磨削加工原理
由于大平面加工面积较大,不能一次加工完成,需经过几次换刀和装夹,加工效率低且成本高。采用电火花放电方法加工碳化硅等硬脆材料时,可将工具电极和加工工件同时作回转运动,大平面加工原理见图1。大平面加工时,工具电极作旋转运动n1,加工工件作旋转运动n2;先加工平面的外圈,逐步加工至内圈;工件还可作两个方向的进给运动,从而保证整个平面都能完成加工。总体上,大平面的电火花磨削加工与普通电火花加工原理基本相似,但也有一些特点:①工具电极旋转运动,使放电间隙不断变化;②由于工具电极与加工工件之间的相对运动,使放电通道和放电点的位置不断变化。

图1 大平面加工原理图
电火花磨削加工大型平面示意图见图2。电火花磨削结合了普通磨削加工和电火花加工的特点,可加工硬脆材料。工具电极由旋转头带动产生回转运动,伺服系统完成工具电极的进给。工件由回转台带动产生旋转运动,回转台安装在工作台上,可进行左右移动。脉冲电源一端接工具电极,另一端接加工工件。在电火花放电加工时,冲液装置完成对电极的冲液。
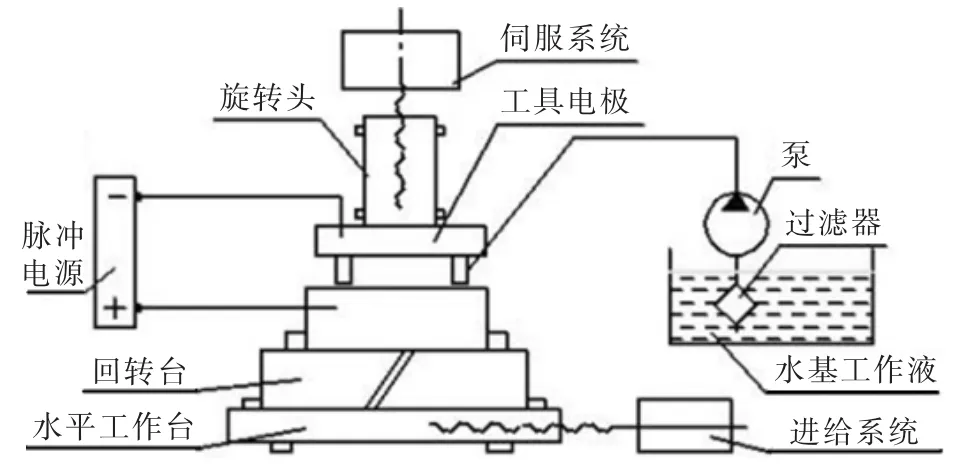
图2 大平面电火花磨削加工示意图
工具电极与加工工件作相对运动,使放电通道不固定,放电点随着工具和工件的相对旋转运动而不断变化;此外,由于使用冲液加工,使气泡、切屑等杂质能迅速从放电间隙中排出,并带走了加工时产生的热量,从而使电弧放电的概率变小。考虑到上述原因,电火花磨削伺服进给系统的设计存在一些特殊性。
2 影响电火花磨削加工的主要因素
对于大型平面电火花铣削加工而言,加工效率一直是人们关心的重点。电火花磨削加工效率主要受到电火花磨削加工电源的脉冲宽度、峰值电流及占空比的影响,还受到电火花放电面积和电极进给速度的影响。其中,峰值电流对电火花磨削加工效率的影响最大,它主要影响加工速度,而加工速度直接影响材料去除率。由于加工面积较大,为了提高材料去除率需增大峰值电流。对于单个脉冲而言,主要通过提高脉冲峰值电流和增加脉冲宽度,但在实际加工中,电流又常用电流密度来衡量。电流密度是粗加工工艺标准选择的重要依据,它反映了放电过程中单位面积电极上所能承受的电流。
粗加工一般用来去除大的加工余量,希望尽可能地提高工件材料的蚀除率和尽可能地减小工具电极的损耗率,因此通常采用大的加工电流,可达几十安培。在选择电规准时应保证加工电流等于或稍低于最大允许电流。半精加工和精加工时,除了采用小的加工电流,还需降低工具电极与加工工件的回转速度及电极的进给速度。
加工表面还受伺服系统响应速度和安装精度的影响。由于工具电极在加工过程中会发生损耗,如果伺服系统不能及时地进给补偿损耗部分,加工出来的工件表面会出现坑坑洼洼的现象,对表面质量有很大影响。因此,在实际加工时也要把该因素考虑进去。
工具电极的形状对加工效率也有一定的影响。由于工具电极和加工工件都在作回转运动,相互接触的部分在不断变化,加工时若要电极放电稳定且材料去除均匀,在设计电极时就需考虑电极的形状,如仿照铣刀形状设计工具电极。
综上所述,大型平面电火花磨削加工的影响因素较多,在实际加工中往往是多种因素共同作用的结果,需通过大量实验进行验证。
3 大型平面电火花磨削加工系统的设计
3.1 电火花磨削加工系统的总体结构
对于大型平面的加工,通常采用传统的磨削方法,成本高、效率低,特别对于难加工材料效率更低。而采用电火花磨削加工方法,不仅可加工硬脆难加工材料,还能降低成本、提高效率。本文在对普通铣床改造的基础上设计出电火花磨削加工系统的原理样机。该设备能实现大型平面的电火花磨削加工,节约了实验成本,同时也达到较好的加工效果。该加工系统主要由机械和电气部分组成,机械部分主要包含机床本体、回转台和水平进给系统;电气部分主要包含伺服系统、冲液系统和脉冲电源等。电火花磨削加工装置见图3。

图3 电火花磨削加工装置
3.2 机械结构的设计及组成
整个设备的改造以万能摇臂铣床为基础,摇臂头可前后伸缩,满足大平面加工要求。在铣床夹头下方装有坐标轴工作台,可实现单方向的进退;在工作台上方装有能实现回转运动的分度盘,工作台的移动和回转分度盘的旋转都由步进电机驱动。将铣床的铣刀换成一定结构的紫铜电极,考虑到加工表面较大,在设计工具电极时,需将电极盘尽量设计得大一点,电极盘的直径通常为工件直径的1/6,电极盘的形状类似铣刀形状。
