
可编程控制器在PTA送料控制应用中的故障处理
2014-03-25 03:54薛侠鸣
石油化工技术与经济 2014年3期
薛侠鸣
(中国石化上海石油化工股份有限公司涤纶部,200540)
可编程控制器(Programmable Logic Controller,简称PLC)是以微处理器为核心,综合计算机技术、自动控制技术和通信技术发展起来的一种新型工业自动控制装置[1]。它具有可靠性高、抗干扰能力强、功能完善、适应性强、编程简单易学、使用简单、维修方便以及体积小、质量轻、功耗低等特点。将PLC应用到精对苯二甲酸(PTA)送料控制中,设备的可靠性有了较大程度的提高,但也会出现送料系统不能正常开启等问题,文章就投用中碰到的问题进行探讨并提出解决方案。
1 PLC控制的送料系统及常见问题
1.1 PTA送料系统操作控制方式
采用PLC控制的送料系统有自动和手动2种控制方式,通常在设备出现故障时切换到手动控制。整个控制程序分为公用程序、手动控制程序和自动控制程序3部分:公用程序是在自动和手动两种控制方式下都运行,主要用于两种方式之间的转换。在编写程序时,可设P1、P2为指针,使用条件跳转CJ指令,使手动程序和自动程序不会被同时执行[2]。跳转程序示意见图1。
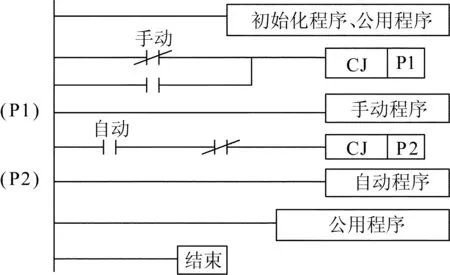
图1 跳转程序示意
1.2 PTA送料工艺流程
该PTA送料系统是一种利用气流作为输送动力,在管道中运送粉(粒)料的技术集成系统,选用日本三菱公司FX0N-60MR小型PLC作为核心控制器。PTA气力输送工艺流程如图2所示。
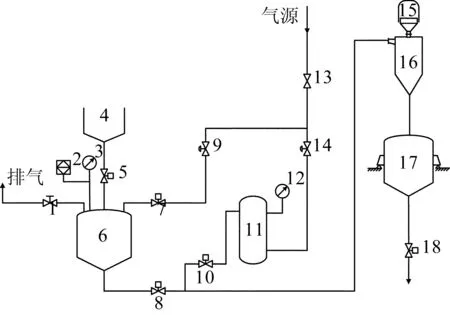
1-排气阀;2-压力变送器;3-压力表;4-加料斗;5-进料阀;6-发送罐;7-充气阀;8-出料阀a;9-调节阀;10-气刀;11-储气罐;12-压力表;13-减压阀;14-调节阀;15-除尘器;16-分离器;17-上料仓;18-出料阀b
1.3 在投用过程中出现的问题
PLC投用后出现下列问题:(1)送电后切换到自动,送料设备无法正常运行;(2)从待机状态下切换到手动,设备无法正常启动;(3)正常送料过程中设备突然停止运行。
