
金属离子改性NaY分子筛催化合成柠檬酸三丁酯
2014-04-03 02:02单佳慧曹宇锋喻红梅丁欣宇
精细石油化工进展 2014年2期
单佳慧,曹宇锋,喻红梅,丁欣宇
(南通大学化学化工学院,江苏南通 226019)
随着塑料制品的广泛应用,塑料加工中的重要添加剂——增塑剂的安全性越来越引起人们的关注。无毒增塑剂的开发和使用是大势所趋。柠檬酸三丁酯(TBC)是性能优良、用途广泛的无毒增塑剂,被美国食品和药品管理局(FDA)批准用于药品包装、医疗器具、儿童玩具和个人卫生用品等方面[1]。
近几年,关于合成柠檬酸三丁酯的催化剂报道较多,如离子交换树脂、对甲基苯磺酸、固体超强酸和离子液体等[2-5]。离子交换树脂具有可连续化生产、选择性高和对设备腐蚀小等优点,但溶剂可溶胀树脂,从而降低催化性能。对甲苯磺酸作催化剂在后处理及环境污染方面存在一定的问题。其他催化剂存在制备工艺复杂,成本较高等问题,在工业应用中受到一定的限制。分子筛催化合成柠檬酸三丁酯是一个重要的研究方向。
目前,采用金属离子改性的NaY分子筛催化合成TBC报道很少。笔者采用液相离子交换法制备了CuY、CeY和FeY分子筛,并用于TBC的催化合成。
1 实验部分
1.1 试剂与仪器
NaY分子筛(硅铝比为2.34),上海欣年石化助剂有限公司;酚酞指示剂,上海精细化工科技有限公司;一水合柠檬酸、正丁醇、硝酸铈、硝酸铜、硝酸铁等均为分析纯,西陇化工股份有限公司。
D8 Advance X射线粉末衍射仪,德国Bruker公司;Thermo Nicolet 370 FT-IR红外光谱仪,美国Nicolet公司;WZS-1型阿贝折光仪,上海光学仪器厂。
1.2 催化剂的制备
称取10 g NaY分子筛3份,分别置于100 mL,0.1 mol/L的硝酸铜,硝酸铈,硝酸铁的水溶液中,室温下进行离子交换24 h,真空抽滤、洗涤,110 ℃干燥12 h。此离子交换过程重复操作2次,马弗炉中450 ℃焙烧6 h,分别制得CuY、CeY和FeY分子筛,所得试样保存在密闭的干燥器中备用。
1.3 酯化反应
在装有回流冷凝管、分水器、搅拌器及温度计的三口烧瓶中,按一定比例加入柠檬酸和正丁醇,搅拌加热,待柠檬酸完全溶解后加入分子筛催化剂,计时,取样测定初始酸值(GB/1668—1981)。控制反应温度,每隔一定时间测酸值。结束反应,冷却过滤分离出催化剂,蒸馏回收过量的正丁醇,再经碱洗、水洗、脱水,减压蒸馏得柠檬酸三丁酯。
2 结果与讨论
2.1 催化剂的XRD谱图
对制备的催化剂试样用德国Bruker公司的D8 Advance X射线粉末衍射仪分析,图1 为NaY、CuY、CeY和FeY分子筛的XRD谱图。从图1可以看出,负载金属后的分子筛与NaY晶相相似,只是分子筛衍射峰的相对强度略有减弱,表明离子交换和焙烧过程未对NaY的骨架结构造成破坏,离子交换改性的分子筛仍然保留着NaY分子筛的基本结构。

图1 分子筛的XRD谱图
2.2 催化剂的选择
催化剂用量为柠檬酸质量的3 %,酸醇物质的量比为1∶4,回流条件下反应5 h,NaY、CuY、CeY和FeY对TBC的催化效果见图2。

图2 催化剂对酯化率的影响
从图2可以看出,在其他反应条件相同时,CeY对TBC的催化活性最高,可能是因为Ce提高了分子筛表面的酸性。因此,酯化反应选CeY作酯化反应的催化剂。
2.3 酯化反应条件优化
2.3.1酸醇物质的量比对反应的影响
理论上柠檬酸与正丁醇的物质的量比为1∶3,但由于酯化反应为可逆反应,反应不易进行完全。根据化学平衡移动原理,醇过量可提高柠檬酸的转化率,使化学平衡向有利于产物生成的方向进行。催化剂用量为柠檬酸质量的3 %,回流条件下反应5 h,在此条件下考察了酸醇物质的量比对酯化反应的影响,其结果见图3。

