
输液器滴斗用TPE 材料研究
2014-03-21 10:14:04李昌鑫刘华龙上海康德莱企业发展集团股份有限公司上海201803
中国医疗器械信息 2014年7期
李昌鑫 刘华龙 上海康德莱企业发展集团股份有限公司 (上海 201803)
乙烯- 辛烯嵌段型共聚物(OBC) 是美国Dow 公司最近几年开发出的一种新型烯烃嵌段共聚物,通过将无规乙烯-辛烯共聚物和乙烯-辛烯烯烃嵌段共聚物的结晶温度和熔点对比之后发现,OBCs 的熔点和结晶温度要比烯烃无规物高出几十度。与其他的可比材料相比,OBCs 在70˚C 下具有非常理想的压缩形变特性。OBCs 的压缩形变性和TPVs 及热塑性聚氨酯等高性能热塑性弹性体相差无几。其结晶温度高于普通乙烯辛烯共聚物,并且成型周期很短,同时也具有优良的耐热性能和回弹性,压缩变形性能比PVC 和EVA 更好。OBC 的粘性与苯乙烯-异戊二烯苯乙烯相似。同时,所有这些优异性能建立在材料较低的使用成本的基础上。OBC 材料能够为生产商提供其所需的许多性能,已经超过Dow 的茂金属Engage 聚烯烃弹性体(POE)。
1.实验部分
1.1 实验原料及助剂
共聚PP:5250T,台塑聚丙烯(宁波)有限公司;OBC:9807,美国陶氏化学公司;硬脂酰胺;白油;抗氧剂1010;抗氧剂168。
1.2 实验设备
双螺杆挤出机:SK-160B,上海思南橡胶机械有限公司;邵氏硬度计:LX-A 型橡胶硬度计,江都市新真威试验机械有限公司;熔融指数仪:XRZ-400 吉林大学仪器厂;注塑成型机:SB1800JB,东莞市百纳通用机械有限公司;微机控制电子万能机冲击试验机:RXJ-50,深圳瑞格尔仪器有限公司。

?
1.3 实验配方
该组配方在加料槽中混合之前,按共混体系与白油份数比1:0.2 加入医用级白油。
1.4 实验过程
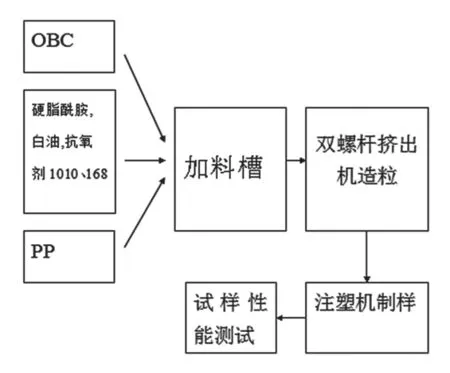
1.5 性能测试
①拉伸强度测试:参照GB1040-79 进行。
②冲击强度测试:参照GB1043-80 进行。
③弯曲强度测试:参照GB/T9341-2008 进行。
④永久变形性能测试:参照ASTM D395 进行。
⑤熔体流动速率测试:参照GB/T 3682-2000进行。
⑥硬度测试:参照GB/T 531-1999 进行。
2.结果与讨论
2.1 造粒工艺参数的确定(表1,表2)
2.2 配方组成对共混体系性能参数的影响
2.2.1 OBC 与PP 的共混比例
2.2.1.1 加工流动性
流动性能是表征材料加工性能的参数,根据材料流动性能的好坏,可以初步判断其加工条件(表3)。