2 故障诊断和原因分析
2.1 故障诊断
送料系统不能正常开启时,主要对PLC及其和外围设备进行故障诊断。
(1)PLC的内部故障包括控制程序出错和硬件损坏。当外部设备均处于正常状态而系统不能启动或故障点难以确定时,可以采用逻辑错误故障检测、超时限故障检测及首发故障诊断等方法,对运行程序或指令进行检查。硬件故障主要靠直接观察和现场检测来判断,例如检查PLC上指示灯是否正常。若送电后“RUN”灯亮,则可认为程序无错误,电源线路良好,远程输入输出电源接通;若运行中“POWER”灯亮,表明输出端没有闭合,则检查电源回路,必要时更换微处理器(CPU)。
(2)PLC外围设备接线一般由现场输入、输出信号,导线和接线端子等组成,具体如图3所示。
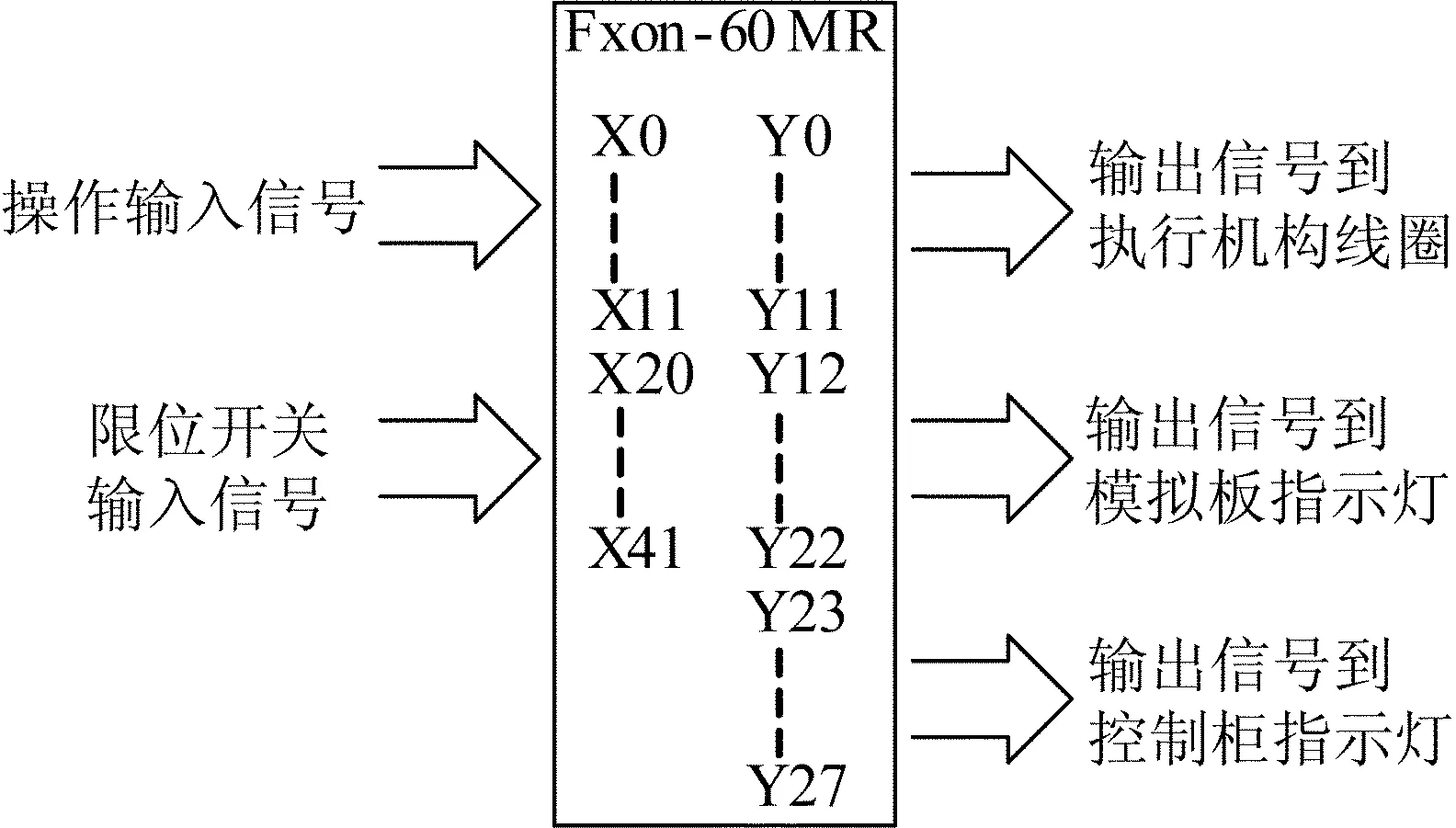
图3 外部设备接线示意
诊断一:检查PLC信号显示指示灯。如果输入、输出信号出现异常,则对照地址表去查找对应的部件。经查,由于电磁阀漏气,造成汽缸动作不到位,导致无信号传送。PLC检测不到信号,程序认为不具备送料条件,故无法正常送料。
诊断二:如果输入、输出信号均正常,则检查料位开关和称量机构。通常因料位开关误动作或称量限位误动作而导致信号传送,PLC检测到信号,程序误认为送料己满,故停止正常送料。
诊断三:如果输入、输出信号均正常、外部电气接线无损伤,检查发现操作按钮松动、旋转位置不正确,导致程序无法初始化,故停止正常送料。
2.2 故障原因分析
产生这些现象的原因可以从以下途径进行分析:一是操作是否满足工艺流程的要求(联锁/解锁方式);二是通过断电重新启动来判断该设备的启动和停止按钮是否复位并一直处在保持状态;三是通过查找输入点的对应执行机构反馈信号,检查PLC输出的外部设备的启动和停止信号是否一直处于保持状态,否则会导致设备无法正常操作。
一般来说,PLC设备本身故障率很低,即使出现故障也可以通过自诊断检测出来。因此就PLC控制系统故障而言,绝大部分发生在PLC的外部输入、输出环节和执行机构上[3]。