图3 酸醇物质的量比对酯化率的影响
由图3可见,随着正丁醇用量的增加,酯化率随之增加;当酸醇物质的量比达到1∶4时酯化率最高;继续增加正丁醇的用量,酯化率反而下降。可能是溶液中柠檬酸及催化剂的浓度降低所致;另外醇过量太多也会增加正丁醇的回收成本,因此确定最适宜的酸醇物质的量比为1∶4。
2.3.2催化剂用量对反应的影响
固定酸醇物质的量比1∶4,回流条件下反应5 h,考察催化剂用量对酯化反应的影响,其结果见图4。

图4 催化剂用量对酯化率的影响
由图4可知,在一定范围内,酯化率随催化剂用量的增加而增加。酯化反应速率一般受催化剂的影响较大,催化剂量少,催化活性中心少,单位时间内酯化率降低;随着催化剂用量的增大,反应速率加快,单位时间酯化率提高,当催化剂用量增加到3%后,反应5 h酯化率变化不再明显,因此催化剂用量选为柠檬酸质量的3 %为宜。
2.3.3反应时间对反应的影响
固定催化剂用量为柠檬酸质量的3%,酸醇物质的量比为1∶4,回流条件下反应,考察反应时间对酯化反应的影响,结果见图5。

图5 反应时间对酯化率的影响
由图5可见,延长反应时间可提高酯化率,反应5 h酯化率达到97.3%;继续延长反应时间,酯化率变化不再明显,并且反应时间过长,产品颜色变深,这可能是副反应所致,同时还增加能耗。因此,较适宜的反应时间为5 h。
2.3.4催化剂稳定性考察
稳定性是催化剂的重要指标。将反应结束后过滤所得的催化剂用无水乙醇简单洗涤,在105 ℃干燥2 h,按最佳工艺条件,即酸醇物质的量比为1∶4,催化剂用量为柠檬酸质量的3%,回流条件下反应5 h,进行催化剂重复性试验,考察催化剂重复使用对酯化率的影响,结果见图6。

图6 催化剂重复使用对酯化率的影响
由图6可知,在最佳工艺条件下,催化剂第4次使用时,酯化率为92.4%,催化效果仍然较好;第5次使用时,酯化率下降比较明显,一方面可能是回收时催化剂有损失;另一方面可能是催化剂多次使用后表面被污染,导致活性中心减少,从而降低催化活性。结果表明CeY分子筛催化剂对于酯化反应有较高的稳定性。
3.1 产品分析表征
3.1.1产物的红外光谱

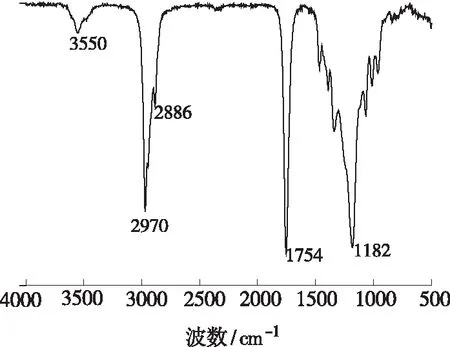
图7 产物的红外图谱
3.1.2产物的折光率
经测定,产物的折光率nD20为1.443 5,与文献值1.44~1.45相符。
4 结论
1)将NaY用液相离子交换法制得改性的CuY、CeY和FeY分子筛,考察了这3种分子筛催化合成柠檬酸三丁酯的效果,结果表明,CeY的催化活性最高。
2)CeY分子筛催化合成柠檬酸三丁酯的最佳反应条件为:酸醇物质的量比为1∶4,催化剂用量为柠檬酸质量的3 %,回流条件下反应5 h,酯化率可达97.3 %。
3)CeY分子筛催化剂回收方便,可多次重复使用,有较高的催化稳定性。
[1]蒋平平,周永芳.环保增塑剂[M]. 北京:国防工业出版社,2009.
[2]郭鑫,张敏卿.大孔强酸性阳离子交换树脂催化合成柠檬酸三丁酯[J].化工进展,2010,29(4):673-676.
[3]罗炜,朱银邦,王丹,等.柠檬酸三丁酯的合成研究[J].南京师大学报:自然科学版,2010,33(01):59-62.
[4]丁欣宇,景晓辉,施磊.S2O8-/ZrO2-SiO2催化合成柠檬酸三丁酯[J].精细石油化工进展,2004,5(12):40-42.
[5]李工,徐恒,刘维桥,等.新型环己亚胺类离子液体的合成及其催化酯化反应性能[J].化工进展,2012,31(4):901-906.
猜你喜欢
承德医学院学报(2022年2期)2022-05-23
中成药(2018年9期)2018-10-09
中成药(2018年7期)2018-08-04
中成药(2018年3期)2018-05-07
纺织科学研究(2017年6期)2017-07-03
纺织科学研究(2017年1期)2017-05-17
天然产物研究与开发(2016年11期)2016-06-15
当代化工研究(2016年5期)2016-03-20
当代化工研究(2016年5期)2016-03-20
化工进展(2015年3期)2015-11-11