表1. 含油TPE 材料的双螺杆挤出工艺参数
本实验是在190˚C、负荷为2.16 千克条件下反应的。当OBC 份数为70 左右时,其数值依旧表现出较好的加工流动性。
2.2.1.2 力学性能
随着体系中OBC 含量的增加,材料的抗张强度呈现线性下降的趋势。由于弹性体的抗张强度较低,所以呈现明显的下降。当体系中的OBC达到70 份左右时,抗张强度在10~13 MPa 之间,满足作为输液器滴斗材料的要求。
从图中可以看出,共混材料分别出现在OBC达到20 份以及50 份左右时出现两处分界点:从10~20 份时有个明显的上升,这是因为当其份数超过10 份时,OBC 在PP 中分散得更加均匀。这样使得OBC 颗粒之间产生一定的临界距离,这些OBC 粒子在受到外力作用时会发生变形,起到了应力集中的作用。由于OBC 弹性体与PP 树脂的相容性较好,两相间接触的界面粘合程度较高,使得在OBC 粒子所处的区域中出现大量的剪切带和银纹来吸收能量;与此同时这些剪切带和银纹和OBC 颗粒又可以防止出现破坏性裂纹,进而起到了增韧的作用,这就是弹性体增韧改性树脂的机理。当OBC 含量达到20 份左右时断裂伸长率达到峰值,超过这一比例后开始呈现下降趋势, 这可能是因为随着OBC 弹性体增多,由于其粒子本身对剪切带还存在终止作用,使剪切带被及时终止,从而使断裂伸长率逐渐降低。这种降低直到OBC 弹性体的含量超过50 份,在这一比例之后,共混体系的连续相由PP 变为OBC,作为分散相的PP 链段与OBC 分子链之间相互穿插形成网络结构。且随着PP 含量的减少,PP 链段的这种排列也越来越少,OBC 分子链之间的空隙逐渐变大,为其分子链伸展运动提供了较大的空间,所以大幅度提升了材料的柔韧性,使其力学性能逐渐接近弹性体。
2.2.2 润滑剂用量
物料的成型一般都在熔融流动状态下进行,因此加工的物料要求具有一定流动性。流动性过小,挤出成型困难,流动性过大,则产生的挤出压力过小制品强度不足且成型不完整,这体现了对共混材料加工流动性表征的必要性。
通过过溶体流动速率的反映,可以验证出OBC/PP 共混材料的流动性能随着润滑剂硬脂酰胺用量的增大而逐渐改善。
由表5 可以看出硬脂酰胺的添加份数对OBC/PP 共混材料的机械性能影响不大,用量在1.5 份时,综合性能较好,成型良好,容易脱模。
2.3 最佳共混材料组成分析
经以上分析,总结出共混TPE 材料的最佳组成为:OBC/PP=70/30 份、硬脂酰胺1.5 份、抗氧剂1010 和168 各0.25 份、白油为20.5 份。对最佳共混材料进行相关测试得出以下数据(见表6)。

表2. 不含油TPE 材料的双螺杆挤出工艺参数

表3. OBC/PP 复合材料的熔体流动速率(MFR)

图1. 共混体系的断裂伸长率与OBC 质量分数的关系
由表6 反映出该种TPE 材料可以很容易在硬度和力学性能上达到输液器滴斗材料的要求,同PVC 通过无机填料调节硬度相比,OBC 通过PP来调节硬度的同时,对断裂伸长率的影响较小,当PP 含量达到30 份左右(OBC 为70 份)时,可以满足880~88A 的硬度要求以及600%以上的断裂伸长率;另外,体系中白油的存在在此基础上进一步降低了TPE 材料的永久压缩变形。因此,该种共混TPE 材料具有极佳的回弹性能,具备生产TPE 输液器滴斗的物理性能条件。

表4. 润滑剂种类及用量对溶体流动速率的影响(190˚C,2.16KG,单位:g/10min)