(1)在正常送料情况下,控制系统的各个输入、输出信号与内部继电器的信号间存在一定的逻辑关系,具体如图4所示。若逻辑程序出现错误,控制系统便出现故障。例如:只有排气、进料、出料阀全部关闭,系统才能转入自动停止状态或自动准备停止状态;不符合上述切换条件的话,跳转、手动、自动等程序皆不执行,维持当前状态。选择自动运行方式时,程序呈自动停止状态或自动准停状态。符合上述切换条件的话,则转入手动状态,否则仍维持自动运行状态。
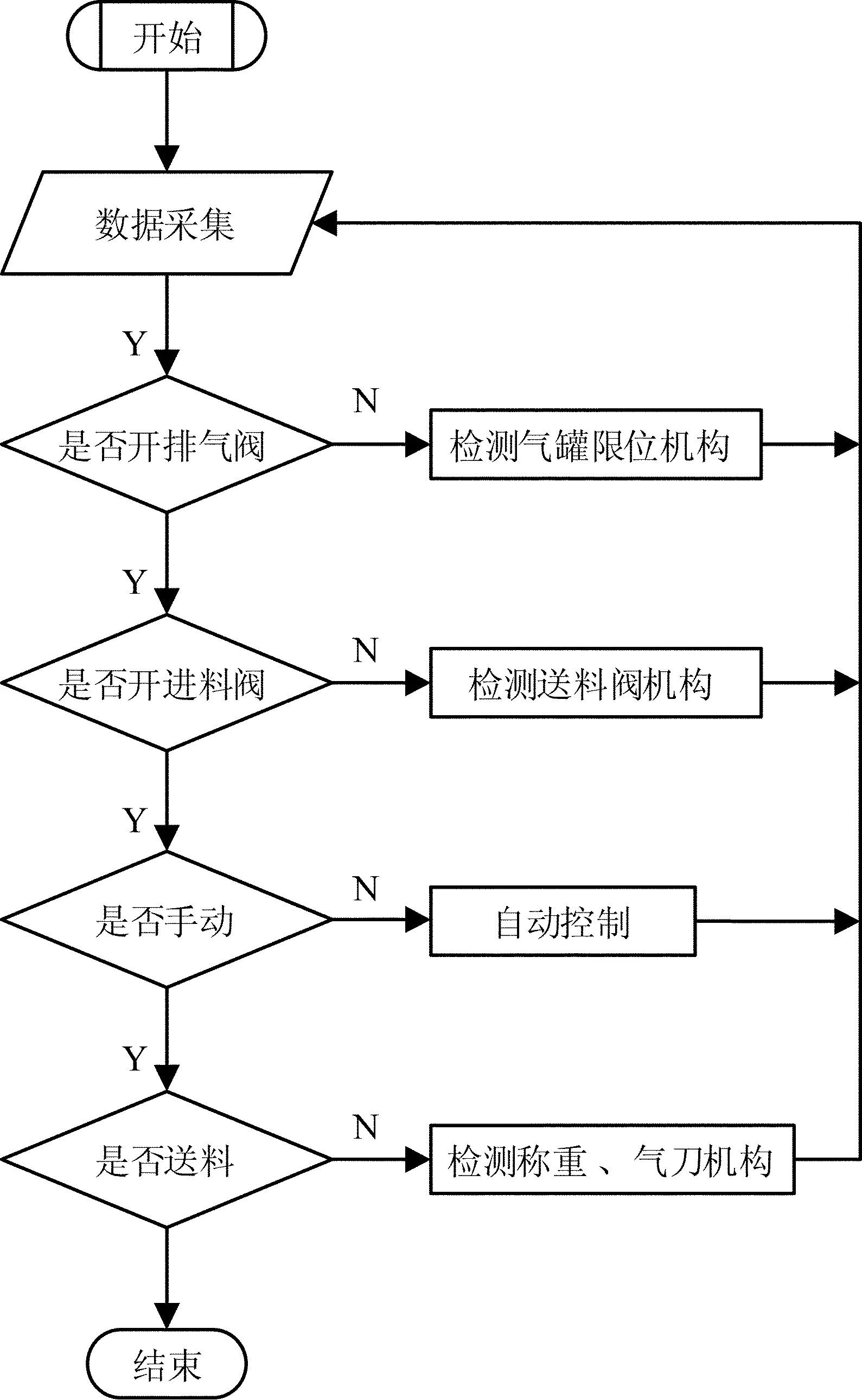
图4 系统故障检测流程
采用逻辑错误故障检测法能够较快地排除故障。为确保送料系统正常运行,各个工步的动作必须在一定的时间内完成,超过设定时限设备会发生故障。因此根据实际投料情况,可以适当调整时限,使其与电磁阀的动作相协调。
(2)控制系统一旦出现故障就会引发多个相关故障,对此可以按照顺序功能图(见图5)来分析,找到发生故障的顺序点。
将手动/自动转换开关扳到自动位置,则PLC控制系统根据预先编好的控制程序,对相关设备的运行进行自动控制。当控制系统给出自动运行信号后,程序呈自动停止状态或自动准备停止状态。若不符合切换条件,设备仍保持自动运行状态。
自动停止状态的确定:刚开机时的自动状态;刚开机为手动,但是未开过进料阀即转入自动;自动运行状态下送料开始10 s后发送罐重力降至设定值上限以下。
自动准停止状态的确定:手动状态下开过进料阀后再切换至自动;自动运行的送料阶段,人工按停止钮;自动运行的送料阶段,料仓到上限位。按停止钮后,需要到送料阶段方能转到准备停止状态。
自动运行状态的确定:自动停止状态或自动准备停止状态下按运行按钮,但当上料位模拟灯闪亮时无效。
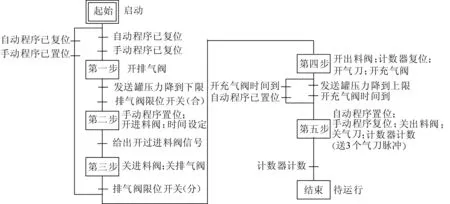
图5 顺序功能控制
2.3 故障处理方法
(1)在程序中增加手动、自动控制的电气互锁功能,即排气、进料与充气、气刀、出料互斥,以防止自动操作无法实现。这里主要考虑两种情况:一是排气阀、进料阀和出料阀打开或关闭6 s仍未到位,对应的模拟灯闪亮,同时警声响、警灯亮(由3个气动阀引起的报警,无论手动、自动,系统都无法继续运行);二是料仓料位至下限300 s时,警声响、警灯亮。料仓料位至上限或卸料阀开启或关闭6 s尚未到位,对应的模拟灯就会闪亮,但是不报警。
