
三球销万向节缺针检测装置的应用
2014-04-09 13:14万向钱潮股份有限公司浙江杭州311215金德阳徐春锋
金属加工(冷加工) 2014年9期
万向钱潮股份有限公司(浙江 杭州 311215) 王 生 金德阳 徐春锋
目前,汽车等速驱动轴内三球销总成出厂检验主要包括缺针检测、挡圈是否安装到位检测和打标共3道工序。
传统采用效率较低的手工方式检验,需多次搬运,不仅劳动强度大,而且极易出现因人员疲劳而无法100%挑出缺针的三球销总成,导致客户经常反馈有质量问题。这些问题一直以来是企业想解决的难题。
为解决经常出现的质量问题,缩短检测时间,经分析,设计了一套结构简单、易操作、效率高,保证100%检出问题总成的检测设备。
1.挡圈是否安装到位检测机构
三球销总成安装过程中如挡圈没安装到位将直接导致滚针掉落,严重影响产品质量。因此需要对挡圈是否安装到位进行检测。采用的检测方案是对三球销3只脚进行拉拔试验,如3只脚都未被拉出,则说明总成所有挡圈都安装到位 (见图1a),则设备无报警;如拉拔过程中有1只脚上球环被拉出,则检测出有挡圈未安装到位 (见图1b),设备自动报警。

