
冷连轧机开卷机卷筒主要参数的计算与分析
2014-04-10 01:16孙鹏
有色金属加工 2014年2期
孙 鹏
(洛阳有色金属加工设计研究院,河南 洛阳 471039)
开卷机是冷连轧带材生产线上的关键设备之一,轧制过程中与轧机建立后张力实现稳定轧制。开卷机的组成部分中,卷筒是与料卷直接接触、支撑铝卷承担载荷的零部件。现代化高速铝带冷连轧机组中,开卷卷筒通常采用四棱锥卷筒结构,其形状对称、动平衡性能好且涨缩量大,本文对其结构特点和相关零件的强度计算方法进行分析探讨。
1 卷筒结构
图1卷筒结构图是为某厂设计的 1700冷连轧开卷机卷筒所采用的方案图。从图1看出, 涨缩缸推动芯杆轴向移动,芯杆轴向移动钩住楔形块作轴向移动,在楔形块的作用下,斜滑块产生径向位移,顶着扇形板径向移动,完成卷筒涨径缩径。卷筒胀开时芯杆受拉力,其稳定性较好。由此结构分析可看出,回转缸的缸径拉力、缸径计算及斜块滑块、楔形块剪切、挤压力的计算对卷筒的正常工作起到关键作用。

图1 卷筒结构图
2 涨缩缸拉力及缸径计算
如图2所示,带材外径上作用开卷张力T。卷材内径与卷筒之间靠卷筒胀开,产生足够的摩擦力F所形成的力矩与张力所形成的力矩平衡。摩擦力F由正压力产生,即T×D=F1×μ1×d;式中,T为带材的最大张力120kN;D为带材的最大直径1850mm;F1为带材与卷筒之间的压力;μ1为带材与卷筒间的摩擦系数,取0.17;d为卷筒的外径510mm;计算求得F1为2560.6 kN。
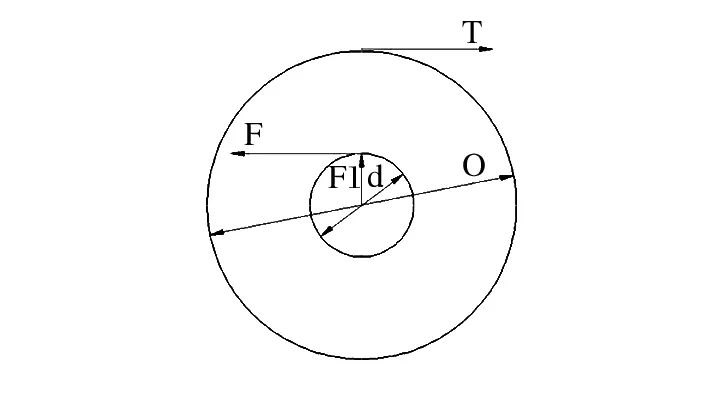
图2 开卷卷筒受力图
图3为卷筒斜楔的受力图,根据图中的平衡关系可列出以下方程:N×cosα=f×sinα+F1,N×sinα+f×cosα=T′,f=N×μ2;式中,N为两斜块之间的压力;α为斜块的倾斜角取15o;f为两斜块间摩擦力;F1为带材与卷筒之间的压力已求得为2560.6kN;T′为空心轴作用在斜块上的水平力;μ2为两斜块间的摩擦系数取0.1;计算求得N=2724 kN,f=272.4 kN。

图3 斜楔受力图
根据图3中下斜块的平衡关系可列出以下方程:S=N×sinα+f×cosα,N′+f×sinα=N×cosα;式中,S为斜块所需拉力;N′为外界作用在下斜块上竖直方向的力,由于斜块是对称布置在卷筒上,最终竖直方向的力将会抵消,因此这里可忽略不计;计算求得S≈968.2kN。
考虑到实际生产中的各种损耗,一般液压缸的拉力都适当放大,这里取F=1.2S,F为液压缸的拉力,计算求得F≈1162kN。根据液压缸压力的计算公式P×π×(R2-r2)=F,式中,P为液压缸压力7MPa;R为回转缸半径;r为芯杆半径60mm;计算求得R≈237.6mm。取R=240mm,则回转缸的直径为D=2R=80mm。
3 斜、滑块及其楔形块强度的计算
3.1 楔形块的计算
图4为斜、滑块及楔形块结构示意图。楔形块在工作时主要受压力影响,只需校核挤压应力即可。楔形块所受挤压应力为σ1=F/A0;式中σ1为楔形块所受挤压应力,F为回转油缸的拉力,A0为楔形块的截面积,由图4得出约为20000mm2;计算求得σ1=59.35MPa
3.2 斜、滑块的计算
斜块和滑块既受剪切又受挤压,挤压力为带材和卷筒间压力(即F1)传递到斜块和滑块上的力,剪切力为空心轴作用在斜块上的水平力(即T′)与带材和卷筒之间摩擦力(即F1×μ1)的合力。

件1-斜、滑块;件2 -楔形块

斜块所受剪切应力为τ1=F2/A2;式中τ1为斜块所受的剪切应力;F2为空心轴作用在斜块上的力与带材和卷筒之间摩擦力的合力,F2=[T′2+(F1×μ1)2]0.5,T′为空心轴在斜块上的水平力约1000kN,F1为带材与卷筒间的压力约为2600kN;μ1为带材与卷筒间的摩擦系数,取0.17;A2为接触面的截面面积;计算求得τ1=22.32MPa。
由上述计算得知,斜、滑块及楔形块满足许用。
4 结束语
通过对冷连轧开卷机卷筒相关主要部件的分析计算,使开卷机结构设计更优化、更合理,也为日后相关轧机开卷机卷筒的设计提供了设计计算依据。
[1]冶金工业有色金属加工设计研究院.板带车间机械设备设计(下册)[M].冶金工业出版社, 1983.
[2]闫开宇.开卷机卷筒涨缩缸推力的确定[J].一重技术,2007,2
[3]周国盈.带钢卷取设备(修订本)[M].冶金工业出版社,1992.
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
中国钢铁业(2022年4期)2022-07-06
中国修船(2022年2期)2022-04-28
考试与评价·高二版(2020年1期)2020-09-10
重型机械(2020年2期)2020-07-24
中国特种设备安全(2019年11期)2020-01-16
阅读与作文(英语高中版)(2019年8期)2019-08-27
新疆钢铁(2016年1期)2016-08-03
