
一种静平衡装置的现场制作与应用*
2014-03-27 00:17:18左章华
机械研究与应用 2014年3期
左章华
(广东省南海化工总厂有限公司,广东佛山 528200)
0 引言
在工业生产过程中,对具有一定转速的旋转体设备,由于设备制造安装质量缺陷、冲蚀腐蚀磨损 、应力变形等原因使设备旋转体重心偏移,造成设备振动、噪声、工作精度和可靠性下降、零件磨损加剧、轴承损坏等故障,影响设备安全经济运行,以至损坏周围建筑物危及操作者的人身安全。因此在设备管理这一环节,发现旋转体质量存在不平衡可能性时,都应在检修时考虑对旋转体找平衡。消除这一设备缺陷带来的危害及潜在隐患。
众所周知,旋转体校正平衡的方法无非两种——动平衡和静平衡,动平衡精度高,适用于绝大多数类型不平衡的校正,要求有专门的试验设备;静平衡精度相对较低,但设备简单,现场操作方便。找平衡时究竟需要进行静平衡还是动平衡是一个关键问题。这要根据具体情况而决定,如充分考虑旋转体重量、结构形状、转速、支座条件及用处等相关因素,要对转子平衡型式心中有数[1]。另据相关文献[2]介绍,什么情况下做静平衡校正,目前我国尚无统一标准,综合参照GB9239.1-2006、API 610-2004、ISO 1940-1-2003等相关标准执行。
实际生产中,对一般小企业或是一些中型企业而言,一些检修工作不是很规范,检修人员经验也参差不齐,在这些企业中关于常规维修工作,有必要加强旋转设备平衡校正观念的建立以及平衡校正方法的实践,尤其是加强起码的静平衡校正,这很有必要也容易实现。笔者根据现场工作经验,提出了一个简易的静平衡台的制作及操作方法,以对旋转设备部件的质心偏移进行静平衡检查快速校正、检修处理。
1 静平衡调整架设计及制作
1.1 静平衡调整架设计
现场制作静平衡装置要选用最容易寻找的材料制造静平衡调整架。就曾经制作过的静平衡装置来讲,初步设计如图1所示。
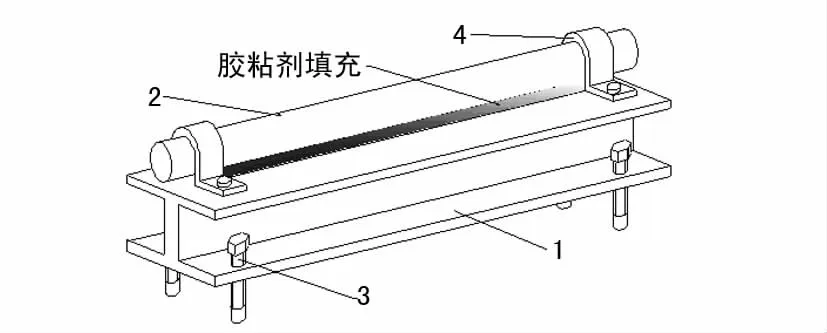
图1 静平衡调整架1.工字梁 2.圆形导轨 3.调整螺栓 4.限位座
工字梁用14#工字钢制造,调整螺栓为M12细牙螺栓,圆形导轨为活塞杆或其他光轴。静平衡调整架成对使用。
工字梁及圆形导轨长度保证所测轮盘类中心轴在上面可以滚动2~3圈,初步定长L=900 mm;圆形导轨材料为淬火光轴,表面粗糙度小于0.8 μm,初步选用了直径30 mm光轴;工字梁选用了14号工字钢。
核算参数选择的是平衡调整架最大可能的挠度值Ymax。
准备做静平衡的旋转体放在平衡架上后,平衡架将因受力产生挠曲,特别是旋转体较重时,这个挠曲值要求不能超差,产生阻力力矩,对静平衡结果产生影响。最好挠曲值不超过0.02 mm/1 000 mm,也就是光轴允许的直线度。静平衡调整架的最大挠度核算公式,选用的是等截面钢梁集中荷载的计算公式:
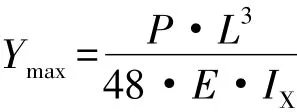
式中:Ymax为最大挠度值;P为静平衡调整架单边受力;L为静平衡调整架两端调整螺栓之间的跨度;E为弹性模量;IX为工字钢惯性矩。
根据初步设计所考虑的静平衡调整架各相关参数的取值:P为按我们曾经做过的最大转子80 kg质量的一半40 kg取值,即静平衡调整架单边受力40 kg;L为按跨度900 mm取值,即调整螺栓之间的距离;E为按普通结构钢弹性模量,取200 GPa;IX的按初步选用的14#工字钢对应参数取值,为712 cm4;按集中荷载的最大挠度核算公式,计算挠度值得到Ymax= 0.004 3 mm,这一数值完全满足实际需要。而且在上述核算中并没有考虑气缸杆对集中载荷应力的分散作用。