图1
2.缺针自动检测机构
检测缺针时,首先检测气缸向下,使得顶针头部插入总成滚针间间隙,如缺针则顶针可直接插至底部,传感器灯不亮,报警红灯亮;如不缺针则顶针不能完全插至底部,且传感器灯亮,无报警 (见图2)。同时为保证顶针头能准确插入到滚针间隙内,避免出现顶针顶在滚针中心状况,在工件底部安装有顶料气缸,使得在检验过程中顶料气缸会连续上下窜动3次。
3.应用PLC可编程控制器控制技术
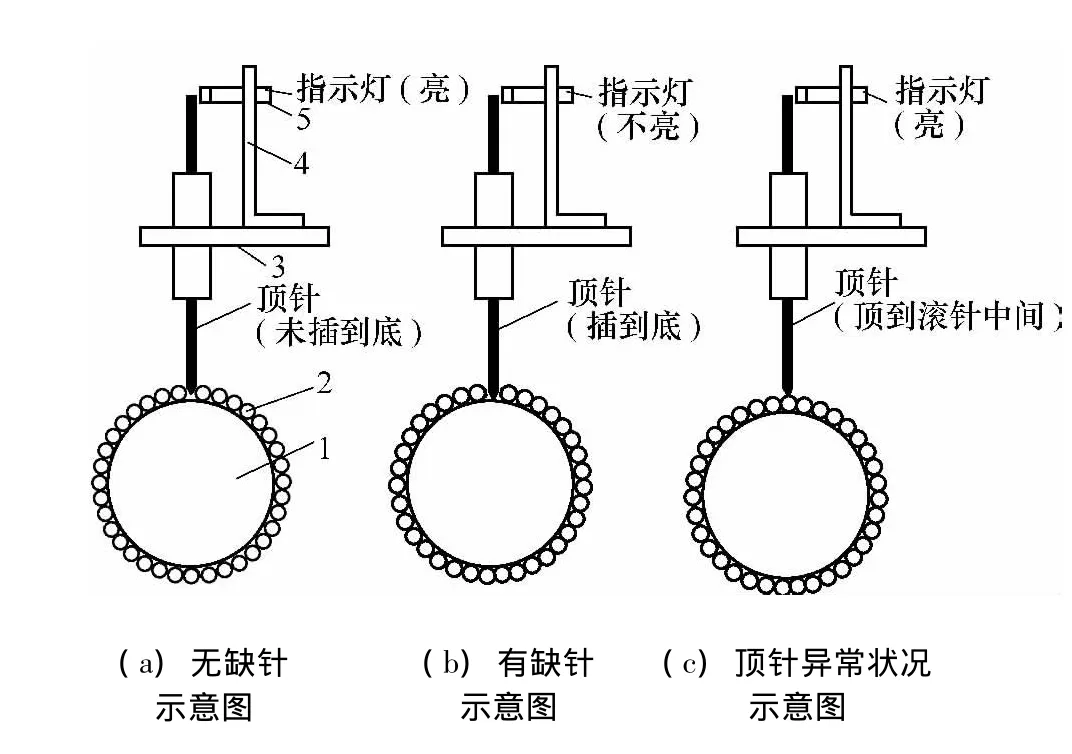
图2
为适应该设备自动化要求,在控制方面采用大量传感器、接近开关、气缸,并由PLC进行控制,提高了设备电器运行稳定性,降低了设备故障率(见图3)。
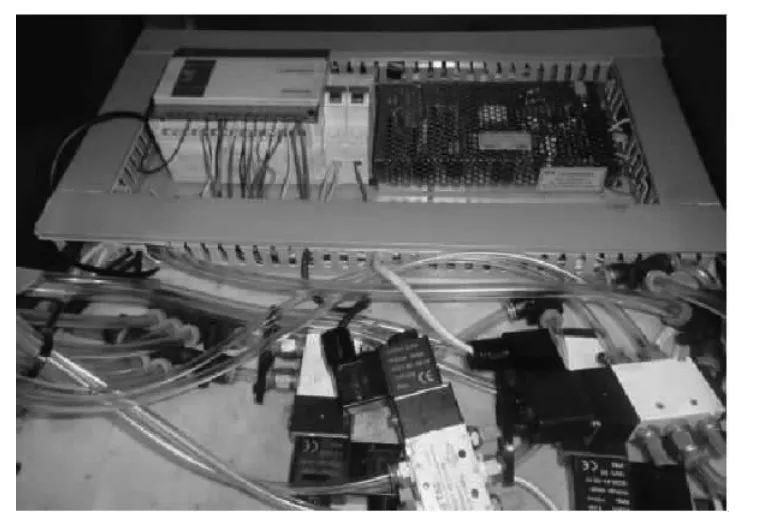
图3
4.采用光感安全装置
该设备配有进口光控传感器 (见图4),当设备在运行过程中,身体任何部位靠近时,光控传感器会产生信号终止设备运行并复位,避免安全事故发生,保证操作人员人身安全。
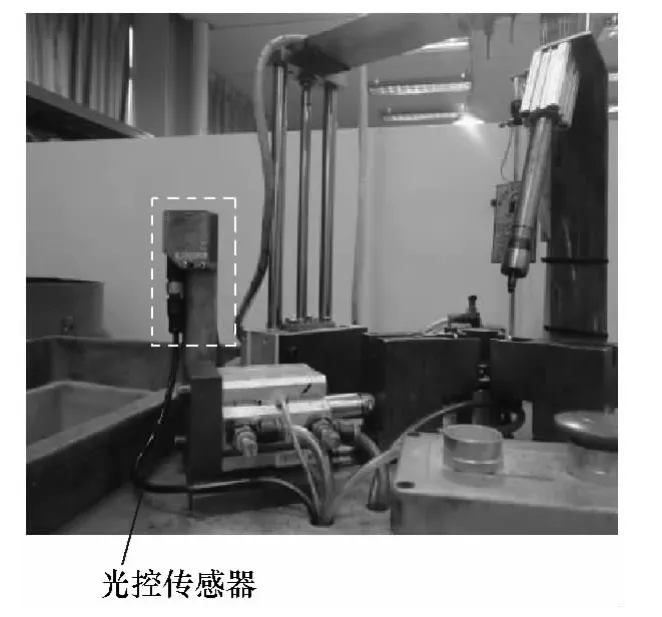
图4
5.手动/自动切换模式
该设备有两种运行模式,当操作人员进行正常操作时选择自动模式,设备自动完成一次所有检验后停止;当设备需要调试时切换至手动模式,可完成手动每单个动作操作 (见图5)。使得维修调试更加方便。

图5
6.打标装置
当三球销总成完成挡圈拉拔检验及缺针检验,并且检验都合格后,气缸带动记号笔对合格工件打印合格标记 (见图6),避免合格产品与未检验产品混淆,导致质量无法保证。

图6
7.结语
三球销万向节缺针检测装置综合了缺针检测、挡圈是否安装到位检测和打标3道工序,比传统手工方式检验效率高,劳动强度低,可100%挑出缺针的三球销总成,减少了客户抱怨。
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
装备制造技术(2021年5期)2021-08-14
微特电机(2021年7期)2021-07-22
读友·少年文学(清雅版)(2020年4期)2020-08-24
读友·少年文学(清雅版)(2020年3期)2020-07-24
读友·少年文学(清雅版)(2020年2期)2020-06-15
轴承(2019年5期)2019-07-23
家教世界·创新阅读(2009年5期)2009-05-26