考虑到电极进电的问题,在铣床主轴头上装有碳刷装置。工件安装在分度盘上,分度盘由步进电机带动旋转。利用铣床主轴、分度盘的旋转及工作台的进给,可实现大平面加工。在实际加工中,还需考虑电极冲液的问题。工作液由高压泵输送到电极与工件的间隙处,高压泵配有调节阀,可在线调压。在工作台周围留有导向槽,电解液顺着导向槽流入回收箱。在电火花磨削过程中,电解液沿着电极的旋转方向进行冲液,由于加工速度较慢,冲液压力一般不需太大。电极与工件之间存在相对运动,因而放电过程较顺畅。
3.3 伺服及运动控制
伺服控制是电火花放电加工能否顺利进行的关键。为了使电极与工件之间保持一定的放电间隙,伺服系统需具有一定的稳定性和可靠性。电极与工件之间维持一定的放电间隙,电火花加工就能得到一个最大的蚀除速度,还能根据放电状态的好坏自动调整放电间隙,保证加工稳定进行。在大平面电火花磨削加工中,由于加工面积较大,电极损耗较严重,加工表面的形状误差很大。为了提高加工表面质量,可采用整体补偿的方法。伺服控制主要由铣床的主轴完成,工作台的运动控制主要保证放电的稳定性,即发生短路或拉弧时,工作台迅速回退。
4 结语
碳化硅硬脆材料的大平面加工将是今后科研工作者研究的热点,寻找到合适的加工方法是解决该问题的关键。通过对万能摇臂铣床进行改造,设计相应的进给系统、冲液系统及伺服控制系统,可实现大型平面的加工。加工表面质量较好、效率较高、成本较低,但该装置加工精度不高等问题还有待改进。
[1]李朝强,王春生,彭晓红.电火花铣削加工的原理与设计[J].中国高新技术企业,2009,128(17):38-39.
[2]霍孟友,张建华,艾兴.电火花放电加工间隙状态检测方法综述[J].电加工与模具,2003(3):17-20.
[3]张桂香,赵庆志.电火花磨削加工状态的识别与伺服控制[J].制造技术与机床,2007(1):62-64.
[4]张勤俭.电火花磨削过程的计算机动态仿真及其软件开发[J].电加工与模具,2005(2):21-23.
[5]Zhao Y,Kunieda M,Abe K.Experimental investigations into EDM behaviors of single crystal silicon carbide[J]. Procedia CIRP,2013,6:135-139.
The Principle and Design of Large Flat Electrical Discharge Grinding
Geng Qidong1,2,Wang Wei1,Wang Kun1
(1.Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China;2.Yancheng Institute of Technology,Yancheng 224051,China)
As for as flat-stone milling of hard and brittle materials,mechanical grinding is a solution,but it has often low efficiency and high cost.Based on analyzing the characteristics of electrical discharge grinding,the principle of large plane electric spark processing is proposed and the corresponding machining device is designed.It proves that the design scheme is feasible and has better processing results by experimental verification.
large plain;electrical discharge grinding;silicon carbide
TG661
A
1009-279X(2014)06-0019-02
2014-09-16
耿其东,男,1979年生,讲师、博士研究生。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
哈尔滨轴承(2022年1期)2022-05-23
核科学与工程(2021年4期)2022-01-12
陶瓷学报(2021年5期)2021-11-22
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
