
薄壁套内孔磨削胎具
2014-04-09 13:13:54鸡西煤矿机械有限公司黑龙江158100何燕成
金属加工(冷加工) 2014年8期
鸡西煤矿机械有限公司(黑龙江 158100) 何燕成
哈尔滨第一机械集团六分厂(黑龙江 150056) 孙丽华
黑龙江省中能控制工程有限公司(哈尔滨 150060) 何岩松
当采用三点夹紧薄壁套外径对内孔进行磨削时,由于薄壁工件刚性差,工件精度要求高,夹持力的大小不易掌握,往往由于夹紧力的集中和导热不均,而引起工件的弹性变形和塑性变形,使加工件内孔呈三角棱圆或椭圆等形状,难以达到工件精度要求,必须解决这个问题。从薄壁套结构分析来看,正确的夹紧方式和合理的规范对质量可起到极为重要的作用。本文结合实践,从工艺和装备上进行考虑,设计一种在普通内圆磨床上对薄壁套内孔磨削胎具,它有别于一般内圆磨削的特点。使用此胎具加工高精度和低表面粗糙度值的薄壁套零件内孔,可减少以外径定心加工内孔时的复映误差。在无心磨床上按尺寸要求磨出外圆,然后以外圆定位装在胎具上,靠锥度压紧套工件,磨削内孔,各顶参数均可达到图样要求,磨削加工的尺寸均匀一致。
1.薄壁套内孔磨削胎具的设计
(1)薄壁套内孔磨削胎具结构如图1所示。
(2)结构方案:这套胎具主要是利用锥体配合获得不同的内孔尺寸的原理,整体的外锥体不能在锥体上作大行程的滑动,外锥体设计成直面 (见图2),与内锥体线接触,锥度是15°,行程范围40mm,内孔变量Δd=2Ltanα=2×40tan7.5°=10.53mm,确定定位尺寸d的变化范围为10mm的一套独立的胎具,定位尺寸组装后按最小尺寸磨好,10个滑块均匀布置在圆周上,增加了夹紧受力点,均匀地顶紧薄壁套的外圆,使它受力均匀,不变形。滑块镶在轴上,10个滑块必须保持在同一尺寸、同一位置,工作图如图3所示。

图1 磨具
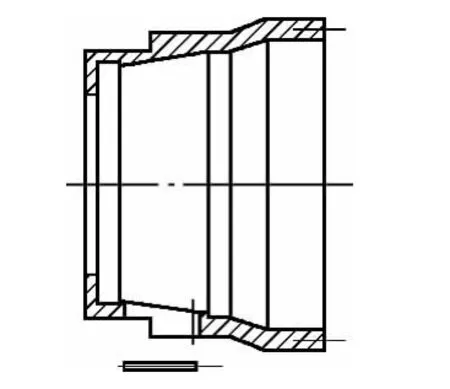
图2
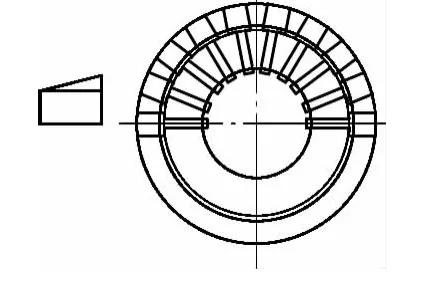
图3
宽度尺寸60mm两面要求10件同时磨好,并且与锥面轴线垂直,左面由挡环4定位,挡环4通过销固定在轴上,右面由挡环6定位,挡环6通过销固定在轴上。限位块及挡圈限制套的轴向运动范围。
垫9、联接板10和垫12装在螺母上,后通过螺钉将联接板与套联接。旋转螺母,从而带动套沿轴线运动,通过锥面改变滑块的内孔尺寸。套与轴之间用螺母联接,以保证套与轴线水平,只能沿轴线水平运动,而不能转动。定位销14在组装后配干,精确控制套运动行程在40mm,同时限制套的转动。
(3)关键件工序:①滑块毛料锻成筒料,端面留卡头。②锥度7.5°外圆及内孔均留量,两端均留量。③宽度尺寸60mm右端面磨平。④装夹卡头以右端面找正,内外圆一刀下,7.5°锥面外圆磨好,内孔磨成φ130mm,外圆为套2样板,后续工序等套2车完工后加工。⑤坐右面,60mm尺寸磨好,M7130。⑥按左视图刻各单件中心线,T4163。⑦以中心线找正割单件,10个8mm割成10个mm,其余割好,CTWQ630。⑧安装时分别量取轴3实际尺寸,10个8mm两面磨好,M6110。
(4)误差分析:套的定位孔与锥体同轴度最大偏差δ1=0.02mm;锥体与滑块之间偏差δ2=0;滑块定位尺寸d与零件之间间隙δ3=0;薄壁套内外圆同轴度最大偏差=δ1+δ2+δ3=0.02+0+0=0.02mm,一般薄壁套同轴度要求在0.04~0.06mm,所以此胎完全可以保证精度要求。
(5)磨具组装方法:①以轴3为主体安装挡环4和挡环6。②划线:固定挡环用销孔2个φ6H7孔。③配钻固定挡环用销孔2个φ6H7钻好,铰好 (不可钻透)。④滑块5侧面10个8mm两面,垫9和垫12厚度两面配磨后安装。⑤划φ6H7孔线。⑥φ6H7孔钻、铰好。⑦安装定位销14,组装后将滑块锁紧在最小位置。⑧滑块5内孔磨圆 (加工前检测滑块位置)。
加工完成交付加工车间进行工装验证后使用。
2.薄壁套胎具使用原理
将胎具夹在磨床上,用千分表找正,夹紧,松开螺母,将薄壁套装夹在滑块内,调节螺母,使滑块恰好夹紧薄壁套,锁好螺母,即可磨内孔了。
3.结语
这一胎具可制成系列,以便磨削任意内孔尺寸薄壁套,同时减少生产辅助工作,提高效率,保证精度,降低废品率。
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
一重技术(2021年5期)2022-01-18 05:42:06
装备制造技术(2021年1期)2021-05-21 07:55:16
物理实验(2019年4期)2019-05-07 03:36:38
制造技术与机床(2017年6期)2018-01-19 02:41:06
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
系统工程与电子技术(2016年2期)2016-04-16 05:16:51
石油化工建设(2015年6期)2015-12-01 04:17:36
中国中医药现代远程教育(2014年23期)2014-03-01 04:33:37
中国设备工程(2013年8期)2013-12-07 01:13:42