表5. 硬脂酰胺用量对OBC/PP 共混材料物理机械性能的影响

表6. OBC/PP 共混型TPE 材料的相关参数
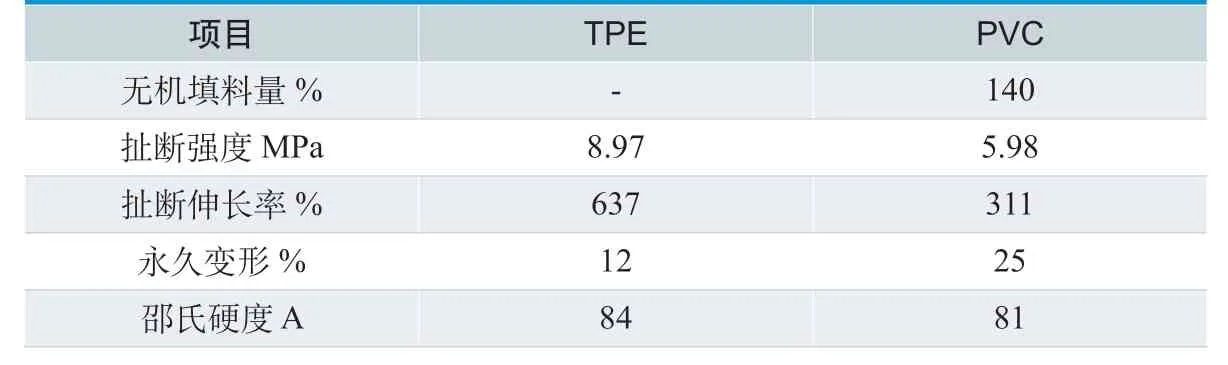
表7. 相同硬度的TPE 与PVC 性能及物性参数对比
2.4 注塑工艺参数的确定
在每一次注射过程中,螺杆向前推进熔融物料时,需要在不同位置上实现不同的注射压力与速度等参数的控制,称这种注射过程为多级注塑。本实验在注射工艺参数的确认过程中就采用了两段注射的方式。先通过高速、高压注射使熔体迅速充模,充填接近终了时再使用低级注射的方法。通过注射工艺参数的调整,确定出一套最佳的注塑工艺以防止和改善制品外观,如毛边、银条或胶痕等各种不良现象。
在实验过程中发现通过注射制成的样条和制品均没有分层现象产生,并且加工过程表现出良好的加工型,制品表面光泽性好。
这次验证进行了5 组试验数据,取得相应的试验数据,通过分析数据和产品外观,并经过3个批量试验,确定出该材料的最佳注塑参数。
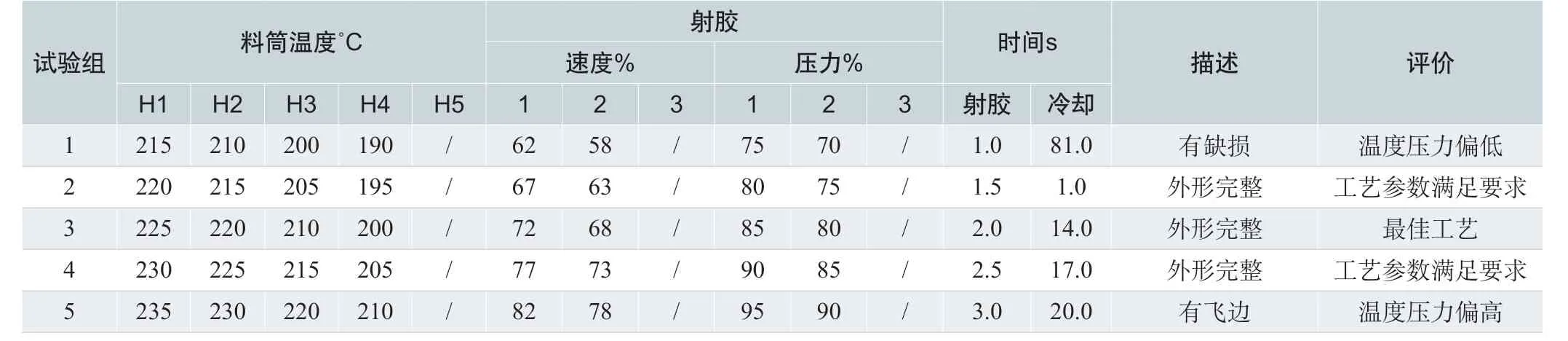
表8. 共混型TPE 材料注塑成型加工工艺参数验证报告
3.结论
(1)经试验,总结出生产输液器滴斗TPE材料的共混体系组成的最佳比例为:OBC 70 份、PP30 份、硬脂酰胺1.5 份、抗氧剂1010 与抗氧剂168 各0.25 份,另外助剂采用医用级白油溶解后加入,用量为20 份;
(2)共混材料双螺杆加工成型的适宜工艺条件为:加工温度170~190˚C,螺杆转速:30–50rpm;共混材料最佳注塑工艺条件为:从料筒到喷嘴四段温度参数依次为225±5˚C,220±5˚C,210±5˚C,200±5˚C。 一 级 注 射:速 度 为72±5˚C,压力为68±5˚C;二级注射:速度为85±5˚C,压力为80±5˚C;注射时间为2±0.5s,冷却时间为14±3s。
[1] 张恩娟等.PVC 与TPE 输液器对3 种药物的吸附研究[J].中国药房,2007,18 (7):508.
[2] Kim S C, Yo on H J, Lee J W, et al . Investigation of the release behavior of DEHP fr om infusion sets by paclitaxel-loaded polymeric micelles [J] . Int J Pharm, 2005,293( 1) : 303.
[3] Center for Devices and Radiological Health,U.S.Food and Drug Administration.Safety a ssessment of di(2-ethylhexyl) pathalate (DEHP) released from PVC medical devices[M].2006
[4] 李晨,李伯耿等,新型聚烯烃弹性体OBC 增韧共聚PP 的研究[J].高校化学工程学报,2009, 23(5)
[5] 陈鹏,张华集等,PP/OBC 共混材料的性能[J].Plastics,2012, 41(6)
[6] 李晨,李伯耿,范宏.新型乙烯-α-烯烃共聚弹性体及其增韧改性聚丙烯的研究[D].浙江大学.2010
[7] Jin, J.Zhao, C.Du, J.Han, C.C.The possible scalability of mesophase separation on macrophase separation and crystallization of iPP/OBC blends[J]. 《Macromole- cules》,2011(11)
[8] 张华集,陈鹏,张雯,陈晓,杨莉莉.芳酰胺类化合物对PP/OBC 共混材料性能影响[J].《塑料工业》.2012 年9 期
猜你喜欢
石油化工技术与经济(2022年5期)2022-11-12 10:09:08
中学生数理化·八年级物理人教版(2021年4期)2021-07-22 03:15:16
弹性体(2021年6期)2021-02-14 05:39:00
润滑油(2020年4期)2020-11-28 20:25:34
润滑油(2019年6期)2019-11-29 11:03:16
材料科学与工程学报(2016年1期)2017-01-15 13:34:10
橡胶工业(2015年3期)2015-07-29 08:24:16
发明与创新·中学生(2015年2期)2015-05-13 00:51:48
发明与创新(2015年34期)2015-02-27 10:40:16
火炸药学报(2014年5期)2014-03-20 13:17:51