1.2 静平衡调整架制作
如图1,在截取的工字钢的底面两端,各钻两个孔,孔径配M12细牙螺纹攻丝,加工出调整用螺丝孔;调整螺丝的头部要加工成圆球状,以利于形成良好的支点。
将已经截取的光轴及工字钢上面除油除锈处理,光轴放在工字钢上,稳定住光轴,使光轴处于工字钢中间部位,用A/B双组份胶将光轴粘牢固定,也可以用一些楔形铁片轻轻固定光轴,这样在楔形铁和胶粘剂的作用下,保持了光轴的位置固定。制作U型限位座,将限位座用螺栓固定在光轴两端。其他制造相关要求可参考相关文献[3]。
2 实际操作
静平衡的操作要把两端调整螺栓放置在底板上进行,一般选择25 mm厚钢板,将厚钢板放置在水泥地面上。摆正静平衡调整架位置,选好旋转体在导轨上滚动的支撑点,一般为两端轴颈部位,调整好转子的支撑间距。调整每个静平衡调整架四棵调整螺栓,使每个静平衡调整架沿导轨轴线方向水平度偏差≤0.02 mm/1 000 mm;两轨道之间,架设平尺,水平度偏差≤0.2 0 mm/1 000 mm,此时两导轨道间距、高度都适合静平衡实际操作要求。
标定支架位置,防止碰撞串位,然后进行常规的静平衡校正,具体校正方法,这里不再赘述[4-6]。
3 使用情况
公司生产所用的原材料硝铵由于吸潮结块需要凸轮粉碎机破碎处理,凸轮粉碎机见图2旋转体经常磨损严重,造成转子不平衡,产生振动。还有一种爪型凸轮粉碎机用于破碎膨化硝铵半成品见图3,也存在齿爪磨损严重的现象,严重时造成过轴承损坏,粉碎机支架开焊。由于上述粉碎机破碎的是有一定危险的硝铵材料,安全隐患必须给予处理,为快速完成检修任务,现场按该方法制造了简易静平衡装置,快速对粉碎机旋转转子进行检查调整处理。此后,也多次用上述装置静平衡处理过这两种凸轮粉碎机,它们是比较典型的两类旋转体,凸轮粉碎机是一种最大外径D与长度L之比D/L≥5的转子,只做静平衡。原材料硝铵粉碎机,凸轮长600 mm直径为350 mm,D/ L<5的转子,按标准应做动平衡校正,只做了静平衡后,效果也很理想。
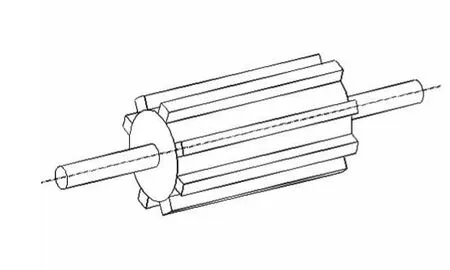
图2 凸轮粉碎机
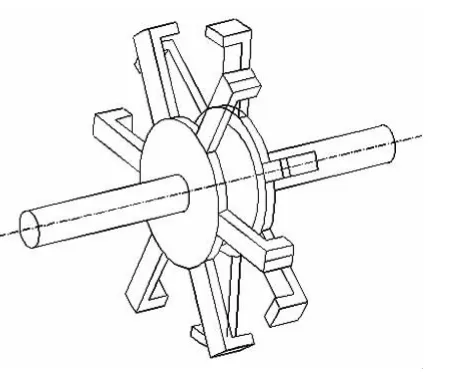
图3 爪式凸轮粉碎机
4 实际操作过程中注意事项
总结曾经做过的所有相关静平衡工作,还应注意以下几点。
(1)不平衡量的调整的数值及调整位置(指增减调整量的位置)确定后,焊接调整前,应该复测轨道的水平状况是否与不平衡测量之前是一致的,情况变化不大,方可进行不平衡重量的焊接、去除等调整操作。
(2)做好基础找平工作,垫平调整好底板与地面的接触情况,底板与混凝土地面接触点应均匀分布为合格。
(3)在圆形导轨选择上,应该保证所选直径配合水平仪测量面的V型槽口的宽度,V型槽口能够完整卡在圆形导轨上,形成两条均匀的接触直线,以达到良好准确的测量数值。
(4)加减磁铁或橡皮泥,检测调整不平衡量时。要重复多次试验,现场做好记录表格的设计及记录,避免混乱,以至调整错误,影响快速检修工作的要求。
(5)静平衡校正前应对轴的变形事先检查,如果轴发生弯曲,予以校正,避免额外工作量的增加。