(2)定期检查执行机构和气源压力。在长期使用过程中,一些限位开关位置会发生变化,探头会被异物遮挡,直接导致开关量输入信号出错;气源压力过低同样会引起输入信号异常。因此送料前应检查气源压力、各限位开关的位置,清理料位机探头异物,以确保系统正常运行。
(3)更换旋风分离器。由于原来的分离器过滤芯结构简单,容易被异物堵塞,易产生错误信号。更新后的分离器对过滤芯结构经过优化,增加了滤芯的反吹机构,每送完一批料就反吹一次,避免出现因异物堵塞造成送料过程中设备突然停止运行的情况。
3 结语
PTA送料系统选用三菱公司的FX系列PLC作为核心控制器,选用三菱专用的FXGP_WIN-T软件进行编程[4],实现了PTA送料的过程控制,能够较方便地诊断和处理一般故障,减少了外部电路与元器件的投入,系统运行可靠、平稳。
[1] 范次猛.PLC编程与应用技术(三菱)[M].武汉:华中技术大学出版社,2012:7.
[2] 张还.三菱FX系列PLC设计与开发的原理、应用与实训[M].北京:北京机械出版社,2009.
[3] 蒙艳玫,刘正士,何国金,等.PLC控制系统故障诊断[J].机床电器,2002,29(2):24-28.
[4] 王文义,宓哲民,陈文轩,等.可编程控制器(PLC)原理与应用[M].北京:科学出版社,2009:69-123.
猜你喜欢
昆钢科技(2022年4期)2022-12-30
科学家(2022年3期)2022-04-11
装备制造技术(2020年4期)2020-12-25
森林工程(2018年3期)2018-06-26
小学生导刊(2017年17期)2017-05-17
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
橡塑技术与装备(2016年14期)2016-02-24
武夷学院学报(2014年5期)2014-07-19