(6)考虑键槽、键等对静平衡的测试影响,不要忽略该部件重量;在修理过程中,确定偏心质量的大小及方位后,如果结构强度安全性没有影响,应先考虑用磨削、挖补的方法控制调整量更容易控制一些。
(7)对于长径比超差的旋转体,为消除偶不平衡影响,稳妥起见,补焊调整不平衡量时要靠经验和简单的测量确定调整量的位置,尽量两端分散加减调整量。
(8)光轴安装前最好在平台上作直线度检查。
(9)注意静平衡前要先检查旋转体轴颈的粗糙度和轴的椭圆度 ,使用假轴做静平衡时工件孔与主轴配合应严密0.01~0.02 mm的间隙配合为宜,工件键槽必须用同比重的材料堵实。
(10)导轨所用光轴要淬火处理,具有相当的硬度才好,在急用的现场情况下,不一定能迅速找到相应的材料,但要尽量寻找硬度接近HRC62~65的导轨材料,如铬锰钢。滚动时如果考虑避免伤害轴颈,可以加装与导轨硬度相同材料的轴套。
(11)旋转体半径较大时要考虑增加要制作辅助支座,支撑起静平衡调整架。
(12)需要进行动平衡测量的重要设备部件建议先做静平衡测量,预判不平衡量的大小。
(13)仅仅做过静平衡的设备,如果不能确定设备是否能够正常、安全试运行的,要对试运行有相对的客观评测,试机运行时要有一定的应对预案。
5 结语
通过多次实际静平衡校正工作,所处理旋转体运行效果均有明显改善,几次实际观测,测得轴承座各方向振动值均在0.05 mm以内,破碎机轴承使用寿命明显延长。对理论上需要做动不平衡的旋转体,只是做了静平衡,效果也达到了合格的水平。作为现场使用,静平衡装置设计制作快速、灵活、有效,规格完全可以按自己的实际需要设计,静平衡效果达到专门制造的静平衡装置。从改善的角度来看,在时间宽裕的时候,可以对简易的静平衡装置进一步加工处理,如选择合适导轨材料,导轨下加装V型垫块等,使圆形导轨更稳定。
[1] 杨顺银.离心泵转子动静平衡的测试[J].石油与化工设备,2010,13(6):41-42.
[2] 杨广源.刚性转子的现场动平衡[J].本钢技术,2002(5):8-10.
[3] 周新桃.旋转机械检修技术要点—刚性转子的静平衡[J].水利电力机械,1993,8(4):42-44.
[4] 张 玲.静平衡的实用计算法[J].甘肃冶金,2005,27(1):62-70.
[5] 洪广欢,杜祖成,李 泺,等.转子做静平衡试验时消除导轨影响的两次试加法[J].沈阳电力高等专科学校学报,2001,3(4): 25-26.
[6] 胡坤芳.机械转子的静平衡的测试[J].贵州科技工程职业学院学报,2006,1(1):51-62.
猜你喜欢
中国交通信息化(2022年12期)2022-02-11 12:05:14
摄影之友(2020年12期)2020-12-23 09:39:39
高师理科学刊(2020年12期)2020-03-15 09:55:44
新教育时代·教师版(2018年18期)2018-07-21 11:00:06
中国修船(2017年6期)2017-12-22 00:45:01
上海大中型电机(2017年3期)2017-11-13 03:38:54
数学学习与研究(2016年23期)2017-03-15 16:31:23
考试周刊(2016年82期)2016-11-01 13:00:24
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:07
上海大中型电机(2014年4期)2014-07-24 19:00:30
